Spiralvasenmodus - Dicke der Wände
Hallo zusammen,
ich bin gerade dabei folgendes Modell zu drucken.
https://www.thingiverse.com/thing:930577
Die Hülle soll mit der Einstellung Spiralvasenmodus gedruckt werden.
Ich bin mit allem zufrieden der Qualität usw.
Wenn der Druck fertig ist die Dicke der Hülle nur sehr dünn, ca. 1mm.
Was soll ich sagen 1mm Hülle ist bei meinem Fahrstil sehr dünn 😉
Jetzt verzweifele an den Einstellungen im Prusa Silcer wo ich das ganze einstellen kann. Bei einer Änderung wird der Spiralvasenmodus entwender komplett deaktiviert oder aktiviert.
Anbei ein paar Bilder.
Die Hülle nach dem Import in den Slicer.

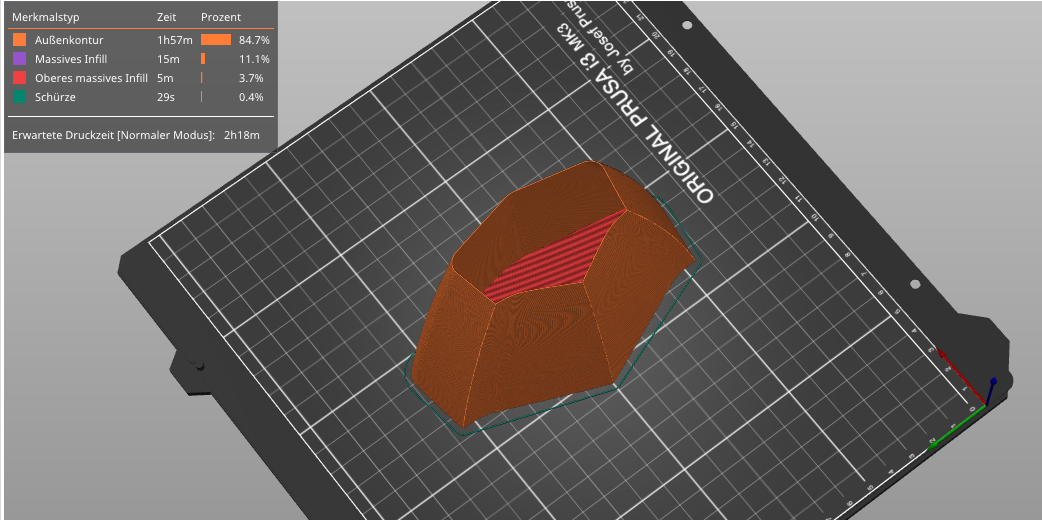
Vorschau mit den zu dünne Wänden.
Meine aktuelles Druckprofil

Welche Einstellungen muss ich vornehmen, dass die Außenkonturen dicker wie 1mm werden.
Ich freue mich auf eure Tipps.
Liebe Grüße, Chris | Drucker: Prusa MK3S+ | Slicer: PrusaSlicer
Das geht nicht
Der Spiralvasenmodus druckt genau einen Perimeter. Deshalb kann ich das mit 1mm Stärke nicht ganz glauben.
Alles Andere (dickere Wandstärken) musst Du selbst modellieren.
Gruß Kai
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
Größere Düse
Bei einer Düsengröße von 0.4mm ist 1mm Wandstärke schon sehr nahe am Rand des Möglichen. Für gewöhnlich ist die Empfehlung max 50% breiter als der Düsendurchmesser zu drucken.
Du müsstest also eine größere Düse installieren, ein passendes Druckerprofil einrichten und kannst dann die Wandungsstärke unter `Print Settings ► Advanced ►Extrusion Width ► External Perimeters` angeben.
RE: Spiralvasenmodus - Dicke der Wände
Bei Modellfliegern sicherlich ein Thema, der Spiralvasenmodus. Ich wäre da eher bei Kai und würde, falls nicht nur STL Daten vorliegen, die Modell Wandstärke ändern, was bzgl. Gewichtserhöhung wahrsch. kein Poblem darstellen dürfte. Andernfalls bleibt Dir nichts anderes übrig als eine größere Düse zu verwenden. Bzgl. Beständigkeit gegen Durchdringen von Wasser wurde hier schon Einiges (Harze, Lacke...) im Forum besprochen.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
Danke für eure Antworten
Danke für eure Antworten. Ich werde schauen wie ich das dann drucken werde.
Liebe Grüße, Chris | Drucker: Prusa MK3S+ | Slicer: PrusaSlicer
Settings Spiralvasenmodus
Ich würde auch zu einer größeren Düse raten.
1mm bei 0.4 ist schon extrem und verschlechter neben dem Druckbild auch sicher die Dichtheit ggü. Wasser.
Ich drucke mit einer 0.8er Düse mittlerweile regelmäßig 1.2mm Wandungen im Vasenmodus.
Das Ganze mit niedriger Layerhöhe und etwas höherer Temperatur als für Prusament PETG empfohlen.
Den Extrusionsfaktor hab ich teilweise auch noch ein klein wenig erhöht.
Die ersten unteren Layer die nicht im Vasenmodus gedruckt werden lasse hingegen mit nochmals stärker erhöhtem Extrusionsfaktor laufen.
Meist gibt es gerade hier durch kleine Hohlräume im Bereich der Nahtstellen Probleme mit Undichtigkeit.
Mit den Settings hab ich bisher immer Wasserdichte Objekte erhalten.
Zum Testen einfach Wasser in die Teile füllen und warten ob sich nach ein paar Stunden irgendwo Feuchtigkeit bildet.
PETG ist ggü. PLA auch etwas flexibler und weniger brüchig.
Das hilft bei so einem Modell ggf. auch.
Grüße,
Tobias