Unterseite Optimieren
Hallo,
Ich will Plaketen mit einer möglichst glatten Unterseite drucken. Leider habe ich die Einstellungen nicht mehr im Kopf und versuche mich ans optimum wieder heran zu tasten.
So, mir gehts darum vom rechten Bild stand jetzt zum linken Bild stand früher zu kommen und die Oberfläche so glatt wie möglich zu machen.
Das Material Ist Extrudr MF PETG. Drukcbett sind 80/90 Temperatur 255/238 Ersturionsfaktor wurde von mir mal auf 108 gestellt.
Ich habe auch mal versucht mit Layer Adjust etwas tiefer zu gehen, hat etwas gebracht aber nicht viel.
Hier mal die ersten Zeilen des "guten" Codes.
;FLAVOR:Marlin
;TIME:8085
;Filament used: 5.41401m
;Layer height: 0.18
;MINX:91.694
;MINY:43.359
;MINZ:0.22
;MAXX:163.251
;MAXY:137.696
;MAXZ:5.8
;POSTPROCESSED
;Generated with Cura_SteamEngine 4.6.0
M82 ;absolute extrusion mode
G21 ; set units to millimeters
G90 ; use absolute positioning
M82 ; absolute extrusion mode
M104 S255.0 ; set extruder temp
M140 S90 ; set bed temp
M190 S90 ; wait for bed temp
M109 S255.0 ; wait for extruder temp
G28 W ; home all without mesh bed level
G80 ; mesh bed leveling
G92 E0.0 ; reset extruder distance position
G1 Y-3.0 F1000.0 ; go outside print area
G1 X60.0 E9.0 F1000.0 ; intro line
G1 X100.0 E21.5 F1000.0 ; intro line
G92 E0.0 ; reset extruder distance position
G92 E0
G92 E0
G1 F2100 E-0.8
;LAYER_COUNT:32
;LAYER:0
M107
G0 F3600 X150.657 Y43.413 Z0.22
;TYPE:SKIRT
G1 F2100 E0
G1 F1500 X151.127 Y43.461 E0.02163
Best Answer by Nikolai:
Mir Gehts also um Tipps für Settings die eine Möglichst glatte Oberfläche erzeugen. In Cura kann man ja die Flowrate für die erste Schicht justieren. Aber Prusa Slicer wäre mir lieber, weil der Farbwechsel in Cura wenn man das piepen nicht hört irgendwann übergangen wird.
PS bietet diese Option nicht direkt. Aber du kannst entweder den Gcode per Hand editieren und beim ersten Layer folgendes Kommando fuer 105% flow rate einfuegen. Beim zweiten musst du dann wieder auf M221 S95 zurueck setzen.
M221 S105
Oder du kannst auch folgende Zeile unter Printer Settings -> Custom G-code -> After layer change G-code einfuegen:
{if layer_z < 0.3}M221 S105{else}M221 S95{endif} ; 105% flow rate for the first line
RE: Unterseite Optimieren
Hi,
Du kannst weiter runter mit Live adjust Z gehen, aber auf dem PEI sheet wirst du immer diese Linien haben. Die besten Erfahrungen habe ich bisher mit der texturierten Platte von Prusa gemacht. Da lassen sich die Linien sehr schoen maskieren. Wenn du es nicht zur Hand hast, kannst du auch mit blue tape versuchen. Da kriegst du auch schoene Textur rein. Keine Ahnung welches Klebeband das in Deutschland ist. Wird zum Abkleben beim Streichen verwendet.
Wenn du aber wirklich absolut glatt und glaenzend haben willst, dann ist eine Glasplatte die richtige Wahl.
Often linked posts:
Going small with MMU2
Real Multi Material
My prints on Instagram
RE: Unterseite Optimieren
Mit Kapton auf der folierten PEI Platte lassen sich auch sehr glatte Oberflächen erzielen. Mit dem Firstlayer, der Düsentemp. und der Extrusionsfaktor musst Du ein wenig experimentieren. Das Druckbett sollte auch gut ausgelevelt sein. Drucktemp. von 255Grad C. für Standard Equipment finde ich etwas hoch, kenne das Filament aber nicht.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Unterseite Optimieren
Sorry, falls Kapton nicht so bekannt ist: https://www.3djake.at/kapton/kapton-klebeband
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Unterseite Optimieren
Danke für die flotten Hilfreichen Antworten!
@karl-herbert
Dankeschön! Kapton ist bekannt, habe sogar blätter da die auf die Prusa Platte fast genau drauf passen.
Hmm Glas wäre interessant, aber das "glattere" ist auch auf der PEI Platte gedruckt worden. Mir Gehts also um Tipps für Settings die eine Möglichst glatte Oberfläche erzeugen. In Cura kann man ja die Flowrate für die erste Schicht justieren. Aber Prusa Slicer wäre mir lieber, weil der Farbwechsel in Cura wenn man das piepen nicht hört irgendwann übergangen wird.
Die Anwendung ist eine möglichst glatte Fläche die sich gut reinigen lässt.
RE: Unterseite Optimieren
Mir Gehts also um Tipps für Settings die eine Möglichst glatte Oberfläche erzeugen. In Cura kann man ja die Flowrate für die erste Schicht justieren. Aber Prusa Slicer wäre mir lieber, weil der Farbwechsel in Cura wenn man das piepen nicht hört irgendwann übergangen wird.
PS bietet diese Option nicht direkt. Aber du kannst entweder den Gcode per Hand editieren und beim ersten Layer folgendes Kommando fuer 105% flow rate einfuegen. Beim zweiten musst du dann wieder auf M221 S95 zurueck setzen.
M221 S105
Oder du kannst auch folgende Zeile unter Printer Settings -> Custom G-code -> After layer change G-code einfuegen:
{if layer_z < 0.3}M221 S105{else}M221 S95{endif} ; 105% flow rate for the first line
Often linked posts:
Going small with MMU2
Real Multi Material
My prints on Instagram
RE: Unterseite Optimieren
Hmm Glas wäre interessant, aber das "glattere" ist auch auf der PEI Platte gedruckt worden.
Wenn du ein Mal einen sauberen und glaenzenden Ausdruck vom Glassbett gesehen hast, dann siehst du den spiegelglatten Unterschied zu PEI immer 🙂
Often linked posts:
Going small with MMU2
Real Multi Material
My prints on Instagram
RE: Unterseite Optimieren
@nikolai-r
Cool danke dir!
Eine Glasplatte hatte mein erster Drucker auch, aber der Davinci 1.0 war einfach total schlecht, vorallem Software seitig.
Bin am Überlegen ob ich nicht eine Vorhandene dicke Stahlplatte mit einer Glassplatte mit Epoxidharz https://www.3djake.de/smooth-on/xtc-3d-epoxidharz oder evtl. auch Hitzeresistentem Silikon drauf klebe auch wenn das Autobedleveling nicht mehr geht. Also nicht auf die Federstahlplatten (hab beide), sondern auf eine extra Stahlplatte.
RE: Unterseite Optimieren
nur so ein Gedanke ... könnte man sich eine Glasplatte nicht direkt auf das Bett klemmen, anstatt, auf eine Druckplatte, zu kleben?
z.B. mit solchen Klammern

Original Prusa i3 MK3S - PEI pulverbeschichtetes Federstahlblech - Federstahlblech mit glattem doppelseitigem PEI - Octoprint - raspi 4 - 3,5" - Octoscreen
RE: Unterseite Optimieren
@dermartin
Das ist mit einer dünnen Glasplatte sicherlich möglich. Das Meshbedlev. musst Du dann halt aus dem Slicer herausnehmen und den Firstlayer vorher hinjustieren.
Aber wie gesagt, ich hatte mit Kapton (ca. 0.05mm dick) dasselbe Ergebnis erzielt. Die Bodenfläche des Druckteils wird glänzend und spiegelglatt. Ich kann bei Gelegenheit, falls es interessiert, gerne mal ein Bild von einem Testdruck reinstellen.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Unterseite Optimieren
@karl-herbert
Danke für den Tipp das Kapton aus geht. Musst du nicht, Ich habe ja ein Kaptonsheet hier das auf die Prusa-Platte passt das kann ich also selbst einfach testen.
@dermartin
Im Prinzip schon, aber das ist eine ganz simple stahl Platte von dennen ich 3 Stück habe, das Harz hab ich da nur solche klammern die die Druckplatte meines Ender 5 Plus (Drecksteil) halten habe ich nicht mehr 🙂 Aber prinzipiell ja 🙂
RE: Unterseite Optimieren
@manum
Druck läuft gerade. Testwürfel aus PLA (Rapunzel silver). Ich habe die Federstahlplatte auf einer Seite mit Kapton, auf der anderen Seite mit einer Buildtak Folie beschichtet. Die Federstahlrohlinge habe ich bei Ali bezogen (ca. 12 Euro/Stk.). Damit kann man fast alles drucken (auch Exoten wie PEEK).
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Unterseite Optimieren
Vollstaendigkeitshalber hier sind paar Links, wie man auf einem Prusa Drucker mit Glass Platte druckt. Es werden zwar MK2 gezeigt, aber das kann man auch auf MK3 uebertragen:
Often linked posts:
Going small with MMU2
Real Multi Material
My prints on Instagram
RE: Unterseite Optimieren
Also so sieht es au, wenn man auf Kapton druckt:





Einmal mit PLA und einmal mit PETG gedruckt. Den Glanz der Oberfläche sieht man life besser, da mein Handy nicht über die notwendige Kameraqualität verfügt um dies besser rüberzubringen. Etwas von den Druckerspuren am Boden wirst Du allerdings immer sehen, aber das kann man in den Einstellungen sicherlich noch optimieren (LA, Extr. Breite, Überlappung, Speed...).
Das Kapton wurde übrigens auf die blanke Federstahlplatte geklebt.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Unterseite Optimieren
@karl-herbert
Schick, danke für die ganzen Infos. Ich werde jetzt eine kleine Testreihe starten und die Ergebnisse auch hier posten. Mir gehts ja genau um die Rillen zwischen den Lanes. Da mache ich heute ein paar versuche.
RE: Unterseite Optimieren
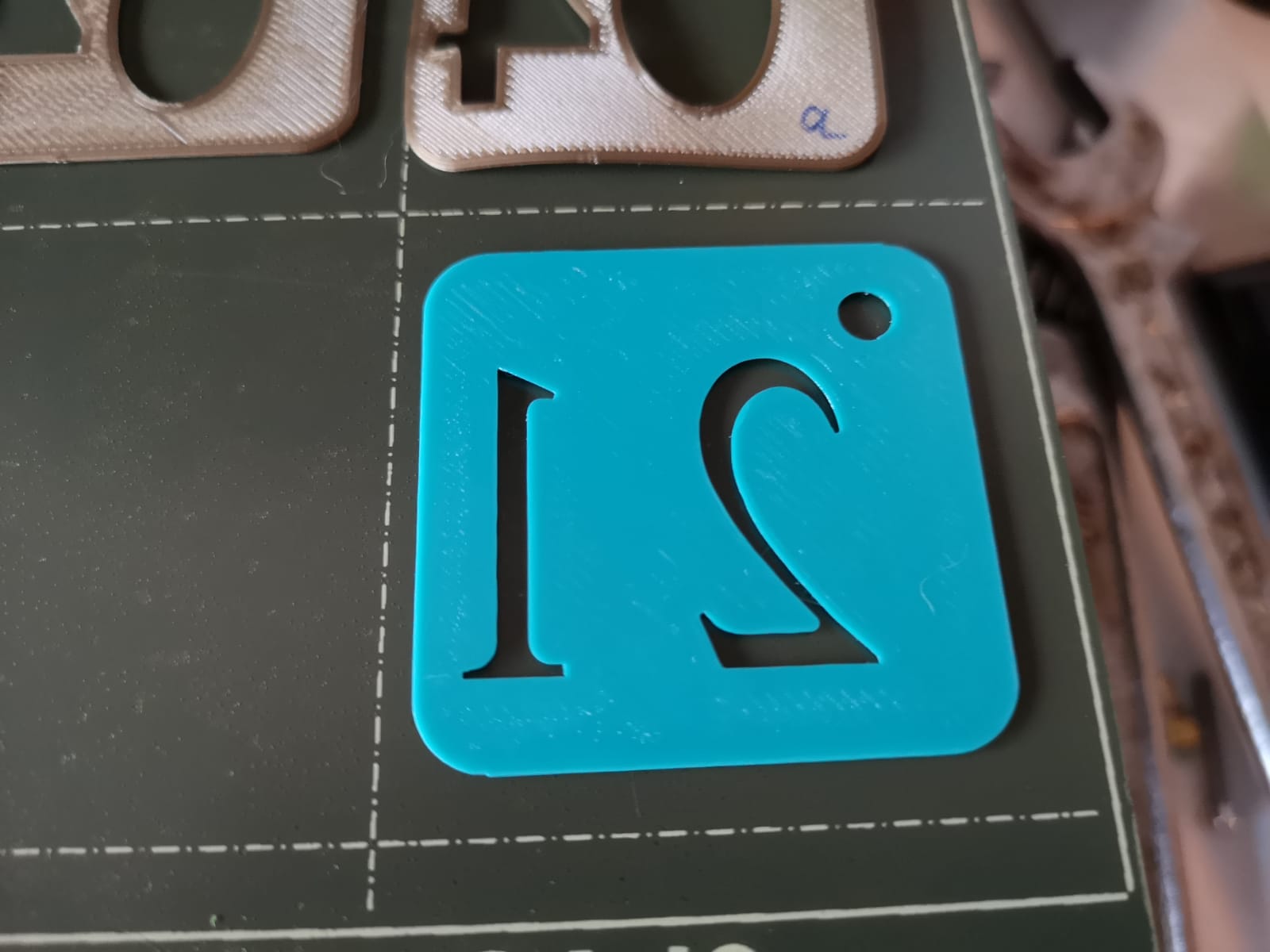
Soooo, mit methodischem Vorgehen habe ich es jetzt doch noch geschafft, die einzelnen Lanes zu verstecken.
Im Grunde musste ich nur wieder mein Bett dejustieren, weil ich in der zwischenzeit nämlich mal ein bisschen an meinem Hotend basteln musste weil ich mich beim Düse tauschen doof angestellt habe.
Aber ein Offset für mein PEI Blech hat zum erfolg geführt. Jetzt habe ich zwei Einstellungen, einmal Standard und einmal ohne Werkzeugspuren was ich eh brauchen kann wenn ich mal wieder PP drucken möchte.
Das Kaptop fast wie Glas aussieht kann ich auch noch mal bestätigen. Mein Blech für die Kapton folie habe ich für besseren halt noch mal angeraut und diese feinen Schleifspuren sieht man sogar auf der Unterseite der Kapton drucke. Spiegeln tut's trotzdem und glatt ist's auch.
Der Ausgangspunkt für mein Testprofil war die Standard Prusament PETG Einstellung an der ich mich entlang getastet habe und immer mal wieder ein bisschen was verändert habe in der Hoffnung das es was bringt.
Die letzte Probe (21 unten) hat dann wunderbar auf dem PEI Sheet funktiniert.
| Sample | Eigenschaft | Wert | Eigenschaft | Wert | Eigenschaft | Wert | Eigenschaft | Wert | Eigenschaft | Wert | Eigenschaft | Wert |
| 1 | Alle | 80 | 100 | 25 | Platte | PEI | Z-Adjust | 0 | Extrusionsbreite 1. Schicht | 42 | ||
| 2 | Erste Schicht Temp | 95 | First Layer Extrusion | 110 | 25 | Platte | PEI | Z-Adjust | 0 | Extrusionsbreite 1. Schicht | 42 | |
| 3 | Erste Schicht Temp | 97 | First Layer Extrusion | 115 | Überlappung | 35 | Platte | PEI | Z-Adjust | 0 | Extrusionsbreite 1. Schicht | 42 |
| 4 Türkis | Erste Schicht Temp | 97 | First Layer Extrusion | 115 | Überlappung | 35 | Platte | Kapton (Unjustiert) | Z-Adjust | 0 | Extrusionsbreite 1. Schicht | 42 |
| 4a Bronzegold | Erste Schicht Temp | 97 | First Layer Extrusion | 115 | Überlappung | 35 | Platte | Kapton | Z-Adjust | 0 | Extrusionsbreite 1. Schicht | 42 |
| 4b Bronzegold | Erste Schicht Temp | 97 | First Layer Extrusion | 115 | Überlappung | 35 | Platte | Kapton | Z-Adjust | -0,15(Auf -1,5)' | Extrusionsbreite 1. Schicht | 42 |
| 21Bronzegold | Erste Schicht Temp | 97 | First Layer Extrusion | 115 | Überlappung | 45 | Platte | Kapton | Z-Adjust | -0,15(Auf -1,5)' | Extrusionsbreite 1. Schicht | 50 |
| 21 Türkis | Erste Schicht Temp | 97 | First Layer Extrusion | 115 | Überlappung | 45 | Platte | Kapton | Z-Adjust | -0,2(Auf -1,55)' | Extrusionsbreite 1. Schicht | 50 |




Und noch mal ein RIESEN Dankeschön an alle die mir geholfen haben!!!!
RE: Unterseite Optimieren
@manum
Ich werde zwar aus Deiner Tabelle nicht ganz schlau, aber ich denke Du hast die Extrusions- Überlappungsbreite erhöht, bist näher ans Druckbett ran und hast auch an den Temperaturen etwas geschraubt.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Unterseite Optimieren
@karl-herbert
Genau, aber ich glaube die Bett Temp kann ich auch wieder senken, denn an den Schmelzpunkt komme ich da eh nicht ran.
RE: Unterseite Optimieren
@nikolai_r
So, jetzt habe ich doch noch eine 4mm Robax Glas Platte bekommen vom Glaser meines Vertrauens aus der Reste Abteilung. 700°C hitzebeständigkeit sollten ja ausreichen bei meinem Prusa. Werde es dann die Tage mal testen.