Prusa i3 MK3S und FilaFlex/PolyFlex
Hallo,
ich wollte mit meinem neuen i3 MK3S eine Figut mit FilaFlex drucken. Druckeinstellungen mit Slic3r PE und der Einstellung SemiFlex gemacht.
Einzug und erste Schicht druckt er normal, dann fährt der Drucker die weiteren Schichten an, aber er druckt nicht mehr, es fließt kein Filament mehr aus der Düse.
Ist dass ein Einstellungsproblem oder ein mechanisches Problem?
Gruß
Stephan
Re: Prusa i3 MK3S und FilaFlex/PolyFlex
Hallo Stephan,
willkommen im Forum 🙂
Du schreibst von diesem Filament? :
https://www.filamentworld.de/shop/filament-3d-drucker/filaflex-filament-1-75-mm-schwarz/
Einzug und erste Schicht druckt er normal, dann fährt der Drucker die weiteren Schichten an, aber er druckt nicht mehr, es fließt kein Filament mehr aus der Düse.
Vermutlich wird die Druckgeschwindigkeit bei höheren Schichten zu hoch. Es bildet sich eine Schlaufe unter dem Bondtech-Getriebe. Damit ist der Druck gescheitert.
Flex Filamente (auch z. B. TPU) benötigen sehr individuelle Einstellungen am Drucker und im Slicer, ich schreibe hier mal eine kleine Zusammenfassung:
Mechanisch:
Filamentweg prüfen auf geringe Reibung.
Der PTFE Einlass zum Hotend muss gut abschließen zu den Bondtech Zahnrädern, sonst drückt sich das Filament unter den Zahnrädern sehr leicht raus und bildet eine Schlaufe im Getriebe-Gehäuse.
Federspannung der Schraube(n) zum Bondtech-Getriebe lösen, wenig Druck auf das Filament ausüben.
Klebestift (o. Magigoo) verwenden, damit man es leichter von der Platte lösen kann. TPU z. B. klebt extrem stark!!!
Slicer Einstellung:
Sehr geringe Druckgeschwindigkeit einstellen (z. B. max. 10-30mm/s), individuell für das Filament und den jeweiligen Drucker und seinen mechanische Eigenschaften. Lässt sich auch während des Druckens durch Drehen am Einstellrad des Druckers verändern (<100%).
Drucktemperatur, Hotend ca. 220 °C - 230°C, Heizbett ca. 20° (aus).
Retraction abschalten, 0.0 mm (ausprobieren wg. stringing).
Weiterhin kann es nötig sein, das Filament manuell zu laden. Automatisches laden abschalten (Geschwindigkeit und Menge evtl. zu hoch) und sich einen eigenen G-Code schreiben und von SD-Karte ausführen oder die E-Achse manuell steuern.
Der Filament-Sensor sollte beim MK3 abgeschaltet werden, führt wegen der niedrigen Druckgeschwindigkeit sonst zu Fehlmeldungen.
Wie sich das beim MK3S verhält wirst du dann herausfinden 😉 😀
Da ist also etwas experimentieren und Erfahrung sammeln angesagt.
Viel Erfolg!
Grüße, Holger 🙂
2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
Re: Prusa i3 MK3S und FilaFlex/PolyFlex
Hallo Holger,
danke für die Tipps. Das habe ich mir schon gedacht. Werde die neuen Einstellungen mal nächstes Wochende probieren.
In der Zwischenzeit habe ich wieder auf das Prusa-PLA umgestellt und wollte eine neue Figur drucken.
Igendetwas passt aber nun nicht mehr. Erst hat das PLA sich auch vor dem Hotend rumgewickelt und dann hält das Filament nicht mehr auf der Metallplatte und hat einen großen PLA-Batzen an der Düse verursacht. Mit den gleichen Einstellungen hat vorher alles funktioniert. Auch ein umdrehen der Platte brachte keinen Erfog.
Auch ein Reset und die Neuinitialisierung brachte keinen Erfolg. Ab der vierten oder fünften Schicht lösst sich der Druck von der Platte.
Kann der Versuch des Drucks mit Flex-Material den kompletten Drucker verstellt oder gar beschädigt haben?
Viele Grüße
Stephan
Re: Prusa i3 MK3S und FilaFlex/PolyFlex
Nein....
das ist sehr unwahrscheinlich.
Viel wahrscheinlicher ist das der Fehler im Slicing-Prozess begründet ist.
Vorschlag:
Slic3er-PE laden, Modell importieren, gewünschte und passende Druck- und Filamenteinstellung laden und dann drucken.
LG Thomas
(Wood) CTC i3-Clone, (Yellow) i3-Steel DIY, (Green) Original Prusa i3MK3(s)+MMU2.0, (Red)DICE, (Blue) Anycubic Chiron, (Grey) Qidi X-Max, (Orange) PrusaXL 5T
Re: Prusa i3 MK3S und FilaFlex/PolyFlex
Hallo Stephan,
es sieht aus, als wenn es bei deinem Drucker mehrere Probleme gleichzeitig gibt:
Erst hat das PLA sich auch vor dem Hotend rumgewickelt und dann hält das Filament nicht mehr auf der Metallplatte und hat einen großen PLA-Batzen an der Düse verursacht. Mit den gleichen Einstellungen hat vorher alles funktioniert. Auch ein umdrehen der Platte brachte keinen Erfog.
Auch ein Reset und die Neuinitialisierung brachte keinen Erfolg. Ab der vierten oder fünften Schicht lösst sich der Druck von der Platte.
PLA Filament hat sich vor dem Hotend rumgewickelt?? Ich kann mir das gerade nicht praktisch vorstellen, ich würde eher damit rechnen, dass das PLA Filament abbricht, wenn man es zu stark verbiegt. War das Hotend nicht vorgeheizt oder verstopft, das PTFE-Röhrchen am Hotend-Einlass beschädigt?
Sind die Bondtech Zahnräder korrekt montiert, Zahnrad fest am Motor, Filament wird exakt senkrecht geführt, und die Feder(n)-Schraube(n) passend für das Filament eingestellt? Gibt es auffällige Geräusche?
Wenn das Filament auf der Federstahlplatte nicht haften will gibt es dafür mehrere Gründe:
1. Die Platte muss frei von fettigen Rückständen sein, frisch gereinigt (gelegentlich auch mal mit Aceton) oder Klebestift.
2. Der Abstand zwischen Hotenddüse und Platte (Z-Adjust, s. Handbuch) muss korrekt eingestellt sein, die 1. Schicht soll bei einer 0.4mm Düse etwa 0,2mm dick sein und eine geschlossene Schicht bilden.
3. Die Temperatur vom Hotend (PLA ca. 215°C) und dem Heizbett (PLA ca. 60°C .. 70°C) muss zum Filament passen .
4. Unterextrusion (Fehler im Bondtech-Getriebe, s. o.), verstopfte Düse....
Ich glaube, wie Thomas schon schrieb, ebenfalls nicht, dass sich der Drucker derart von allein verstellt oder beschädigt wird.
Die Einstellungen im Slicer prüfen oder eine G-Code Datei von der SD-Karte drucken.
Du wirst schon herausfinden wo es hakt. Genau beobachten, überlegen und schrittweise die Probleme beheben (keine Panik 😀 ).
Viel Erfolg.
Grüße, Holger 🙂
2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
Re: Prusa i3 MK3S und FilaFlex/PolyFlex
Hi,
Falls immer noch Probleme mit Flex bestehen. Hier sind paar grundsaetzliche Einstellungen, die bei mir sehr gut funktionieren:
* Lockere die Extruder Schraube. Es darf nicht so fest angezogen sein, wie fuer PLA/ABS/PETG
* Alle Geschwindigkeiten auf 15mm/s setzen (spaeter kannst du mit 20mm/s experementieren). Ueberpruefe im Slicer Vorschau, dass es auch wirklich greift
* Temperatur auf 235C setzen
* Erster Layer darf nicht zu nah sein. Lieber etwas weiter weg.
* Retraction komplett ausschalten
Damit solltest du schon sehr gut Ergebnisse erzielen. Ich drucke Flex 85a inzwischen mit 100% success rate.
Often linked posts:
Going small with MMU2
Real Multi Material
My prints on Instagram
Re: Prusa i3 MK3S und FilaFlex/PolyFlex
Danke für die vielen Tipps.
Hab nochmals den PLA-Druck mit zwei Original-Dateien von der SD-Karte probiert (Frosch und Schloss).
Die ersten Schichten funktionieren perfekt (saubere Haftung und keine besondere Geräusche). Plötzlich löst sich die erste Schicht und der bisherige Druck hängt an der Düse.
Die Platte war vorher mit Alkohol gereinigt.
Den Z-Abstand hab ich nochmals neu eingestellt (-0,14 während des Testdrucks eingestellt).
Die Tipps für Flex-Material werde ich noch ausprobieren (Andruck der Rollen und Druckgeschwindigkeit). Will aber erst mal den normalen PLA-Druck wieder hinbekommen.
Gruß
Stephan
Re: Prusa i3 MK3S und FilaFlex/PolyFlex
Hallo Stephan,
Du solltest auf jeden Fall die Druckplatte einmal mit gutem alten Spülmittel reinigen.
Das entfernt immer noch am besten Öle und Fette. Nur bitte nichts mit "rückfettenden" Substanzen wie AloeVera.
Da klappt es dann doch nicht.
Nimm dabei das Wasser auch ruhig recht warm/heiß.
Dann bleibt vom Wasser kaum was auf der Platte nach dem ausgiebigen abspülen des Reinigers.
Im Anschluß nur noch fusselfrei trocknen.
Danach sollten fast alle Haftungsprobleme beseitigt sein.
Zumindest die, die mit Verunreinigungen zu tun haben.
Isopropanol und Aceton neigen dazu das "Fett" bzw. Rückstände vorheriger Drucke nur zu verreiben.
Es sind Fettlöser, die dann abgespült werden sollten.
Sind also zum wirklichen Reinigen (mit Tüchern) nur bedingt geeignet.
Ich habe z.B. seit 6 Monaten kein Aceton mehr verwendet.
Zwischen den Drucken Isoprop. schadet allerdings nicht, und entfernt die Schatten der vorherigen Drucke recht gut.
Ich drucke zwar nicht jeden Tag, habe allerdings schon einige Kilometer Filament durch dieses Jahr.
Ich bin also kein "Gelegenheitsdrucker".
Zum Schluß würde ich dann nochmal fix den ersten Layer kalibrieren.
Dann kannst Du sicher sein das alles passt.
Ich hoffe das hilft Dir weiter.
Gruß
Kai
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
Re: Prusa i3 MK3S und FilaFlex/PolyFlex
Zusätzlich zu den Flex-Tips von Nikolai würde ich Dir noch raten erstmal mit Malertape oder mindestens Klebestift auf der Platte zu drucken.
Egal welches Flex-Material es ist, es neigt dazu extrem gut zu haften.
Nicht das Du dir was aus der PEI Beschichtung reißt beim ablösen.
Wenn Du dann genug Erfahrung hast kannst Du später auch direkt auf PEI drucken.
Das ist dann allerdings wirklich eine Sache akribischer Einstellung des Druckers.
Zumindest war es das bei mir.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
Re: Prusa i3 MK3S und FilaFlex/PolyFlex
Hallo,
ich verzweifle langsam beim Versuch, flexibles Material zu drucken.
Habe eure Tipps beherzigt, die Platte sehr gut greinigt, Klebestift aufgebracht, Slicer-Einstellungen angepasst (langsamer, andere Temperatur Druckbeck, usw.).
Dabei ist folgendes herausgekommen: (s.u.).
Woran kann das nun wieder liegen?
Gruß
Stephan
Re: Prusa i3 MK3S und FilaFlex/PolyFlex
Hallo Stephan,
auf deinen Bildern sieht es nach einem layershift in x-Richtung aus. Also ist entweder der Gurt auf der x-Achse oder die Madenschraube am X-Stepper zu locker. Das hat eher weniger mit dem Filament zu tun.
Grüße, Holger 🙂
2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
Re: Prusa i3 MK3S und FilaFlex/PolyFlex
Ich denke mechanisch ist alles super. Das Problem war wohl eher, dass die Ecken noch oben gekommen sind und der extruder gegen diese geknallt ist. Man könnte versuchen an diesen Stellen den Lüfter voll laufen zu lassen aber an sich ist dieses Objekt recht schwierig zu drucken mit Flex.
Often linked posts:
Going small with MMU2
Real Multi Material
My prints on Instagram
Re: Prusa i3 MK3S und FilaFlex/PolyFlex
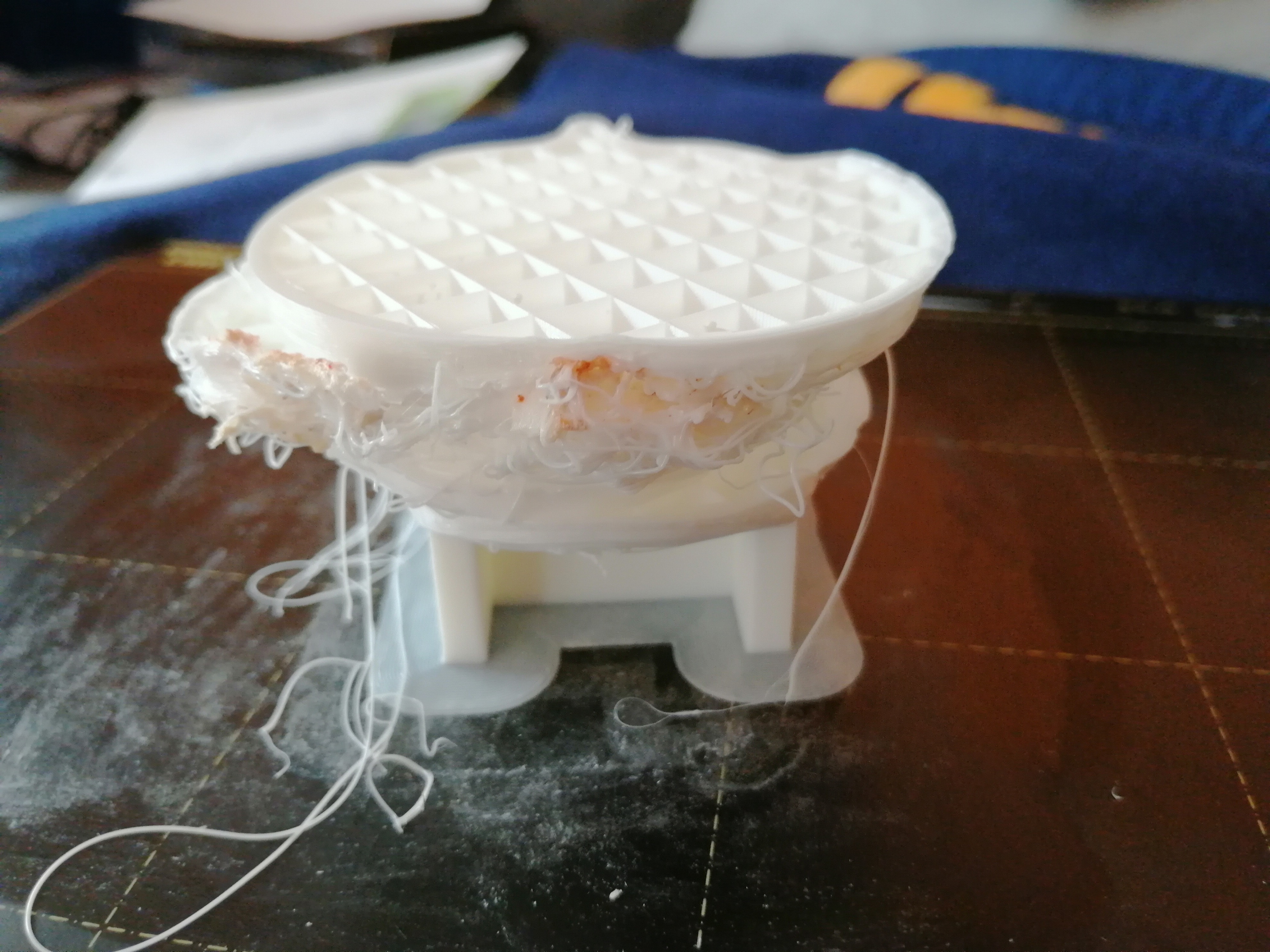
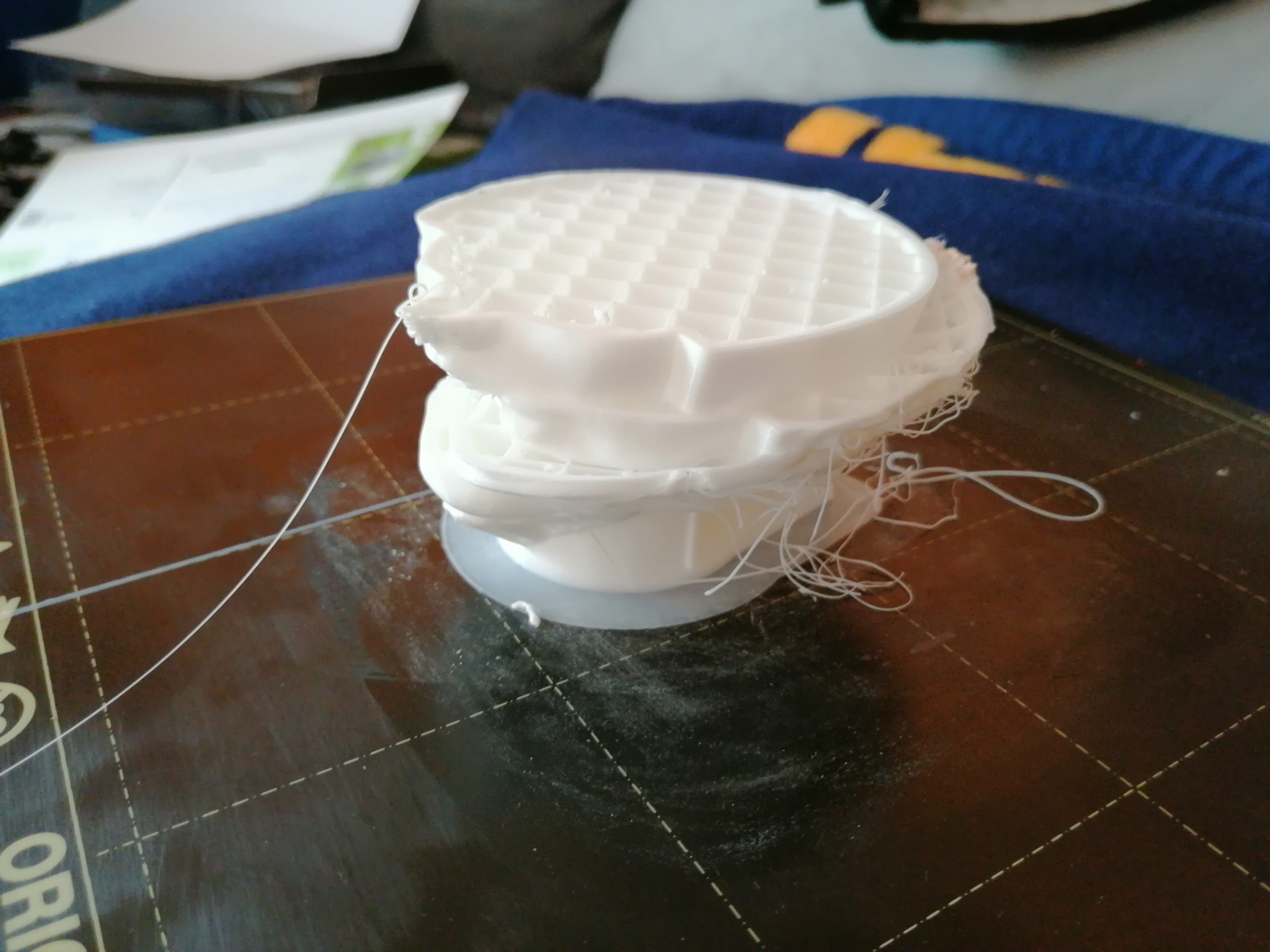
Nun die nächsten Versuche.
1. mit Stützstruktur und Slic3ePE, max. 10mm/s: die unteren Schichten sind gut aber wenn es schwieriger wird zieht er Fäden (siehe Foto 1-3).
2. Ohne Stützstruktur mit Cura, max. 15mm/s (diese EInstellungen hatte ich bei meinem alten Drucker): wieder Versatz (siehe Foto 4)
So sollte der Kopf aussehen (gedruckt mit einem EnderClone und Prusa) (siehe Foto 5

)
Was kann ic jetzt noch probieren?
Re: Prusa i3 MK3S und FilaFlex/PolyFlex



RE: Prusa i3 MK3S und FilaFlex/PolyFlex
Hallo allerseits,
ich habe in den letzten Tagen meine ersten Druckversuche mit Flex gemacht und muss diesen Thread wiederbeleben, weil ich trotz mehrfacher Versuche keinen erfolgreichen Print zusammengebracht habe.
Drucken möchte ich die Reifen für das Spring-Car aus den Prusa Weekly Prints #18
Filament benutze ich Filamentum FlexFill 98A.
Zuerst habe ich testweise im Prusa Slicer das fertige Profil SemiFlex or Flexfill 98A verwendet, weil ich mir gedacht habe, wenn es schon ein Profil für genau das Filament gibt, das ich habe, wird das schon passen.
Die ersten 2, 3 Schichten sind noch OK, doch dann kommt auf einmal kein Filament mehr aus der Düse heraus. Es scheint genau das schon oben beschriebene Problem zu sein, dass der Extruder-Motor immer brav Filament nachschiebt, vorne aber zu wenig raus kommt und das Filament daher Schleifen im Extruder bildet. Die Vermutung bestätigt sich auch, wenn man das Filament entlädt und wieder herauszieht, weil das im Extruder befindliche Filamentstück sehr lange ist und man auch Knickstellen sieht.
Habe dann verschiedene Sachen herumprobiert:
- Federspannung stark verringert
- Retraction (Einzug) in den Druckereinstellungen auf 0 gesetzt
- Alle Geschwindigkeiten in den Druckeinstellungen auf 15 mm/s gesetzt (außer Eilgang, den habe ich auf 180 mm/s gelassen)
- Verschiedene Drucktemperaturen zwischen 220° und 240°
Der Drucker druckt zwar jetzt langsamer und gleichmäßiger und man sieht auch, dass das Filament jetzt langsamer eingezogen wird, aber nach 3, 4 Schichten ist wieder Schluss, weil nichts mehr aus der Düse kommt, vermutlich weil das Filament Schleifen im Extruder macht.
Verstopft ist die Düse nicht, denn wenn ich das Flexfill entferne und wieder normales PLA lade, kommt das PLA ganz normal aus der Düse raus und ein Testdruck mit PLA sieht auch super aus.
Ich weiß jetzt echt nicht mehr, was ich noch ausprobieren soll.
Hättet ihr vielleicht noch weitere Profi-Tipps für mich?
Vielen Dank für eure Hilfe!
Lg, Markus
RE: Prusa i3 MK3S und FilaFlex/PolyFlex
Noch eine ergänzende Frage:
Könnte ich das Problem in den Griff bekommen, indem ich mir das MMU2S-Upgrade zulege? Da liest man ja in den Beschreibungen, dass man damit sogar problemlos Flex drucken kann, ohne großartig viele Einstellungen ändern zu müssen.
Sorry, falls das eine dämliche Frage sein sollte! 🙄
Aber ich überlege sowieso schon länger, mir das MMU2S-Upgrade zuzulegen und wenn dann das Flex-Drucken tatsächlich einfacher wird, wäre das ein Argument mehr für die Anschaffung! 😀
Lg, Markus
RE: Prusa i3 MK3S und FilaFlex/PolyFlex
Hallo Markus,
schau mal diesen engl. Beitrag:
Es ist eher ein Problem der individuellen Montage und den Slicer Einstellungen. Der Teufel liegt im Detail. Auch mit dem MK3-Extruder lässt sich Flex-Material drucken.
Ich bleibe jedenfalls beim MK3-Extruder und habe nur den IR-Sensor nachgerüstet und die Firmware wegen der unterschiedlichen Z-Abmessungen entsprechend angepasst. Also zu einem MK3IR mit MMU2S umgebaut. Ich habe damit bisher keine Probleme (Firmware 3.7.1 & 1.05).
Grüße, Holger
 PETG, MK3IR & MMU2S
PETG, MK3IR & MMU2S
 MK3-Extruder mit Chimney für den IR-Sensor und geänderter idler-door. (Muster)
MK3-Extruder mit Chimney für den IR-Sensor und geänderter idler-door. (Muster)
2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
RE: Prusa i3 MK3S und FilaFlex/PolyFlex
Frage an Stefan Holger -e3 zu dem Flexeinstellungen . Da das Flexfilament sehr gut Prusa Druckbett haftet soll man den Klebestift auftragen .Gilt das für alle Druckbett von Prusa auch die Rauhe ? Wenn der Klebestift verbraucht ist was für einen kannst du empfehlen als Ersatz ?
RE: Prusa i3 MK3S und FilaFlex/PolyFlex
Hallo, willkommen im Forum 🙂.
Ich benutze Magigoo, das lässt sich mit Wasser leicht wieder entfernen und das Flex-Filament klebt nicht so extrem, dass es die Platte beschädigt.
2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
RE: Prusa i3 MK3S und FilaFlex/PolyFlex
Hi Petmai,
ich habe auch für meinen "alten" Drucker lange nach einem Klebe-Stick der passt, gesucht.
Nach gefühlt endlosen Tests hat sich für mich der "kleine" Magic Stick von der Fa Stylex als sehr gut und auch noch preiswert herauskristalisiert.
Stylex ist in vielen Supermärkten vertreten. Die Magie, also das "Magic", rührt daher das der Stick beim Auftragen noch in einem Lila-Ton sichtbar ist, dieser dann kurz nach dem Auftragen verschwindet. Somit hat man Kontrolle wo schon Kleber aufgetragen ist. Ist ein nettes Gimick aber nicht wirklich entscheidend.
Viele der Klebestifte auf dem Markt, insbesondere der Originale Pritt-Stift, haben sich als nur mässig brauchbar erwiesen. Da scheint es doch gewaltige Unterschiede zu geben.
LG Thomas
(Wood) CTC i3-Clone, (Yellow) i3-Steel DIY, (Green) Original Prusa i3MK3(s)+MMU2.0, (Red)DICE, (Blue) Anycubic Chiron, (Grey) Qidi X-Max, (Orange) PrusaXL 5T