RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Schau mal in den Prusa Blog. In den älteren Einträgen habe sie genau das mal getestet. Das liest sich auch super. Und interessant ist es allemal.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@kai-r3
Ja, nur haben die meines wissens volle Objekte gedruckt und das machst sicher einen großen Unterschied.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Nuja 70 - 80°C für 30 Minuten sollten erst mal reichen. Gibt dann morgen einen Versuch ; )
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Viel Erfolg, ich bin gespannt.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Ich habe hier eine kleine Tabelle mit Richtlinien (ohne Gewähr):

Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Hier etwas ausführlicher:
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Ich vergass noch zu erwähnen dass ich Temperteile immer mit 100% Infill gedruckt habe, egal ob dick- oder dünnwandig. Je dickwandiger das Werkstück umso länger dauert der Temperprozess. Bei z.B. 1mm Wandstärke reichen ca. 10 Minuten Haltetemperatur. Verzug und Schrumpfung von ca. 3% musst Du auch beachten, dürfte aber bei einem Schwimmer kein Problem sein.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Beispiel (nozzleholder Einsatz) - getempert bei 280Grad C. 2 Stunden (CarbonPEEK), 100% Infill, max 6mm Wandstärke:

Nach dem Tempern fühlt sich das Teil wie Stein an und setze ich bei Temp. bis zu 260Grad C. (20 Grad unter Temper Temperatur) ein, ohne das sich etwas verformt, verbiegt oder wegschmilzt.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
.., ohne das sich etwas verformt, verbiegt oder wegschmilzt.

So z.B. nicht. Ich musste trotzdem schweinisch kichern, als ich den sah. 😊
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Jetzt habe ich eine temperatur wo mir das nicht einstürzt. Ich dachte mir noch, dass ich innen einen 10mm Alurundling reinstecke, damit sich das innen nicht so verzieht. Oder geht dann der Sinn der temperns verloren? Ich will ja nacher nicht wieder aufbohren/reiben müssen, das wäre ja erst kontraproduktiv.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Naja, wenn Du einen massiven Kern verwendest wird sich ja zumindest der Innendurchmesser nicht verändern.
Ich gehe an der Stelle mal davon aus das wir den Wärmeausdehnungskoefizient von Alu hier vernachlässigen können. 🤣 🤣 🤣
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@kai-r3
Ich werde das jetzt so machen, nach dem tempern, wenn der Schwimmer noch weich ist, kommt der Rundling rein und alles darf langsam abkühlen. Voila, keine nachbearbeitung nötig.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Willst Du den nicht lieber beim Tempern schon drin haben?
Wie weich wird das denn wieder beim Tempern?
Möglicherweise drückst Du dir sonst das Teil im weichen Zustand aus der Form.
Wenn Du während des Temperns einen Kern verwendest sollte das auch gut funktionieren.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Das wird beim Tempern weich wie Plastelin. Die Form darfs ja verlieren, ist ja nur ein Schwimmer. Den Innendurchmesser mit ca. 10.1mm brauche ich aber, da der neue sonst nich auch den alten Schwimmer drüber passt. Deshalb, nach 20 min backen rausnehmen, Formstück rein und dann ich Backrohr auskühlen lassen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Wenn Du während des Temperns einen Kern verwendest sollte das auch gut funktionieren.
Stimmt, die haben ja auch im Sand getempert. Das wäre überhaut das beste, dann kann ich noch heißer werden ohne dass das in sich zusammen fällt. (so wie auf dem Bild oben)
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Wenn Du das gedruckte Bauteil lediglich auf ca. 70 Grad C. erwärmst, erzielst Du höchstens einen Trocknungsprozess, im Besten Fall auch eine Beseitigung von Spannungen. Für jeden Temper- Vergütungs- Härtevorgang muss eine materialspez. Temperatur eingestellt und gehalten werden, entweder schnelles (Härteprozess bei Stahl) oder langsames Abkühlen (Temperprozess beim Kunststoff) in verschiedenen Medien (Luft, Wasser, Öl, Emulsionen).
Hier ein Auszug zum Kunststoff Tempern aus folgendem link ( http://www.ktw-gornau.de/tl_files/ktw/Inhalte/Downloads/Broschuere_Kunststoffe_Bearbeitung_und_Nachbehandlung.pdf )
___
Der Vorgang des Temperns wird als Wärmebehandlung von Formteilen oder Halbzeugen definiert, der das Ziel hat, Restspannungen aus dem Herstell- oder Verarbeitungsprozess weitgehend zu reduzieren, die Kristallinität zu steigern und damit die mechanischen Werkstoffkennwerte zu verbessern, Verzug und Maßänderungen während oder nach der Verarbeitung zu verhindern, die dauerhafte Dimensionsstabilität zu verbessern. Üblicherweise werden Halbzeuge und Formteile im Wärmeschrank mit heißer, zirkulierender Luft getempert. Häufig werden aber auch heiße Ölbäder auf Parafin- oder Silikonölbasis eingesetzt. Unabhängig vom verwendeten Wärmeübertragungsmedium basiert der Ablauf des Verfahrens auf einem einheitlichen Schema. Die Produkte werden im Wärmeschrank (im Medium) langsam und gleichmäßig auf die werkstoffspezifische Temper-Temperatur aufgeheizt. Ist diese erreicht, müssen die Produkte über mehrere Stunden auf dieser Temperatur gehalten werden. Eine vollständige Durchwärmung der Produkte ist dabei für den Tempererfolg maßgeblich und entscheidend. Die erforderliche Haltezeit ist von der Produktmasse und -form sowie den Maßen abhängig und wird daher an diesen Parametern ausgerichtet. Nach Ablauf der Haltezeit muss darauf geachtet werden, dass das Tempergut langsam, zugfrei und kontrolliert auf Raumtemperatur abkühlt. So ist gewährleistet, dass sich ein hochkristallines Gefüge im Werkstoff bildet und nur geringe Restspannungen durch ungleichmäßige Wärmeverluste in der Abkühlphase entstehen.
Der Temperaturbereich der gängigen technischen Kunststoffe liegt im Allgemeinen zwischen130°C und 170°C. Einige Werkstoffe (z.B. die Hochtemperatur-Kunststoffen) erfordern höhere Temperaturen. Aber auch technische Kunststoffe können in besonderen Fällen bei höheren Temperaturen getempert werden. Dabei sind jedoch spezielle Verfahrensbedingungen einzuhalten, und es muss darauf geachtet werden, dass die maximale Temperatur stets 30 bis 40°C unterhalb des Schmelzpunktes liegt. Hinsichtlich der erforderlichen Aufheiz-, Halte- und Abkühlzeiten ist eine pauschale Angabe der benötigten Zeiten nur bedingt möglich. Die Abhängigkeiten von Produktmasse und -form sowie den Maßen des Tempergutes sind sehr groß. Beispielsweise haben große Massen einen wesentlich höheren Wärme- und Zeitbedarf bis zur vollständigen und gleichmäßigen Durchwärmung, als kleine Massen. Gleichzeitig benötigen sie erheblich längere Abkühlzeiten, da die eingebrachte Wärmemenge aufgrund der großen Masse nur langsam wieder abgegeben wird.
___
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Ja gut,... dann muß ich mir was einfallen lassen, wie mir der Schwimmer dann nicht in sich zusammen fällt. Eben irgend ein Korsette aus Metall.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Bei geschlossenen Bauteilen könntest Du evtl. durch eine kleinere Öffnung feinen Quarzsand verwenden. Dieser beeinträchtig den Temperprozess nicht und kann leicht entfernt werden. Wenn das Bauteil offen ist, eine Metallkern. Die Wärmeausdehnung bei ca. 150 Grad C. ist bei einem Metallinsert vernachlässigbar (Ausdehnung bei 10mm ca. 0.015mm).
Könntest Du eine STL Datei zur Verfügung stellen. Ich würde das gerne mit CarbonPEEK versuchen (druck- und tempertechnisch interessant).
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@karl-herbert
Hm... ein Objekt, dass ich halbwegs Gas und Flüssigkeitsdicht bekommen möchte, dann anbohren? Klar, manchmal muß man in die umgekehrte Richtung um nach vorne weiter zu kommen.
Hier das Objekt, bin gespannt das du da raus zauberst.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Ist dies das korrekte Teil (Hohlzylinder mit Fase)?
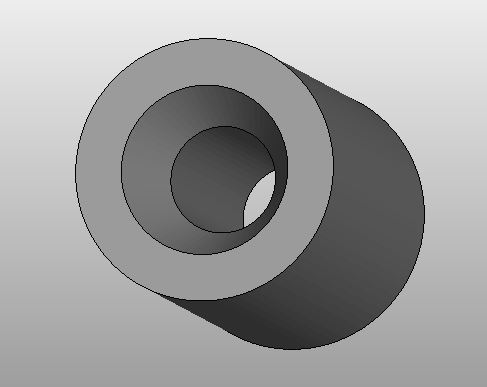
Wenn ja, würde ich morgen die PEEK-Rolle einspannen. Das Material ist quasi mein Metallersatz.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.