Ecken kommen hoch – was tun?
Hallo zusammen,
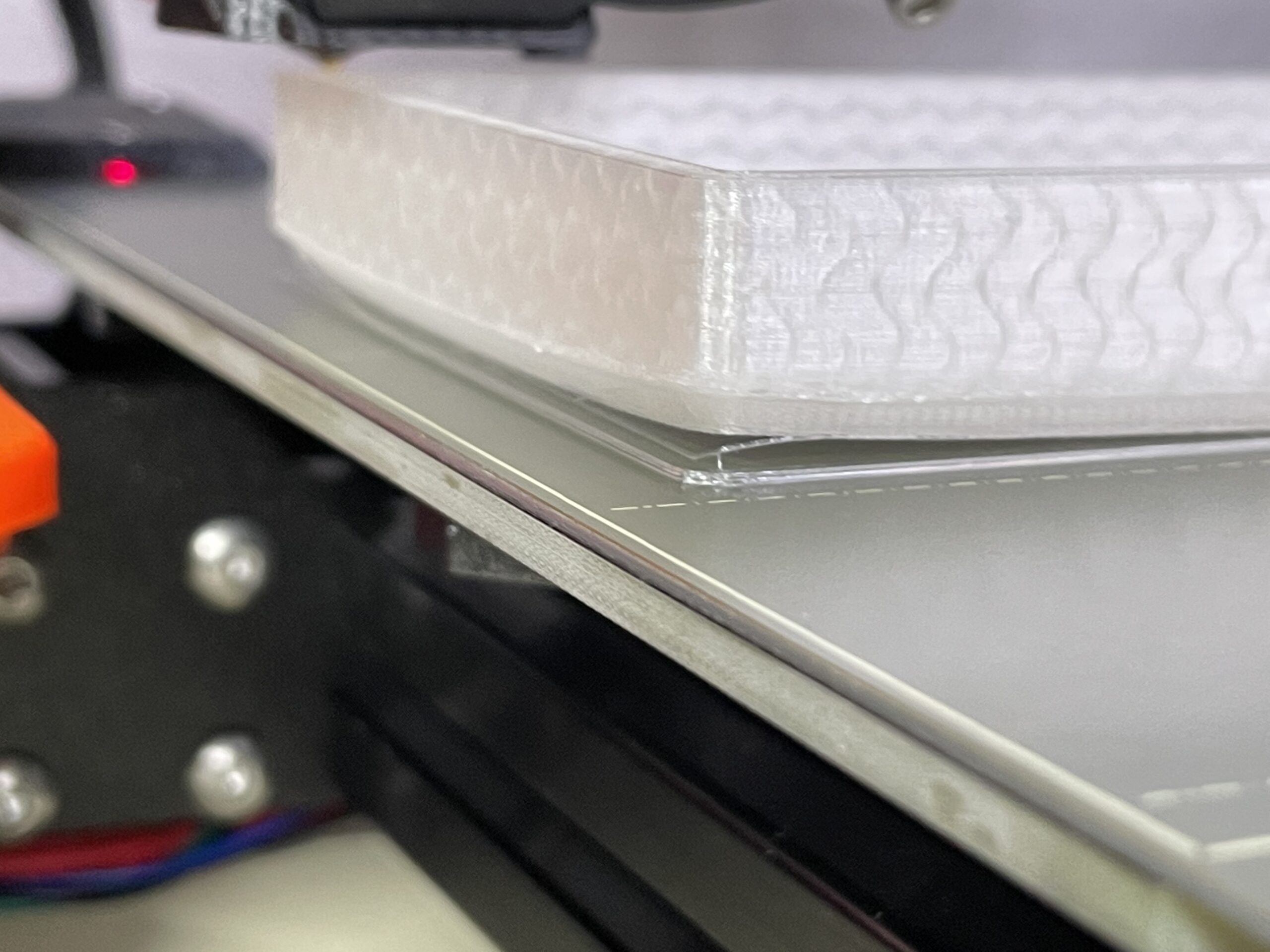
ich wollte mir ein Gehäuse in transparentem PLA Filament (habe das „Amazon Basics“) für mein kleines 40% ortholineares „Planck“ Keyboard drucken. Die offizielle STL Datei dazu gibt es auf GitHub hier. Natürlich habe ich es im Prusa Slicer umgedreht, so dass der Boden des Gehäuses auch unten auf dem Druckbett aufliegt. Der Druckbereich des i3 MK3 reicht da gerade eben aus – prima.
Das klappte nur so einigermaßen. Ich habe 210° Nozzle- und 60° Druckbett-Temperatur eingestellt und ansonsten das 0,15mm Quality Profil genommen und erstmal keine weiteren Einstellungen (z.B. Druckgeschwindigkeit o.ä. geändert).
Der Boden sah zunächst gut aus, aber als die Layer dazu kamen, die den Rahmen weiter nach oben drucken, lösten sich die Ecken vom Druckbett, so dass an den Stellen der Druck nach oben kam und ich Angst hatte, dass die Nozzle dann daran anstößt. Zwar konnte man sehen (und hören), dass es dort tatsächlich sehr eng wurde, aber zu einer Katastrophe kam es zum Glück nicht. Allerdings wurde dort natürlich nicht sauber gedruckt, es gibt leicht gequetschtes, überstehendes Filament.
Die Frage für mich als Druck-Anfänger ist aber vor allem: wie kann ich verhindern, dass sich der Druck vom Druckbett während des Druckvorgangs ablöst? Das Druckbett heißer als 60° einstellen? Habe da auch eine generelle Frage: wieso muss das Druckbett eigentlich weiterhin beheizt werden, wenn die ersten paar Layer schon „unten“ gedruckt und hart geworden sind?
Muss man sich Gedanken um den Lüfter machen? Der ist im Druckprofil auf „permanent 100%“ eingestellt. Das beobachtete, ungewünschte Phänomen hat ja offenbar etwas mit unterschiedlicher Abkühlung bzw. Temperaturdifferenzen zu tun, nehme ich an. Oder kann hier auch eine langsamere Druckgeschwindigkeit helfen?
Ich habe auch transparentes PETG da und würde das Gehäuse gerne mal damit drucken – beim ersten Versuch haftete das aber so GAR nicht auf dem Druckbett, weder auf dem glatten, noch auf dem aufgerauhten. 🙁

Habt ihr Tipps für mich?
RE: Sauberkeit am Druckbett !!!
Das ist die halbe Miete. Eine mehrere mm breite Brim kann auch noch wesentlich helfen. Wenn Du bei PLA Probleme in der Richtung hast würde ich sagen mit einem frischen Scotch Brite Abwaschschwamm oder ähnlichem mit der rauhen Seite unter möglichst heißem Wasser mit etwas Kernseife oder ähnlichem die Oberfläche in kreisenden Bewegungen mehrmals waschen, danach komplett abspülen und trocknen. Dann mit Isopropanol wischen und dann sollte der Druck halten wie es sich gehört.
Es geht jede Seife oder Spülmittel - vorausgesetzt es ist nicht rückfettend für die menschliche Haut.
Findest übrigens km dazu hier im Forum an allen Ecken und Enden.
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Ecken kommen hoch – was tun?
Mit fällt dazu immer zuerst dieser Link ein: https://forum.prusa3d.com/forum/original-prusa-i3-mk3s-mk3-assembly-and-first-prints-troubleshooting/life-adjust-z-my-way/
Gutes Gelingen 👍
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Ecken kommen hoch – was tun?
Hallo,
ich mache es immer so bei großen Drucken. Druck rechtzeitig pausieren und die Ecken mit Heißkleber fixieren. Sauberes Druckbett ist natürlich auch wichtig.
Gruß T.
Heißkleber?
Mit Heißkleber die Ecken fixieren? Sowas sollte eigentlich nicht notwendig sein.
Das mache ich nicht mal bei Nylon.
Alle bewährten Mittel (Ohren,Brim, Haftvermittler etc.) reichen da normalerweise vollkommen aus.
Auf Heißkleber wäre ich im Leben nicht gekommen.
Bekommst Du den nachher ohne großen Aufwand sauber wieder vom Druckbett?
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
Link Warping
Und hier noch ein passender Link.
https://help.prusa3d.com/en/article/warping_2011
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Ecken kommen hoch – was tun?
Heißkleber ist mitunter auch keine Lösung, da die Spannungen im Kunststoff die Magnetplatte anheben können. Um Warping weitgehend zu eliminieren gibt es eine Menge Links und Tipps im Netz:
Such mal nach dem Begriff "Warping" - da findest Du Unmengen an Tipps hier im Forum und auch im Web.
Was man tun kann (hab ich schon mal im englischsprachigen Forum verlinkt):
- add a brim, raft
- add a draftshield
- add mouse ears
- printfan off
- print slower
- enclosure min. 40deg C.
- use glue like maggigo or similar
- first layer closer to the print bed
- decrease infill
- higher bedtemp, lower nozzletemp
- reduce extrusion multiplier
Viel Glück und gutes Gelingen!
Ach ja. Zugluft und kalte Umgebung möglichst meiden !!
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
Warping
Hach, Leute, das ist ja super nett, dass ihr mir hier so viele Tipps gebt!! ❤️
Ich habe schon wieder so viel gelernt in den letzten Tagen dank euch! Vor allem natürlich erstmal, dass das Thema „Warping“ heißt. Habe dann natürlich gleich viel danach gesucht und auch allerlei Videos geschaut. Da gibt es ja unzählige „Weisheiten“. Heute habe ich mich – dank der Verlinkung von @karl-herbert – viel mit der Optimierung des Z-Korrekturwerts beschäftigt und gleich mal das pulverbeschichtete Druckbett eingeweiht, da ich das Keyboard-Gehäuse gern in transparentem PETG drucken würde und manche sagen, dass bei PETG das pulverbeschichtete Druckbett besonders gut geeignet sein soll. Die heutigen Versuche mit dem 75x75mm 1-layer Testpattern waren schonmal vielversprechend. Werde auf jeden Fall mit Brim drucken und gründlichst mit IPA (nicht Aceton!!) reinigen. „Mausohren“ muss ich mal googeln, das kenne ich noch nicht.
Also: ganz vielen lieben Dank nochmal für eure vielen tollen Tipps & Hinweise!! 👍👍
Immer schön abkühlen lassen.
Das wird schon.
Besonders wenn Du dich da einliest kannst Du dir von allem ein Bild machen und das Beste für dich dabei rausziehen.
Achte bei den PEI sheets immer darauf das Du am Ende des Drucks das Druckblech ordentlich abkühlen lässt.
Wenn Du bei heißem/warmem Blech die Drucke entfernst kann es sein das Du Stücke aus dem PEI rausreißt.
Ich spreche da leider aus Erfahrung.......
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent