RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
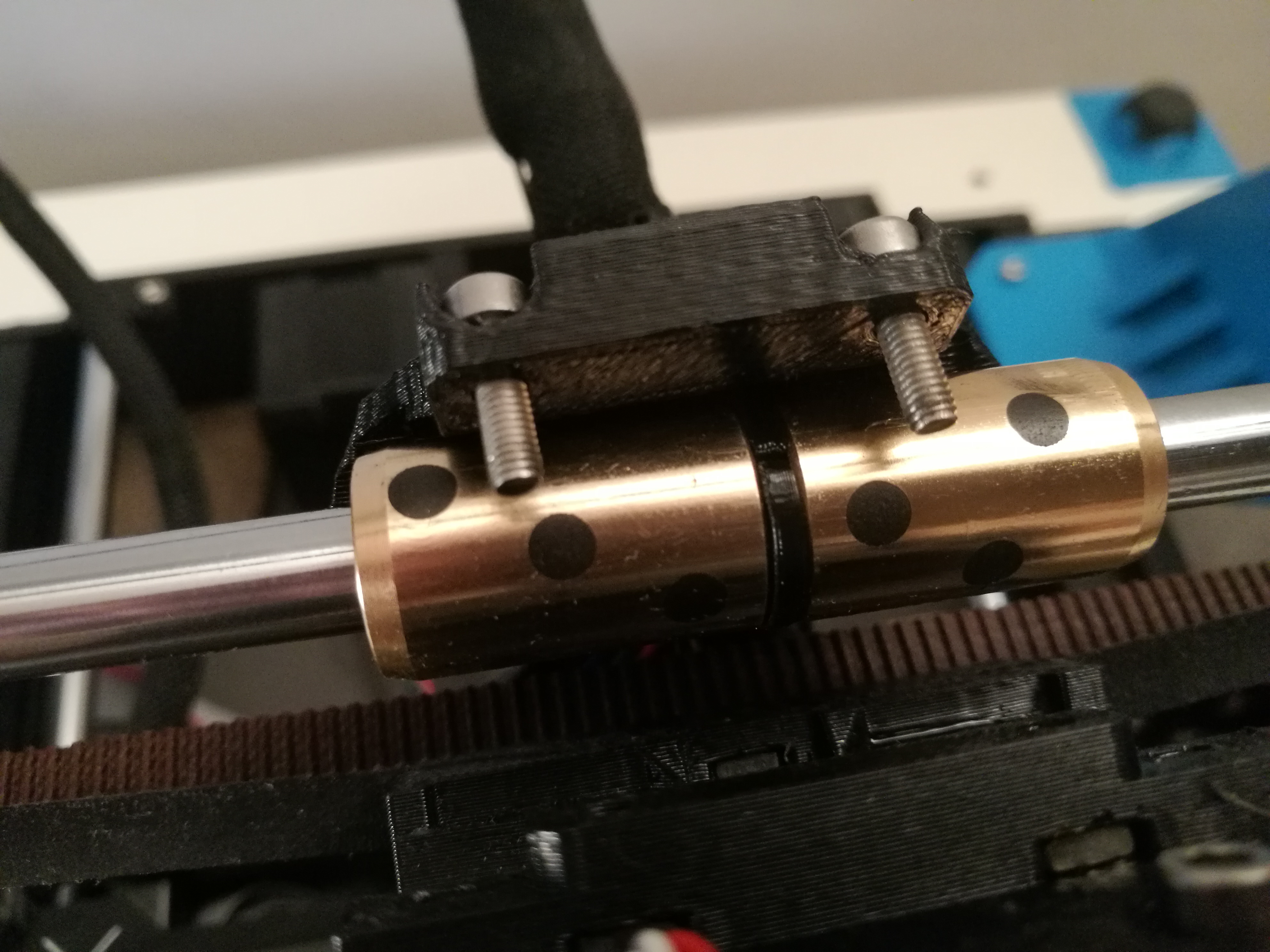
Noch was zum herum getrickse... Die Kabelbinder bei den beiden oberen Lager mochte ich noch nie recht. Ich hab mir zweiteilige Scheiben gedruckt, die können um die Stange herum eingelegt werden. Die Lager können so auch nicht mehr zueinander wandern, was schon der Fall sein kann. Denn schraube ich den Deckel hinten am Extruder zu fest, hatte ich diesen X Axis Fehler. Mit meinen Kunststoffstreifen von den Testdruck Quadraten für den 1st Layer hab ich den Deckel so weit distanziert (4/10mm oben zwischen den beiden Schrauben), dass nun die Lager nicht mehr zueinander verkanten. Den ganzen Extruder neu drucken wollte ich jetzt auch nicht wirklich, so lange der hier nicht defekt ist passt das schon. Die Kugellager hatten das alles mitgemacht, da konnte ich den Deckel anknallen und die liefen halt super.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Also mit den Felgen bin ich jetzt fertig. Ich frag mich immer noch wo diese eine Schicht bei den Drucken hin verschwunden ist. Ich glaube immer noch, dass das abrollende Filament geklemmt hat.
Dieses Posting ist ja schon recht alt (Seite 24 in diesem Thread) - aber ich bin ja auch gerade dran mit dem XT-CF20 umgehen zu lernen und was diesen oben genannten Fehler betrifft habe ich eine Vermutung. Das XT-CF20 ist ja vom Grundmaterial tatsächlich ähnlich wie ein PETG - und das macht dann auch Probleme, wenn man im geschlossenen Gehäuse druckt - mir jedenfalls ist es passiert, dass es so warm wird, dass das Filament schon zu früh irgendwo im Extruder "picken" bleibt und dann der Extruder rattert. Und so schnell wie es kommt verschwindet es auch wieder - aber wenn man Pech hat, dann fehlt mal ganz schnell auch eine komplette Lage - und dann sind es halt 2 Felgenteile und nicht eine Felge.
Mir ist das jetzt vorhin jedenfalls passiert (nur sehr lokal aber doch).
Das wäre jedenfalls mein Erklärungsversuch.
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@clemens-m
Das klingt sehr plausibel. Ich hatte das Gehäuse auch teils geschlossen, so weit ich mich zurück erinnere. Da ich mit diesem Filament nur mehr Spacer und kleinere Abdeckungen drucke, die nur hübsch und einseitig belastbar sein müssen, werde ich das so schnell nicht verifizieren können.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomtom-2
Muss noch kurz fragen - hast Du ausgehend vom im Prusa Slicer hinterlegten Profil für das Colorfab XT-CF20 die Geschwindigkeit zurück genommen? Das könnte aus meiner Sicht auch noch ein Grund für das plötzliche Aussetzen des Extrudierens von Kunststoffmasse führen (wenn Faserpartikel mit an Bord sind).
Nachdem ich heute in der Nacht wieder gescheitert bin, werde ich noch folgendes probieren:
0) ColdPull - möglich das die Düse jetzt verpickt ist
1) Druckgeschwindigkeit reduzieren
2) Druckgeschwindigkeit reduzieren und gleichzeitig Drucktemperatur auf 265°C erhöhen.
Wenn das nicht fruchtet, bin ich mit meinem Latein am Ende.
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Moin Clemens,
anbei ein paar Eckdaten wie es bei mir extrem gut klappt.
- X nozzle / minimale Anhaftungen
- 255/78
- Raum normal 18-20°C
- Ex-Faktor 0,93
- Max. Volumen 1.3
Das Einzige was ist im Gegensatz zu Greentec Pro Carbon auffällt, das XT bröselt etwas an dünnen Stützen.
Viel Erfolg
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
ich hatte vor gut einen 3/4 Jahr mal Kontakt mit einem Hersteller von Carbon haltigen Material, weil mir dieses wir bei vielen Leuten auch die Düse teilweise verstopfte bzw. der Extruder immer wieder ins rattern begann. Der Hersteller (schlag mich tot) kam mir mit einigen logischen Erklärungen, woran es liegen könnte...
... auch wenn nicht jeder Hersteller dies angibt, ist es besser eine Düse mit Durchmesser von mind. 0,5 - 0,6 zu verwenden. Bei 0,4er Düsen sollte die innere Reibung sehr gering sein, dann klappt es auch. Weiters schrieb mir der nette Herr, das auch eine zu hohe Drucktemperatur der Grund sein könnte, was ich zuerst überhaupt nicht verstanden habe. Sein Argument war... "wenn die Drucktemperatur zu hoch ist, trennt sich das Grundmaterial vom Carbon und gleitet durch die höhere Temperatur leichter durch die Düse und die Carbonanteile häufen sich zuerst an den Düsenwänden und verstopfen im schlimmsten Fall nach einiger Zeit die Düse. Bei glatten 0,4er Düsen reißt es die Carbonfasern dann meistens ruckartig durch, vor es zu einer Verstopfung kommt. Problem ist natürlich die ungleiche Verteilung es Carbons am Druckmodel.
Nach dieser Aussage wurde mir einiges klar. Das waren nie normale Verstopfungen mit dem Carbonzeugs, weil die Düse in den meisten Fällen nach 2 ColdPulls wieder "völlig" sauber waren und es mit dem Drucken wieder einige Stunden/Minuten ging. seit dem drucke ich die meisten Carbonfilamente nur noch mit einer 0,6er Düse und hatte noch nie eine Verstopfung.
Langsames Drucken mit Carbon ist natürlich kein Nachteil, das wichtigste ist lt. Aussage des Herrn allerdings ein gutes Heatbreak und eine Düse mit geringer inneren Reibung. Die gilt übrigens bei allen Materialien, welche Faseranteile haben (Carbon, Holz, etc.). Ach ja, auch zu häufige oder zu lange Rückzüge können zu solchen Problemen führen.
Dies ist wie gesagt nicht auf meinem Mist gewachsen, habe es nur wiedergegeben, wie der Hersteller es mir damals zu erklären versuchte.
Man kann Dir den Weg weisen, aber gehen musst du ihn selbst - happy Printing 🙂
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Das was Manfred schreibt klingt auch alles sehr plausibel.
Am meisten hat bei mir die Nozzle X gebracht, die Beschichtung ist toll. Temperaturtechnisch habe ich mich auch langsam an den Sweet Spot heran getastet. Zu kalt und die Schichten haften nicht, etwas zu war um die Nozzle sammelt auf an der Aussenseite Material auf, welches später blopt.
Parameter die ich im Slicer angepasst habe waren:
Retraction
Extrusion Multiplier
Max. Volumetric Speed
Temp 245/70 °C
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
...und da habe ich die besten Erfahrungen mit der Hartmetalldüse gemacht. Ich kann jedoch bestätigen, dass eine 0.4er Düse absolut grenzwertig beim Drucken von Carbonhaltigen (20%) ist. Ich habe Tests mit einer 0.25er durchgeführt (Carbonnylon) -> keine Chance. Der Druck ist zu hoch für das Transportsystem. 3DXTECH empfiehlt ebenfalls die Verwendung einer 0.5er Düse oder größer.
Die Olsson Ruby hätte ich auch noch herumliegen, habe sie aber nie mit Carbonmaterial getestet. Hat die vielleicht schon jemand diesbzgl. getestet?.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Die Olsson Ruby hätte ich auch noch herumliegen, habe sie aber nie mit Carbonmaterial getestet. Hat die vielleicht schon jemand diesbzgl. getestet?.
ich habe es damals mit einer Brozzl Ruby getestet. Nach ca. 24 Std. Druckzeit war der Rubinstein zersprungen. k.A. warum, eventuell nur ein Produktionsfehler. Habe mir seit dem keine Rubi-Düse mehr gekauft und drucke seit dem wie gesagt abrasive Materialien nur noch mit 0,5 und 0,6mm Düsen.
Bei einem meiner beiden MK3/S ist seit über einem Jahr eine 0,5mm Micro-Swiss (Messing mit TwinClad XT beschichtet) eingebaut. Geringe Reibung und gut für abrasive Filamente und hat nebenbei noch eine sehr gute Wärmeleitung. Solange hatte ich ehrlich gesagt noch keine Düse und druckt immer noch wie am 1 Tag.
Man kann Dir den Weg weisen, aber gehen musst du ihn selbst - happy Printing 🙂
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Basierend auf Euren Rückmeldungen - und die klingen für mich durchaus plausibel -möchte ich folgendes anmerken:
1) Ich Widerrufe, dass XT-CF20 sich wie PETG von Grundwerkstoff her verhält - ich glaube vielmehr, dass wie von Manfred beschrieben das Problem an der Thematik je höher die Temperatur desto mehr wird der Werkstoff wie 2 unterschiedliche Phasen: Phase 1 - dünnflüssiger Grundwerkstoff der leicht durch die Düse durch geht und Phase 2 Filamentfasern, die sich leicht in der Düse "verhedern" und die Düse dann ganz schnell einmal zum Verstopfen bringen. Ich kenne diesen Effekt - und die Idee von mir die Temperatur weiter zu steigern ist da ausschließlich KONTRAPRODUKTIV !!! (so ein Forum macht schon Sinn!)
2) Habe ich quasi die schlechtest mögliche Kombination geschaffen die für dieses Material geht:
0,4er Düse in gehärtetem Stahl unbeschichtet - von der Reibung her schlechter geht nur noch eine Düse aus Schleifkorund. Für mich gäbe es jetzt zwei Möglichkeiten: 1) Aufspannen einer alten 0,4er Düse in Messing - sicher deutlich besser als die harte 04er (vielleicht ist die auch schon eine Spur größer im Durchmesser) oder 2) gleich auf eine neue 05er in Messing (dass sind +56% Fläche gegenüber der 0,4er) - ja die wird verschleißen, aber das wird auch ein bisschen dauern.
Ich werde dass mal etwas sickern lassen - heute lasse ich einfach den Drucker abgedreht - dann wird auch nichts schief gehen!
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@clemens-m
Hallo Clemens,
vielleicht kann ich Dich etwas aufheitern. Ich drucke das XT-CF20 mit beiden Düsen ohne Probleme.
Sowohl mit Messing wenn es nicht so viel ist, also auch mit der gehärteten wenn es mal etwas mehr sein darf.
Ich hatte in über drei Jahren bislang das Glück nicht auch nur eine Verstopfung zu haben mit dem Mk3 (seit der MMU2s auch mit s). Das hat bei allen Düsen funktioniert.
Auch völlig unabhängig vom Filament. Und da ist von PLA über Flex, Nylon, XT-CF20 bis hin zu den Metallgefüllten von Colorfabb (Messing, Kupfer, Bronze) alles dabei. Und da ich ausschließlich 0.4er Düsen besitze kann ich also auch bestätigen das es damit wunderbar funktioniert. Zusätzlich betreibe ich den Drucker in einem Schrank. Bis ca. 33° Umgebungstemperatur im Schrank habe ich auch null Probleme mit PETg. Zugegebenermaßen bin ich aber auch noch nicht darüber gegangen und habe dann durch öffnen der Schranktür die Temperatur etwas verringert. Bei PLA sieht das ganz anders aus. Da würde ich im Traum nicht dran denken das in einem geschlossenen, nicht belüfteten Schrank zu drucken. Da verstopft zwar nicht die Düse, aber die Gertriebe (egal ob MMU oder Extruder) schaffen es nicht mehr das Filament zu transportieren weil sie Ihrerseits selbiges so extrem aufheizen das es weich wird.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@clemens-m
Hallo Clemens,
vielleicht kann ich Dich etwas aufheitern. Ich drucke das XT-CF20 mit beiden Düsen ohne Probleme.
Sowohl mit Messing wenn es nicht so viel ist, also auch mit der gehärteten wenn es mal etwas mehr sein darf.
Ich hatte in über drei Jahren bislang das Glück nicht auch nur eine Verstopfung zu haben mit dem Mk3 (seit der MMU2s auch mit s). Das hat bei allen Düsen funktioniert.
Auch völlig unabhängig vom Filament. Und da ist von PLA über Flex, Nylon, XT-CF20 bis hin zu den Metallgefüllten von Colorfabb (Messing, Kupfer, Bronze) alles dabei. Und da ich ausschließlich 0.4er Düsen besitze kann ich also auch bestätigen das es damit wunderbar funktioniert. Zusätzlich betreibe ich den Drucker in einem Schrank. Bis ca. 33° Umgebungstemperatur im Schrank habe ich auch null Probleme mit PETg. Zugegebenermaßen bin ich aber auch noch nicht darüber gegangen und habe dann durch öffnen der Schranktür die Temperatur etwas verringert. Bei PLA sieht das ganz anders aus. Da würde ich im Traum nicht dran denken das in einem geschlossenen, nicht belüfteten Schrank zu drucken. Da verstopft zwar nicht die Düse, aber die Gertriebe (egal ob MMU oder Extruder) schaffen es nicht mehr das Filament zu transportieren weil sie Ihrerseits selbiges so extrem aufheizen das es weich wird.
Servus Kai,
hast Du ein paar Hinweise, was Du am Profil gedreht hast, damit es druckbar wurde?
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@clemens-m
Ich hatte mal ein angepasstes PET Profil. Das ist aber bei irgend einem Update verloren gegangen.
Mittlerweile drucke ich sogar mit dem Standardprofil von Colorfabb im Prusa Slicer.
Das ist für Dich wahrscheinlich wenig hilfreich jetzt, oder?
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@clemens-m
Ich hatte mal ein angepasstes PET Profil. Das ist aber bei irgend einem Update verloren gegangen.
Mittlerweile drucke ich sogar mit dem Standardprofil von Colorfabb im Prusa Slicer.
Das ist für Dich wahrscheinlich wenig hilfreich jetzt, oder?
Hilft mir jetzt zwar nicht mein Problem zu lösen - interessant finde ich aber, dass es beim einen gelingt damit brauchbare Ergebnisse zu erzielen und bei anderen kommt nur Sch... mit diesen Settings aus dem Drucker raus.
Heute Abend habe ich wieder Motivation mich mit dem Material zu spielen. Ich werde mich mal versuchen in Druckgeschwindigkeitsreduktion zu fllüchten. Mit den 260 °C möchte ich nicht runter, weil das Thema Schichthaftung eine echte Herausforderung bei diesem Material ist.
Danke und lg,
Clemens
Dennoch danke und lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
das ist mir auch schon aufgefallen. Ich schließe mich teilweise mit 2 Bekannte kurz, wenn es um Einstellungen diverser "neuen" Materialien geht. Die Ergebnisse sind bis auf Kleinigkeiten jedoch relativ identisch. Lese ich etwas im Netz oder auch hier im Forum kommt dabei zu 90% Käse raus. Klar optimiert jeder seinen Drucker bzw. die Einstellungen etwas anders aber so markante Unterschiede im Ergebnis wundern mich auch immer wieder.
Man kann Dir den Weg weisen, aber gehen musst du ihn selbst - happy Printing 🙂
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Am XT-CF20 habe ich auch eine Weile Versuche durchgeführt und konnte bis auf die leichte Patzerei an der Düse bei größeren Drucken soweit gute Ergebnisse erzielen. Das Mat. dürfte derart klebrig sein, dass dies kaum zu vermeiden ist und die eingestellten Parameter schon sehr exakt passen müssen. Düse verwende ich eine hochwertige geschliffene Hartmetallvariante.
Wird dem Clemens auch nicht weiterhelfen, aber diese Carbonhaltigen habe ich aufgrund Layerhaftungsproblemen inzwischen (ausgenommen Nylon und PEEK) auch schon zu den Akten gelegt. Vielleicht habe ich zu wenig lang getestet und hätte noch da und dort etwas drehen müssen, aber irgendwann habe ich es dann sein lassen. Umso mehr finde ich natürlich Toms Manfreds und Clemens Beiträge interessant.
Hoch zufrieden bin ich jedenfalls mit dem ASA Jet Black von Prusa, was inzwischen das Standard Druckmat. für den Mini geworden ist. Nach wiederholter Feinjustage und Korrektur der Achsgeometrie konnte ich da sehr gut maßhaltige Ergebnisse erzeilen und drucke derzeit einige Teile (x-carriage) für den MK3 (wegen der Sinterlager) neu.
Hat aber auch eine Weile gedauert bis ich die korrekten Einstellungen gefunden habe und weichen in einigen Punkten von den Prusa Voreinstellungen ab. Eine halbe Rolle ASA ist dabei im Recyclingeimer gelandet. Ich bin aber auch überzeugt davon, dass ein anderer Drucker mit denselben Einstellungen andere Ergebnisse abliefern wird.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Schon leicht in die Knie gehend werde ich mir jetzt einmal ein E3D Nozzle-X holen 0.4er, 0.5er, 0.6er (schau ma mal wie lang das das Budget aushält).
Aber nachdem ich ja 2,2 kg vom XT-CF20 und 2,5 kg vom GreenTec Pro Carbon hab zahlt sich das schon aus.
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Aber nachdem ich ja 2,2 kg vom XT-CF20 und 2,5 kg vom GreenTec Pro Carbon hab zahlt sich das schon aus.
lg, Clemens
Sehr ambitioniert : )
Die Nozzle X willst du nicht mehr missen. Da klebt nichts mehr an, einmal mit dem Tuch drüber und die is sauber.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Druckst Du jetzt alles mit dem? Oder nur so böses Zeuchs?
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Alles. Ich ändere nicht mal die Temperatur.