RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Anbei noch ein paar Links:
ASA
https://blog.prusaprinters.org/asa-prusament-is-here-learn-everything-about-the-successor-to-abs/
Und noch was zum Slicer
https://blog.prusaprinters.org/slic3r-prusa-edition-beginners-guide/
Wenn Du die englische Sprachvariante des Slicer benutzt schau mal nach Support Enforcer / Support Blocker bzw. schau mal nach "Custom Supports"
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Und natürlich noch die Slicer Seite.
https://www.prusa3d.com/prusaslicer/
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Und noch was zum Thema Perimeter.Ist zwar ein älterer Artikel, wie ich finde aber sehr informativ.
Falls Du die alle schon kennst, ignorier meine Beiträge. 😉
Bin aber gespannt auf Deine nächsten Ergebnisse.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Ich würde vor Allem mit der Lüfterdrehzahl experimentieren und, was ich beim Druck von TPU beobachtet habe, auf die Bauteilplatzierung achten, weil der Luft Hauptstrom kommt von der Lüfterseite. Hier kann ein geringfügiges Drehen des Bauteils in der Z-Achse schon einiges ändern. Beim Prusa Benchy kann man dieses Verhalten beim Druck von TPU beobachten. Ich habe aus diesem Grund auch meinen "fan shroud" modifizier, den Hauptstrom gedrosselt und die Luft vermehrt seitlich abgeleitet. Läuft noch in der Testphase, gerade auch mit ABS black.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
JA! habs noch mal gedruckt mit Lüfter auf 20% und jetzt wirds fast perfekt : )
Ich reiche gleich Fotos nach.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Glückwunsch!
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
So kann ich das stehen lassen. Lüfter auf 20% Dauerbetrieb ausgenommen der ersten 3 Layer. 0.15mm Schichthöhe und dynamische Schichtstärkenkurfe (das ist ein geiles Feature! Woow! )

Okey, das ist der 90°ige Überhang wo das Stützmaterial voll anliegt. Ist aber im verbauten Zustand nicht sichtbar.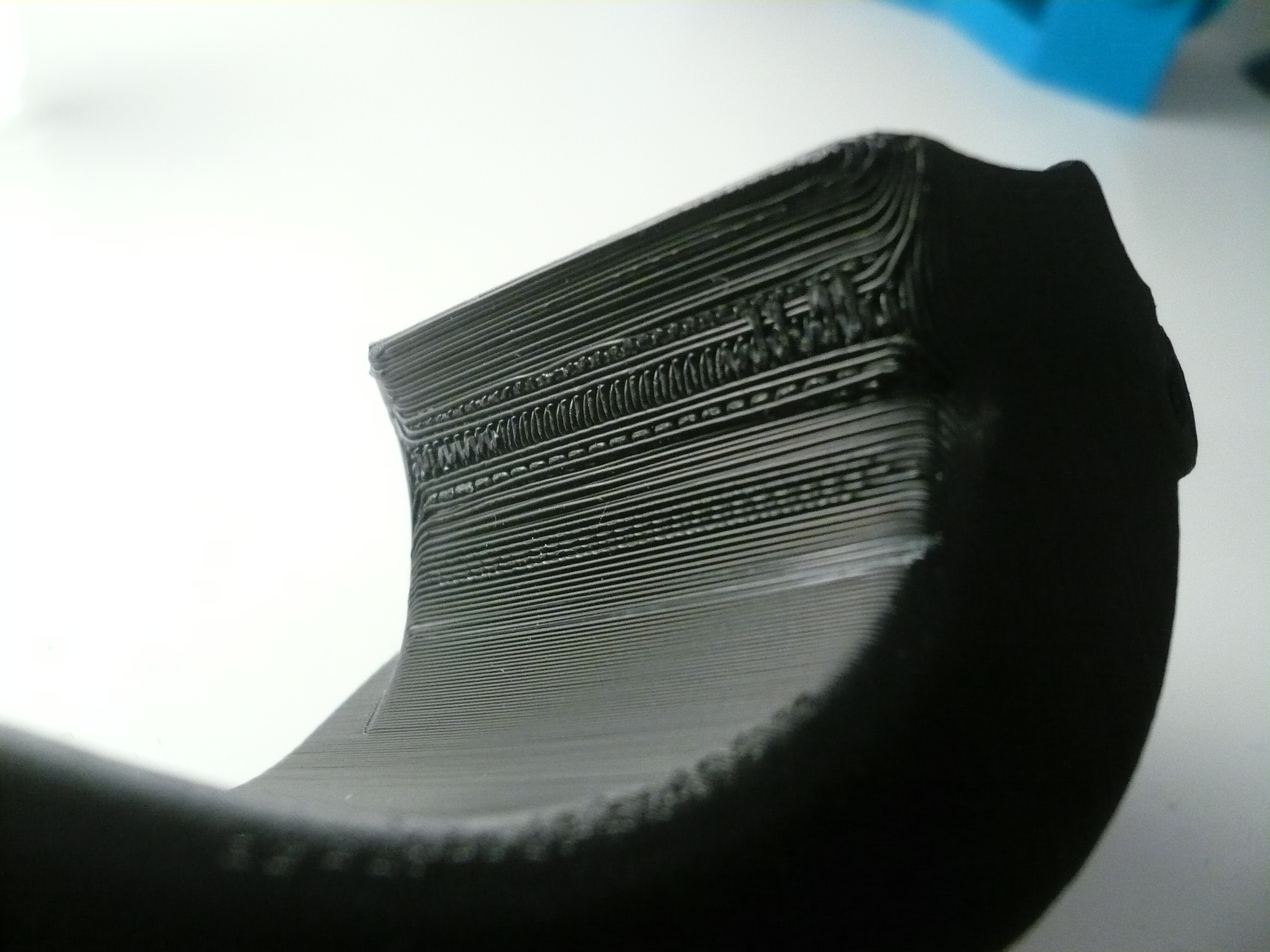


Da links hat sich das Teil ganz leicht gelöst und leicht verzogen. Ist bei diesem Teil gar kein Problem. Die nächsten Drucke bekommen einen ordentlichen Brim herum. Über Nacht drucke ich noch drei Stück für die Kollegen.
Aja, hier schlecht zu sehen, ist das "normal" dass das Stützmateial so reißt? Is nur bei der einfachen Wandstärke, im Modell sehe ich keine Fehler auf der Z-Höhe.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Insgesamt schaut das doch schon mal gut aus. Das Warping solltest Du in der Tat mit Brim in den Griff bekommen. Möglicherweise brauchst Du aber auch nur die Temperatur vom Heizbett hoch setzen. Ich hab gestern noch was aus ASA gedruckt. Ohne Brim etc, aber im Gehäuse. Mal schauen ob ich hier nebenbei Bilder hochgeladen bekomme.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Bilder
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
{kind=link}
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Vom Handyaus ist der Upload ist echt murks.
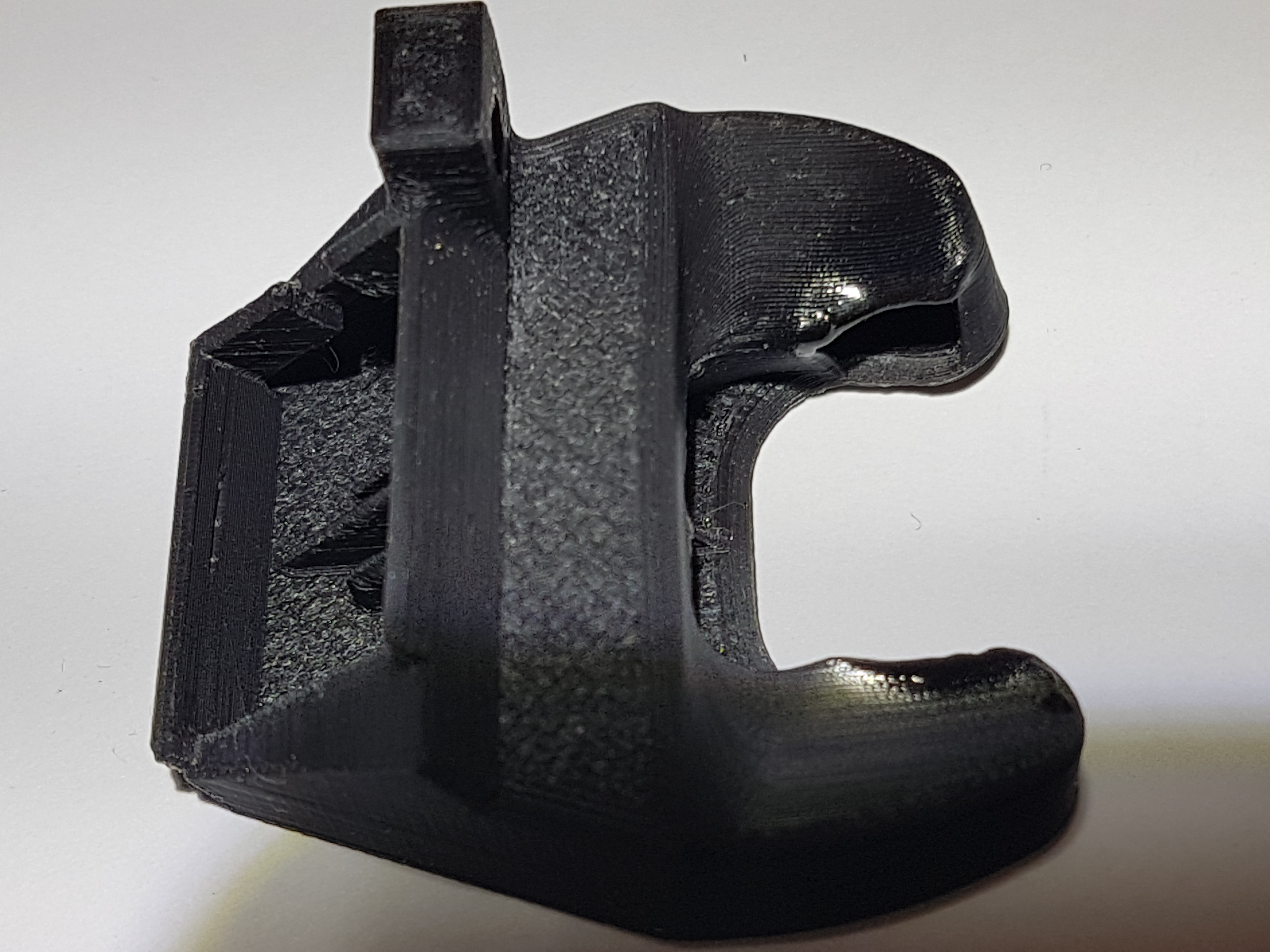
Die Bilder sind ohne Nacharbeiten direkt vom strukturierten Druckblech.
Wie man sie ist ein Hauch "Stringing" vorhanden, und einen ganz leichten "Elephant Foot".
Mindestens das liegt aber am First Layer. Da könnte ich nochmal ran.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@kai-r3
Fotos von dir gehen leider gar nicht.
Heute Morgen hat mich das hier angelacht. Ich finds super, wenn das Angewndte funktioniert. Brim dran und nix hat sich abgehoben : )


RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Das schaut doch gut aus. Glückwunsch!
Ich kann die Bilder übrigens im Browser öffnen. Dauert nur ein wenig da sie etwas groß sind.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
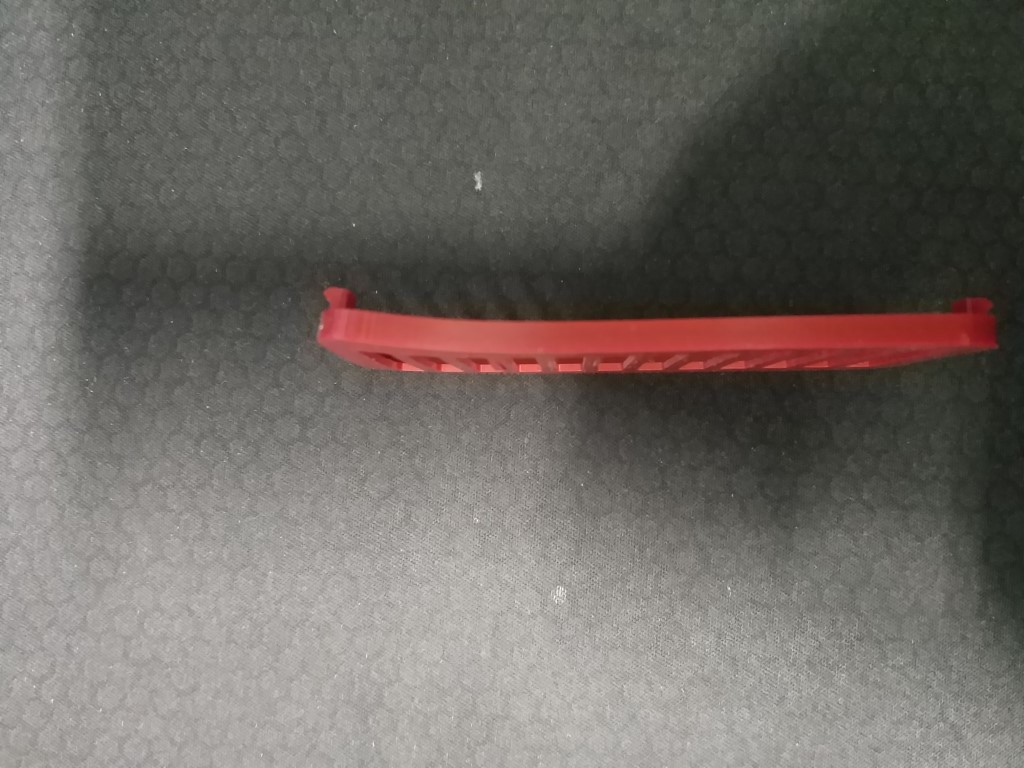
Jetzt gehn sie auch : )
Ah, die verbesserten Endstücke der X Achse. Kannst du mir mal abmessen, wie breit der Schlitz innen ist, auf der Höhe wo die Zahnriemen laufen? Bei mir läuft der Riemen unten rum schon sehr knapp der Wand entlang. Also auf der Seite wo der Stepper montiert ist. Das Ritzel hab ich so ausgerichtet, dass der Riemen geradeaus läuft und eben auch nicht an den seitlichen Stegen der Zahnrolle "schleift".
Hab mir auch kurz überlegt die zu drucken aber da alles super läuft und die Riemen schön gespannt sind, lass ich das mal. Ich glaube die Menschen die sich den Drucker selber zusammen bauen, achten zu wenig, dass die Vorspannung des Riemens passt, bevor der eigentliche Spanner in "Kraft" tritt. Ich hatte jetzt nicht das Gefühl, dass da irgend was überbelastet wird.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Da bin ich bei Dir, das werden viele beim Bau nicht unbedingt berücksichtigen. Aber grad bei sowas hilft ein technischer Background. 😀
Messen kann ich Dir das wahrscheinlich erst Morgen. aktuell habe ich nur den Spanner und das Endstück auf der Seite gedruckt. Die Stepperseite wird heute Abend so ca. 4,5 Stunden brauchen. Das wird also vor dem Schlafen nicht mehr ganz fertig.
Beim Riemen hab ich allerdings auch das Luxusproblem das meine Riemenspannung bei 280 und 281 liegt. Also nicht nur extrem nah beieinander, sondern auch verdammt nah an der Perfektion. (Hüstel, ich glaub es staubt hier grad sehr....) Ich mache das ganze auch nur weil ich eine vollständige Revision des Druckers durchführen werde. Dabei werde ich auch alle Lager ausbauen, und nach Sichtprüfung wahrscheinlich auch die Riemen tauschen. Mindestens der auf der X-Achse hat anfangs ein wenig gelitten an den Flanken. Aber naja, dafür hält er schon seit über zwei Jahren durch. Kann also nicht so schlimm sein. 🤣
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
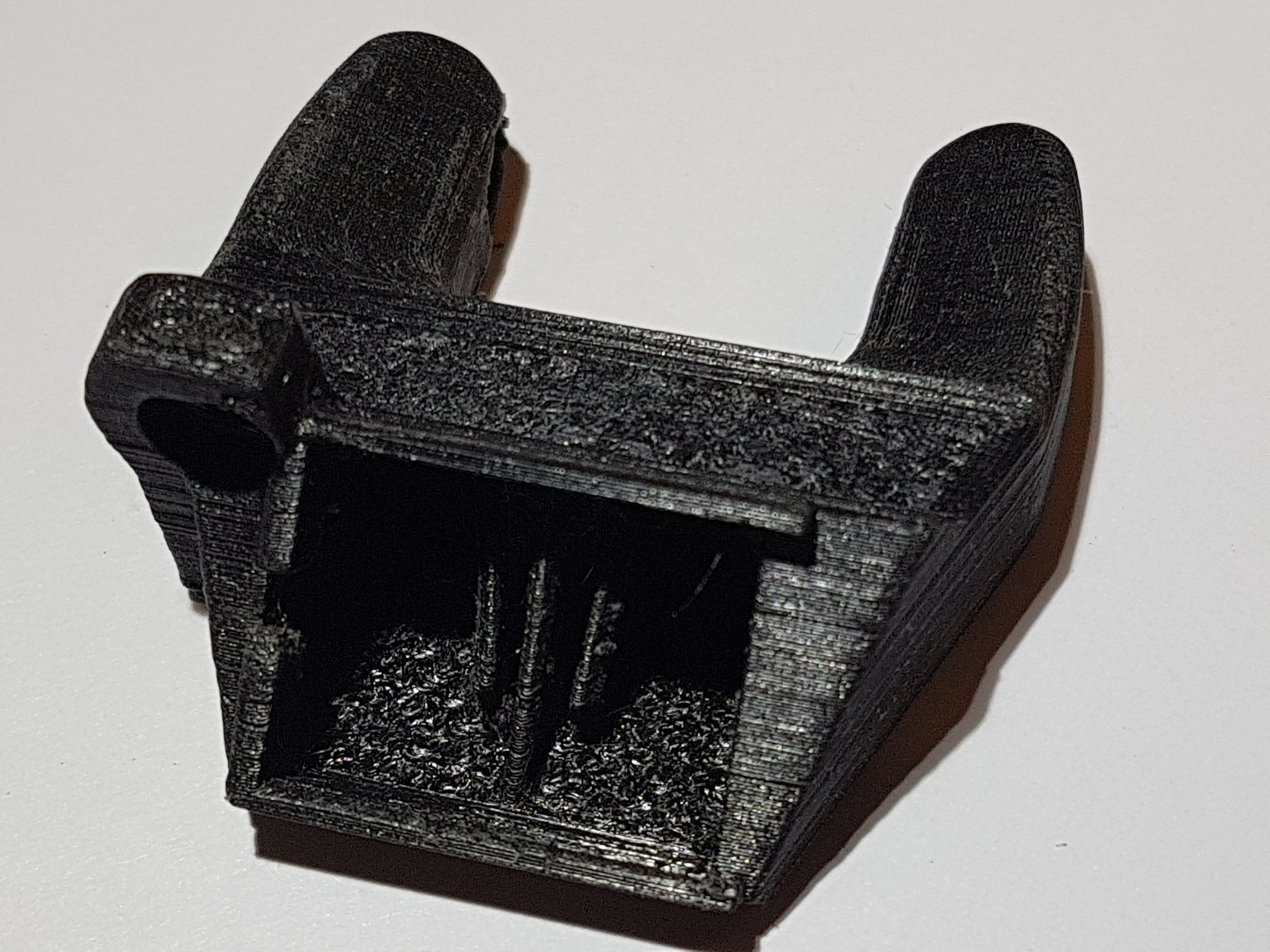
Ich hab aber noch ein kleines Bonbon.
Das auf dem Bild passiert mit PLA wenn ASA in einem geschlossenen Gehäuse ohne Lüftung gedruckt wird.
Das ist das Gitter vom Einsy Gehäuse. Also die Abdeckung über dem Slot für den Raspi Zero.
Ist eben einfach rausgefallen, Da hab ich damals wohl gemeint das PLA reicht, tut es aber nicht.
Die Motoren haben zu dem Zeitpunkt übrigens 52° - 58°.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@kai-r3
Kenn ich nur allzu gut. Allerdings nicht mit PLA sonder mit PET. Da hat sich der "Nozzle-Luftmassenverteiler" (fan shroud) in Tropfenformartiger Manier aufgelöst (jetzt leicht übertrieben). Der war dann so nicht mehr zu gebrauchen. Am Bondtechextruder habe ich im Getriebebereich bis zu 65Grad Celsius gemessen. Dies allerdings beim Druck von Nylon in geschlossenem Gehäuse (ca. 40Grad Celsius, Gehäuse lüftergeregelt, Extruder ohne Lüfter). Aus diesem Grund habe ich viele Teile aus PC und Nylon gefertigt und dem Extrudermotor eine gute Aktivlüftung gespendet, welche nun die Extruder Getriebe Temperaturen auf 35Grad Celsius stabil hält, was natürlich auch den Filamenttransport zugute kommt.
Seitdem hab ich Ruhe vor tropfenden oder fliegenden Komponenten.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@karl-herbert
Ja, das mit dem fan shroud hatte ich auch schon. Der ist bei mir aktuell aus ASA und ein Ersatz liegt immer in der Kiste bereit.
Im geschlossenen Gehäuse pegelt sich beim ASA Druck die Umgebungstemperatur so nach ca. 3 Stunden bei 42° ein. Nicht so schön. Dem entsprechend muß ich so langsam auch über aktive Kühlung nachdenken. Ich sehe mich allerdings auch schon komplett umbauen......
Da wären wir dann wieder beim "übers Ziel hinausschießen"..... 🤣
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@kai-r3
Das meinte ich:
Hier die Nylon Variante, gedruckt auf einer Chinadruckplatte (vom Originalhersteller ?) mit einem Stück Kapton:
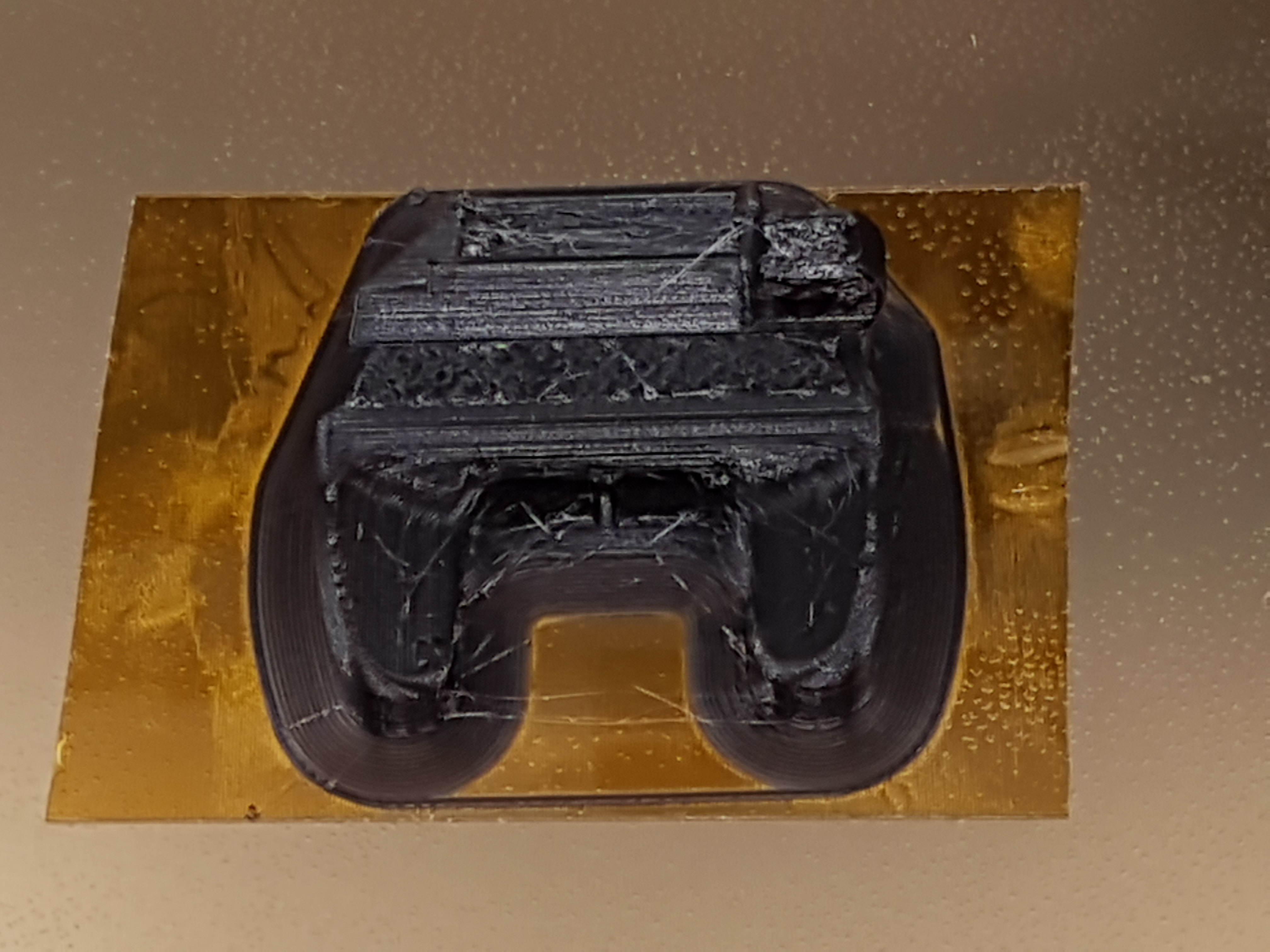
Ohne Lüftung lässt sich Stringing nicht vermeiden, kann jedoch mit einer feinen Feile und Heißlüft gut eliminiert werden:

Der fanshroud ist eine entschärfte Prusa Variante um den Luftfluss gleichmäßiger zu verteilen. Das werde ich im nächsten Versuch am TPU benchy testen.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Die fanshroud ist immer noch am besten mit ABS zu drucken. Alternativ geht auch PC.
Often linked posts:
Going small with MMU2
Real Multi Material
My prints on Instagram
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@nikolai-r
PC geht auch gut, ABS habe ich noch nicht getestet. Ich habe den Bondtech Extruder auch mit PC gedruckt, leider hat sich erwiesen, dass das Material dynamischen Wechselbelastungen nicht längerfristig standhält und mir deshalb der hintere Bereich der Extruder Befestigung förmlich zerbröselt ist. Deshalb habe ich alles komplett mit Nylon gedruckt, sowie es beim Original auch verwendet wird.

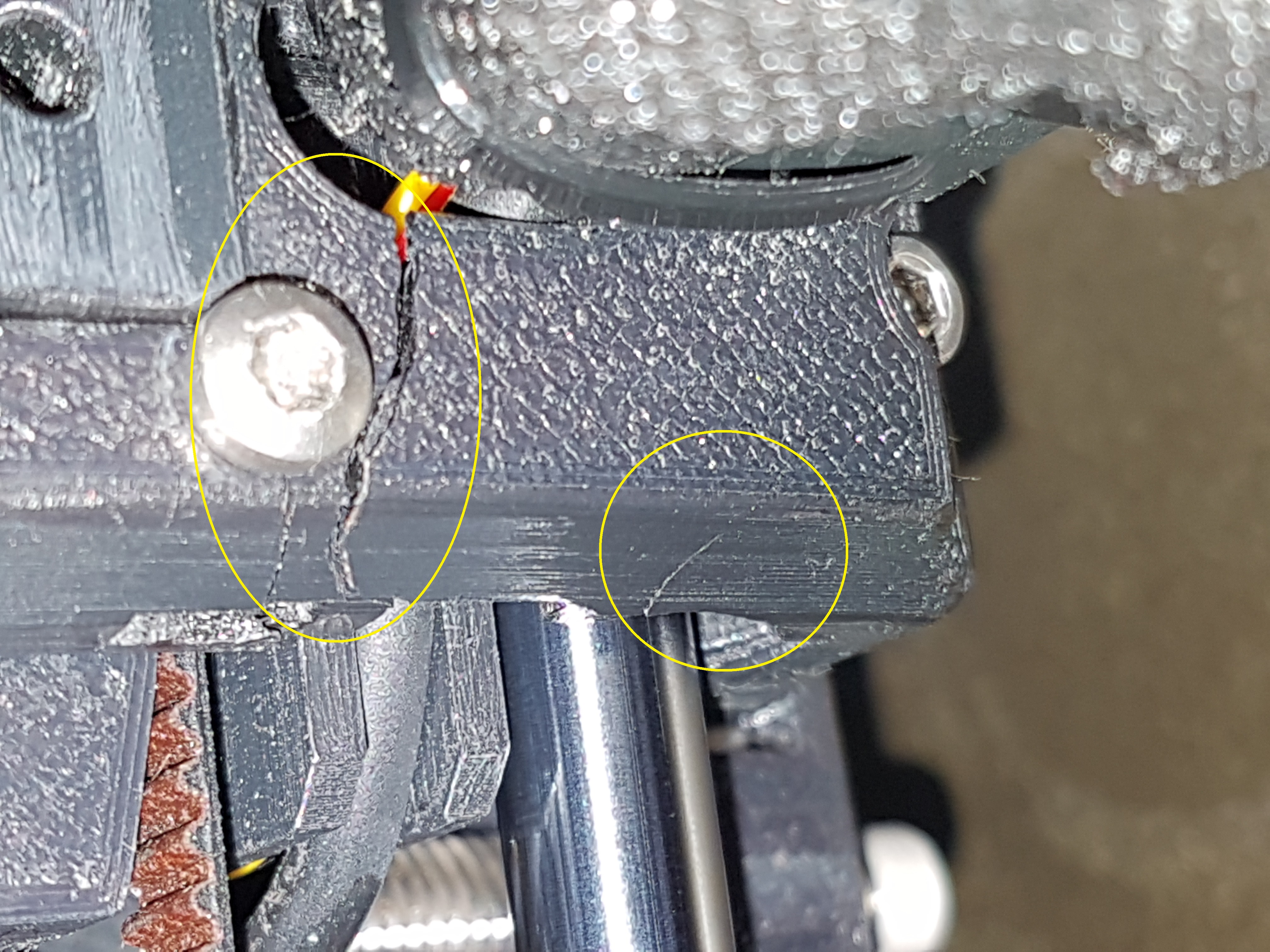

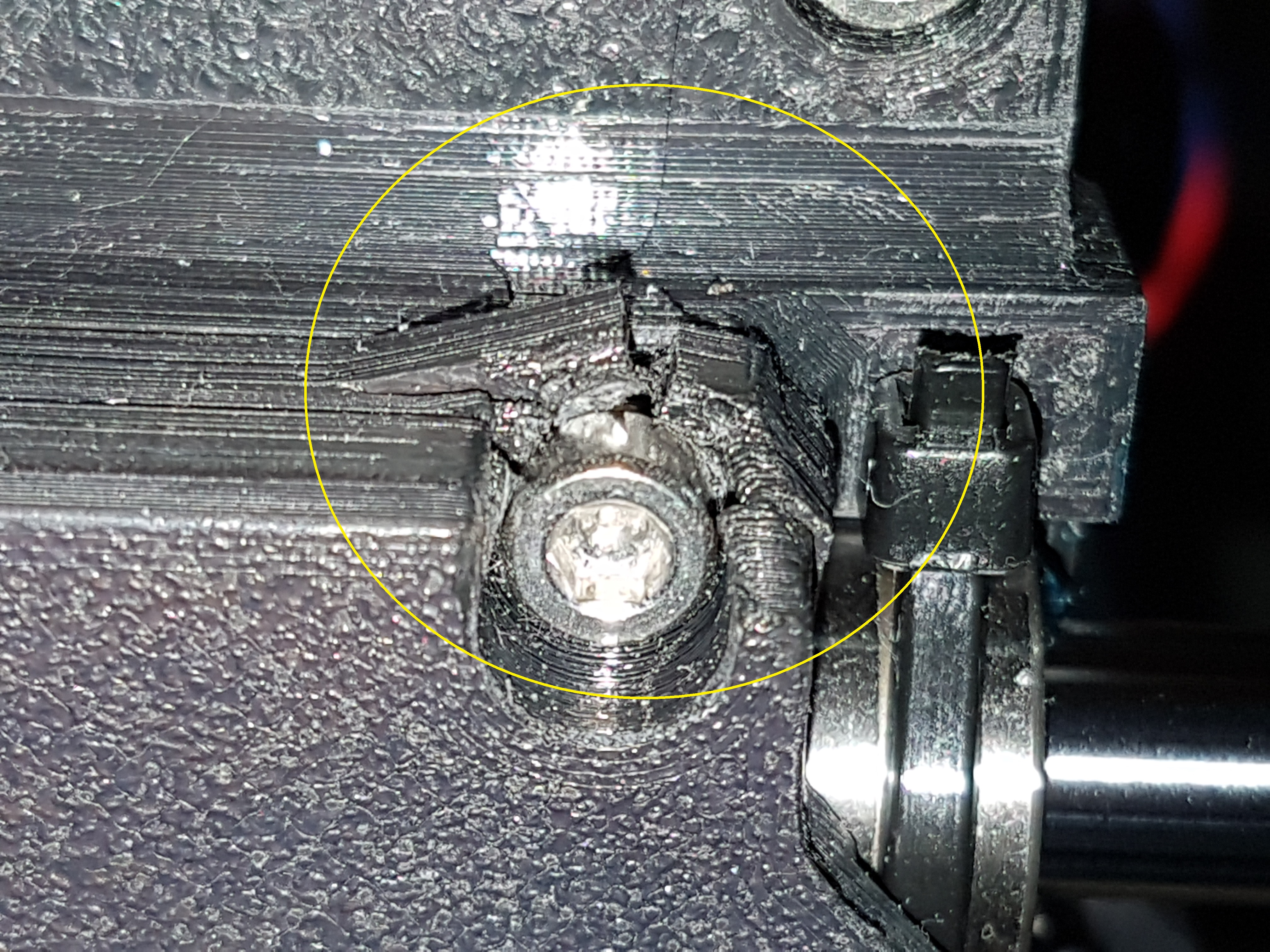
Verwendet habe ich dazumal Polymax PC von Polymaker.
@Kai
mich würde interessieren wie sich PC im Einsatz Deiner Racingcars bewährt. Da steckt auch jede Menge Dynamik dahinter. Ansonsten ist es einer der zähesten Materialien die ich je gedruckt habe und verwende es recht oft für allerlei kleinere Bauteile im Anlagenbau und auch Zuhause.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.