Esun Nylon-Carbon haftet nicht
Servus Druckfreunde,
ich habe ein für mich neues Problem, ein (fast) nicht haftendes Filament. Ich drucke alle Materialien (PLA, PETG, ASA, ABS, TPU) problemlos auf der Strukturplatte. Gestern habe ich zum ersten Mal ein Carbon-Filament gedruckt, das ein Druckfreund aus der Gruppe sehr erfolgreich professionell einsetzt. Dieses Esun Nylon-Carbon mag aber auf meiner Platte so gut wie nicht haften. Die Platte ist sorgfältig mit echter uralter Kernseife und rauem (schreibt man heutzutage tatsächlich so) Küchenschwamm gereinigt. Beim Googeln musste ich feststellen, dass das bei Nylon ein verbreitetes Problem sei. Verschiedene Temperaturen von Blech und NozzleX und Lüfter aus brachten keinen Erfolg. Ich habe dann zum ersten Mal einen Haftvermittler probiert; zuerst den mitgelieferten Klebestift und dann Haarfestiger meiner Frau. Mit beiden Hilfsmitteln funktionierte es. Muss ich tatsächlich etwas aufs Blech schmieren, damit dieses Filament haftet? Der Tippgeber des Filaments meinte, er brauche einen Haftvermittler nur bei sehr großen Flächen. Er nehme dazu 50g BVOH auf 100ml Wasser. Was er aber auch meinte, und das kommt mir komisch vor, ich müsse auch das direkt aus der unbeschädigten Vakuumverpackung entnommene Filament 48 Stunden bei 75° trocknen. Kann das tatsächlich stimmen? Noch ein Hinweis, mit dem dieser Trocknungstipp vielleicht zusammenhängt: Damit 1-Perimeter-Wände 0,45 mm dick werden, muss ich bei diesem Filament den Extrusionsfaktor auf 0,68 runterstellen (Filamentdurchmesser steht auf gemessenen 1,78 mm). Normalerweise steht er bei mir zwischen 0,9 und 1,1.
Welche Tipps habt Ihr für mein Esun Nylon-Carbon ePA-CF?
Liebe Grüße
Heinz
Original Prusa i3 MK3S Kit - Federstahlbleche glatt, texturiert und Satin - OctoPrint - Raspberry Pi 3b - Raspicam v2 - LACK-Einhausung
RE: Esun Nylon-Carbon haftet nicht
Servus Druckfreunde,
ich habe ein für mich neues Problem, ein (fast) nicht haftendes Filament. Ich drucke alle Materialien (PLA, PETG, ASA, ABS, TPU) problemlos auf der Strukturplatte. Gestern habe ich zum ersten Mal ein Carbon-Filament gedruckt, das ein Druckfreund aus der Gruppe sehr erfolgreich professionell einsetzt. Dieses Esun Nylon-Carbon mag aber auf meiner Platte so gut wie nicht haften. Die Platte ist sorgfältig mit echter uralter Kernseife und rauem (schreibt man heutzutage tatsächlich so) Küchenschwamm gereinigt. Beim Googeln musste ich feststellen, dass das bei Nylon ein verbreitetes Problem sei. Verschiedene Temperaturen von Blech und NozzleX und Lüfter aus brachten keinen Erfolg. Ich habe dann zum ersten Mal einen Haftvermittler probiert; zuerst den mitgelieferten Klebestift und dann Haarfestiger meiner Frau. Mit beiden Hilfsmitteln funktionierte es. Muss ich tatsächlich etwas aufs Blech schmieren, damit dieses Filament haftet? Der Tippgeber des Filaments meinte, er brauche einen Haftvermittler nur bei sehr großen Flächen. Er nehme dazu 50g BVOH auf 100ml Wasser. Was er aber auch meinte, und das kommt mir komisch vor, ich müsse auch das direkt aus der unbeschädigten Vakuumverpackung entnommene Filament 48 Stunden bei 75° trocknen. Kann das tatsächlich stimmen? Noch ein Hinweis, mit dem dieser Trocknungstipp vielleicht zusammenhängt: Damit 1-Perimeter-Wände 0,45 mm dick werden, muss ich bei diesem Filament den Extrusionsfaktor auf 0,68 runterstellen (Filamentdurchmesser steht auf gemessenen 1,78 mm). Normalerweise steht er bei mir zwischen 0,9 und 1,1.
Welche Tipps habt Ihr für mein Esun Nylon-Carbon ePA-CF?
Liebe Grüße
Heinz
Servus Heinz,
ich drucke schon länger ein ähnliches Material - Carbonnylon von 3dxtech.
Das ist generell mit Düsen kleiner als 0.4mm nicht oder kaum druckbar. Um Haftung zu gewährleisten, klebe ich Kapton auf die texturierte Druckplatte, welches ungefähr den zu druckenden Bereich abdeckt. Mit dem Firstlayer gehe ich etwas näher ans Druckbett ran. Extrusionsfaktor habe ich auf 0.95 eingestellt, Düsenlüfter aus, max. Vol. Geschwindigkeit 8mm3/s, Retraction 0.6mm, Z-Lift 0.2mm, LA (M900) auf 30, Infill 20%, 10mm Brim, Draftshield on, Extrusionsbreite 0.45mm.
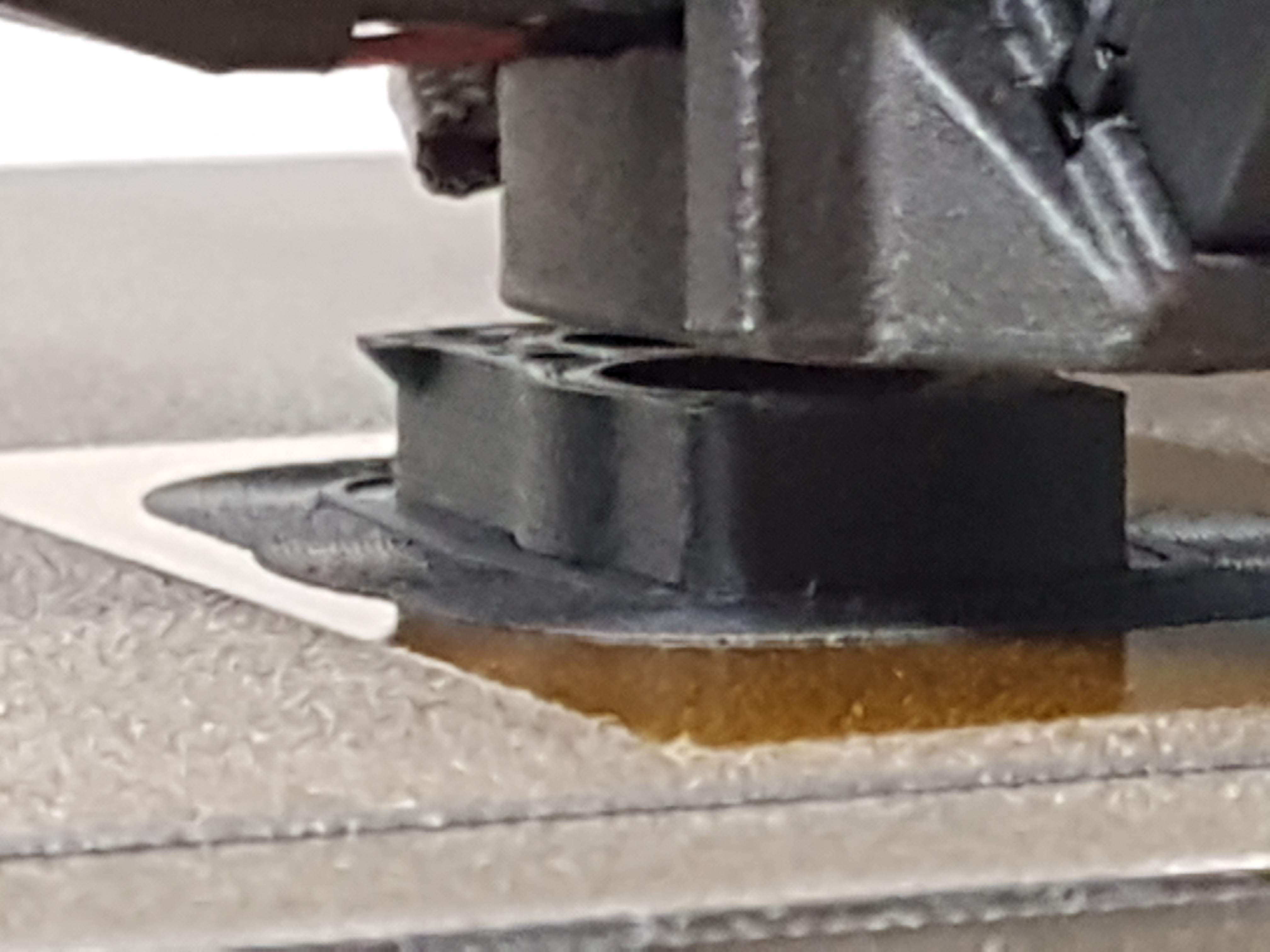
Das sieht beim Druck in etwa so aus:
Kapton nehme ich auch für PEEK als Haftvermittler.
Hier noch ein Beispiel eines auf der Kaptonunterlage gedruckten Teiles (aufrecht stehend):


Nylonteile drucke ich ausnahmslos im Gehäuse bei 40Grad C. Ebenso trockne ich das Nylon 12 Studen bei ca. 70 Grad C. und gebe es sofort in das vorgeheizte Gehäuse auf den Spulenhalter. Damit lassen sich gleichmässigere Ergebnisse erzielen.
Beim Nylon unterscheidet sich das Handling zu den herkömmlichen Sorten, wie z.B. PETG, PLA, ASA usw.
Ich habe auch eine Weile getestet, bis ich annehmbare Ergebnisse erzielen konnte.
Gutes Gelingen!
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.