RE: Kreischender Drucker?
@max-distortion
🤣, nope, mit Stefan habe ich nichts zu tun, finde seinen Kanal aber recht gut^^
Sehr interessante Info bezügl. der 0,35 mm? Kein Wunder, dass meine Graphitebuchsen nach dem Festziehen geklemmt haben.
Jo, mit Kugellagern mag es so funktionieren. Prusa rechnet mit 15.2mm für den Durchmesser der LMU8. Das könnte nach dem Druck ca. 15.0mm real ergeben, aber die Achsen sind in Y-Richtung um 0.35mm ineinander verschoben. Für Gleitlager ist das eher ungünstig.
Wg. Socke, bisher ist mir noch keine Socke abgefallen, die selbstgemachten sind auch nur an einer Seite offen, wenn man es so will.
Mein 2. BEAR steht derzeit im Schrank und läuft noch mit "kreischenden" LMU8, bei geschlossener Tür ist das zu ertragen. I-wann werde ich die Lager dort auch auswechseln. 😋 Mein anderer BEAR läuft mit der V1 schon seit einem knappen Jahr.
Grüße Holger 🙂

2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
RE: Kreischender Drucker?
@max-distortion
Was die Graphitbuchsen betrifft - da ist im Prinzip dieselbe Lösung wie bei den Sinterbuchsen anwendbar. Bei mir ist es so, dass ich fast alle Komponenten aus Metall gebaut und diese mit der Messuhr in mühseeliger Arbeit ausgerichtet habe - max. Abweichungen 0.02mm. Dem Loslager sollte man in der X-Achse etwas Ausweichspiel geben. 0.1mm sind ausreichend. So läuft es bei mir konstant leichtgängig bei Temp. von Raumtemp. bis 140 Grad C. (Bett Temp.). Da die meisten Anwender diesbzgl. nur über eingeschränkte Möglichkeiten verfügen, macht Holger's Lösung (nicht Stefan) den meisten Sinn und ist leichter umsetzbar.
Dein Hotend ist soweit richtig installiert und da sollte normalerweise nichts verbrennen. Allerdings hast Du eine abweichende fanshroud Form verbaut, welche tatsächlich die Ursache sein könnte. Der originale Prusa fanshroud funktioniert eigentlich ganz gut, wenn man die Frontbohrung mittels Kanälen entschärft und seitlich verlängert bzw. vergrößert. Ich habe allerdings eigene Halterungen konstruiert bzw. meinem Eigenbauextruder angepasst, weshalb diese auf keinem Standard MK3/S oder Bondtech passend sind. Du kannst versuchen den Block etwas zu verdrehen und dann halt beobachten, was ich aber nicht als dauerhaft ideale Lösung sehe.
Derweil warte ich noch auf meine nächste Charge Messing/Graphit Lager um noch diverse Versuche an der X-Achse durchzuführen. Dies werde ich eine zeitlang testen, schauen wie die sich bewähren um dann schlussendlich noch Sinterlager zu testen. Allerdings werde ich mir da Rohlinge kaufen und selber fertigen da es die Prusakonformen Dimensionen nicht käuflich zu erwerben gibt. Ich habe trotz intensiver Recherche jedenfalls nichts gefunden.
Ich bin ganz zuversichtlich und glaube, dass Du mit den Sinterlagern eine gute Lösung gefunden hast und damit zufrieden sein wirst.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Kreischender Drucker?
@holger-s3
Ich habe mir auch eine schöne individualisierte Moldform für die i3 Socke konstruiert, welche ich noch aus Alu fertigen möchte. Allerdings muss ich sagen, dass ich eigentlich nie Silikonsocken verwende. Die Düsentemp. bleibt bei 260 Grad C. und Holgerschem Turbinenspeed von 127 (50%) und der 50Watt Patrone konstant. Mehr habe ich noch nicht getestet. Das alles hängt aber auch sehr von der Menge und Konzentration der Luftzufuhr des fanshrouds ab.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Kreischender Drucker?
@karl-herbert
genau, warum kaufen wenn man sich die Lager selbst aus dem Vollen drehen kann 😊 👍
Bei den standardmäßig verbauten PETG Komponenten wundert es mich ehrlich gesagt, das man mit dem MK3 eine Genauigkeit von ein paar zehnteln Millimeter erzielt. Wie schaut das bei deinem Drucker denn aus?
Den Fan Shroud hatte nur gewählt, um das nervige Lüftergeräusch loszuwerden. Es ist etwas besser geworden, bei bestimmten Drehzahlen aber immer noch vorhanden. Da muss ich nochmal ran. Mich wundert es nur, dass sich sonst kein Anwender über dieses Nageln beschwert.
Laut PRUSA scheint es sich hierbei um keinen Defekt zu handeln.
Gruss Max
RE: Kreischender Drucker?
@max-distortion
Wie gesagt, ich habe den originalen Prusa Frontlüfter nicht mehr in Verwendung und somit auch ist auch kein Fiepsen, Scheppern oder sonstige Geräusche mehr wahrnehmbar. Die 24V Turbine liefert genügend Luft zum schön verteilen. Allerdings habe ich dafür, wie bereits erwähnt, den fanshroud bzw. die Luftkanäle etwas verändert und aus PEEK gedruckt. Seitdem ist Ruhe und ich werde da vorerst nichts mehr ändern, weil ich soweit mit dem Ergebnis filigraner Drucke zufrieden bin.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Kreischender Drucker?
@karl-herbert
dann sollte ich Holger mal anhauen 😀
RE: Kreischender Drucker?
Ups! 🤬
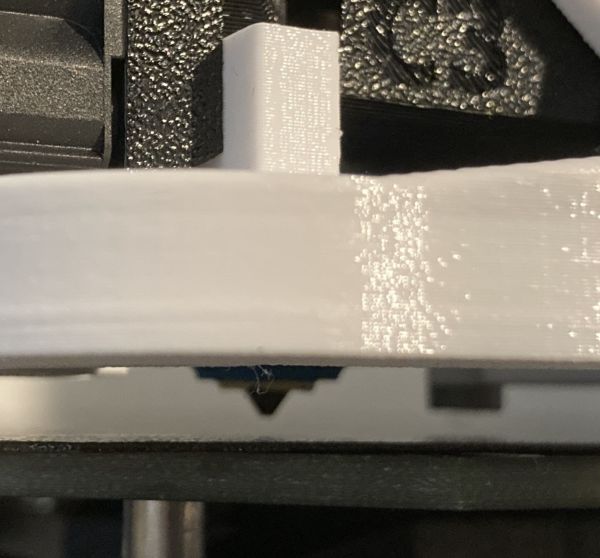
Die Rückseite des Halters hatte ich mit einer niedrigeren Toleranz gedruckt und nun scheint es ganz gut zu passen.
Zwei "Probleme" sind mir allerdings aufgefallen.
1. Der Statuswert für die Riemenspannung passt nicht mehr und die Werte springen auch gewaltig, obwohl der Y-Riemen eine vergleichbare Spannung hat wie der auf der Y-Achse (240). Zwischen 150 und 180 ist alles dabei. Könnte das mit der flexiblen Halterung zusammenhängen?
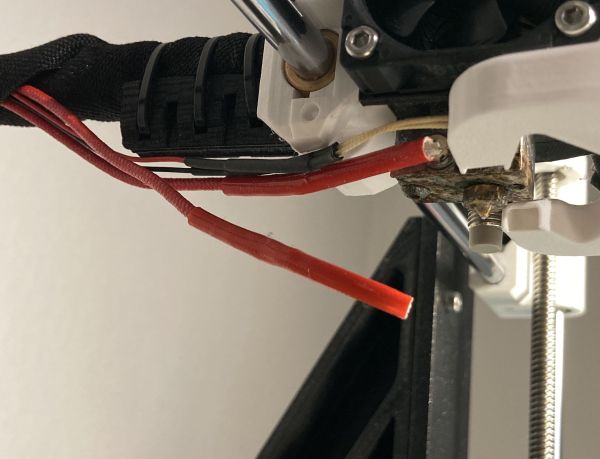
2. Die Z Kalibrierung läuft auf Fehler. Die Nozzle fährt nicht mehr komplett runter. Ca. 2 mm vor dem Heizbett ist schluss. Einen Testwürfel konnte ich bis zu meinem Unfall mit dem Hotend allerdings drucken. Die XYZ Kalibrierung lief auch ohne Probleme durch, obwohl auch hier die Nozzle einen Abstand von ca. 2mm zur Platte hatte. Sehr merkwürdig.
Dieses Verhalten hatte der Drucker auch schon gestern an den Tag gelegt. Ich hatte den Fehler allerdings auf einen zu hoch montierten PINA Sensor geschoben.
Habt ihr eine Idee?
Gruss Max
RE: Kreischender Drucker?
@max-distortion
Ups, schaut so aus, als wäre da eine Leitung der Heizpatrone nicht mehr am rechten Platz. Bzgl. der Spannung meinst Du wahrscheinlich die X-achse, welche die schwankende Ergebnisse liefert. Wie läuft denn die Achse? Ist da Alles durchgehend leichtgängig, sowohl im kalten, als auch im warmen Zustand. Werte zwischen 150 und 180 sind schon etwas extrem, was ja bedeuten würde, dass der Gurt zu stark gespannt wäre. Hast Du "noch" die 3.9.0 FW installiert? Wenn ja, versuch mal die Gurtspannung mit der 3.8.1 zu messen und vergleich die Werte. Ich habe bei meinem Drucker, warm und kalt gemessen mit der 3.8.1, relativ stabile Werte zwischen 228 und 233 auf beiden Achsen. Damit läuft alles butterweich.
Du hast ja die Extruderhalterung verändert und neu gedruckt. Hat sich da sonst etwas an der Geometrie verändert? Ich vermute, dass Dein max_z Wert evtl. nicht mehr stimmt, da sich evtl. der max. Z Verfahrweg geändert haben könnte. Das habe ich z.B. bei meinem Eigenbauextruder sowie auch beim vorherigen Bondtech auch anpassen müssen. Wenn Du z.B. in der Firmware den Wert 210 eingetragen hast, der Drucker in Z aber nur 205 mm (aufgrund des veränderten Extrudergeometrie) verfahren kann, wirst Du Probleme bei der Kalibrierung bekommen. Da muss dann der Wert in der FW angepasst werden. PINDA verstellen ist da nicht ausreichend.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Kreischender Drucker?
@max-distortion
Ups! 🤬
Jop, das ist ärgerlich. Ich hoffe, Du hast noch Ersatz liegen und bekommst auch die Schraube noch heil aus dem Heaterblock? Ich habe hier noch Teile übrig zum Spenden 😉 .
Zu 1. Die Werte für die Riemenspannung reduzieren sich bei Verwendung von Gleitlagern etwas, sollten aber etwa konstant sein und nicht stark schwanken. Die Werte verbessern sich mit der Zeit wieder (werden größer), wenn sich die Lager eingelaufen haben. Die Führungswellen mit IPA zu reinigen, um alte Fettrückstände zu entfernen kann auch helfen, wenn sich die Achse nur zäh schieben lässt.
Zu 2. Der X-Schlitten ist ebenso wie dein Extruder geometrisch unverändert. Die Z-Höhe verändert sich dadurch nicht. Wenn die XYZ-Kalibrierung vorher funktionierte, darf sich daran nun nichts ändern. Der Abstand Pinda -> Nozzle sollte bei ca. 0,8mm liegen, kann aber je nach induktiver Reichweite der Pinda (typ. 2mm) und dem Stahlblech-Typ etwas abweichen. Kontrolle wäre da gut. Da Du die X-Achse demontiert hattest, kontrolliere auch nochmal die Montage der oberen Z-Stops und der X-Ends links und rechts sowie die Montage der Spindel-Muttern und der Schrauben. Mit einem MK3S Extruder sollte man leicht die 210mm auf der Z-Achse mechanisch erreichen können, das klappt auch mit einem MK3 (R3) Extruder und aktuell mit meinem Bondtech-Extruder. Dazu ein Homing ausführen und danach die Z-Achse manuell bis nach oben fahren lassen. 210mm sollte sich gerade noch erreichen lassen.
Und wegen:
dann sollte ich Holger mal anhauen 😀
Naja, die Lüftersteuerung (Fan-CTRL) ist schon eher mein privater "Luxus" und allgemein nicht unbedingt nötig, zumal damit auch eine Anpassung der Firmware, zwar nicht nötig aber von Vorteil ist.
Ich hoffe, Du kämpfst Dich da schnell durch.
Grüße, Holger 🙂
2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
RE: Kreischender Drucker?
Danke euch für die Rückmeldung. Im Moment lasse ich den Drucker erstmal ruhen. Ein paar neue Patronen wurden bei 3DJake bestellt und sollten bis Montag bei mir eintreffen.
Dann werde ich den Drucker nochmal zerlegen und hoffen, dass wieder alles passt.
Bis dahin, habt ein geruhsames Wochenende 😉
RE: Kreischender Drucker?
Kurzes Update: Die Teile sind gestern angekommen und wurden auch gleich verbaut. Ich hatte mir noch einen E3D Kupfer Heizblock mitbestellt um Versandkosten zu sparen 🤣
Das Teil ist fast 3 mal so schwer wie der aus Alu.

Die hintere Abdeckung des X Halters hatte ich wieder gegen eine mit etwas mehr Toleranz getauscht. Jetzt hat auch wieder die Riemenspannung gepasst.
Dann hatte ich noch einen kurzen Chat mit dem PRUSA Support bezügl. dem Abstand Nozzle > Heizbett. Die Antwort war, solange der PINDA Sensor funktioniert ist das kein Problem. Ich musste nur den Z Wert um 1 mm tiefer als üblich stellen (0,5 > 1,4).
Heute wird noch das rechte Doppellager der Y Achse getauscht und das sollte es dann erstmal gewesen sein.
An dieser Stelle nochmal ein dickes Dankeschön an Holger-s3 und Karl-Herbert für eure Unterstützung! 👍
Gruss Max
RE: Kreischender Drucker?
@max-distortion
Hey, da warst Du aber wieder fleißig, krass 👍 👍 .
Ja, der Kupferblock ist messbar schwerer und hält dadurch auch die Wärme länger, gut für die Nozzle, kühlt nicht so schnell ab.
Dann hatte ich noch einen kurzen Chat mit dem PRUSA Support bezügl. dem Abstand Nozzle > Heizbett. Die Antwort war, solange der PINDA Sensor funktioniert ist das kein Problem. Ich musste nur den Z Wert um 1 mm tiefer als üblich stellen (0,5 > 1,4).
Warum hat sich das geändert? Musstest Du die Pinda anders einstellen? Das interessiert mich jetzt 😲 ! -1,400mm ist noch OK, mein z-level liegt auch bei -1.000mm bis -1.400mm für die PC-Sheet.
Grüße, Holger 🙂
2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
RE: Kreischender Drucker?
@holger-s3
"Fleiß ist der größte Lehrer." 🤣
Warum sich der Abstand vergrößert hat kann ich dir auch nicht sagen. Vielleicht hatte ich zuvor bei der Montage der Heatbreak nicht sauber gearbeitet?
Bei der XYZ Kalibrierung hatte die Nozzle immer sichtbaren Kontakt mit dem darunterliegenden Blatt Papier. Nun nicht mehr.
Gruß Max
RE: Kreischender Drucker?
@holger-s3
@kai-r3
@max-distortion
Die bereits an der Y-Achse verbauten Messinglager mit Schmiernuten haben sich bislang gut bewährt bis ich dann diese Lieferung erhalten habe:



Teilweise völlig unbrauchbare Charge, schmutzig, viele Kerben und Kratzer, maßlich auch unterschiedlich bis 0.05mm (Aussen/Innenmaße)!
Einen Versuch wars Wert, aber wie so oft ein totaler Ali-Fehlkauf in jeglicher Hinsicht. Die kriegen meine Führungswellen nicht zu sehen und ich werde mir daraus wahrscheinlich ein südchinesisches Messingmännchen bauen.
Dies motivierte mich nun zum Start des nächsten Projektes (wie bereits erwähnt): Selbst fertigen aus ölgetränkter Sinterbronze. Wichtig ist, denke ich, dass die Bohrung nicht gerieben, sondern ausgedreht wird. Maßlich werde ich H9 anstreben, ohne Schmiernuten. Nach der Bearbeitung werde ich die Dinger einige Tage in vom Hersteller empfohlenes Öl einlegen. Das läuft dann und dabei werde ich es belassen.
Wenn jemand diese Lager doch verwenden möchte, würde ich den Kauf in der Schweiz oder Deutschland empfehlen. Die sind wenigstens aussortiert (hoffentlich).
Wie auch immer, grundsätzlich kann man sagen, dass die Gleitlager wesentlich zur Laufruhe beitragen, aber natürlich auch ein höheres Maß an Präzision bzgl. Druckergeometrie verlangen. Verkanten kann man mit Holgers Modifikationen an der Lageraufnahme weitgehend vermeiden.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Kreischender Drucker?
Ich habe mal einige brauchbare Messing/Graphit Lager mit Schmiernuten ausgerüstet:

Durch die Veränderung der "Reibungswerte" muss ich noch das Feintuning der Ströme für die Stepper durchführen. Das Homing der Y-Achse hat sich leicht verändert und meckert beim Selbsttest. Zuerst aber mal ordentlich einlaufen lassen.
Bzgl. Laufgeräusche kann ich durch das Anbringen der Schmiernut keinen Unterschied feststellen, aber die Lager verfügen dadurch über ein kleines Fett Depot.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Kreischender Drucker?
Hier noch ein kurzes Video zu den Schmiernuten: Schmiernuten_Fertigung
Zur Schmierung verwende ich immer noch das LM50 LS Fett. Das hat sich bislang immer gut bewährt.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Kreischender Drucker?
Durch die Veränderung der "Reibungswerte" muss ich noch das Feintuning der Ströme für die Stepper durchführen. Das Homing der Y-Achse hat sich leicht verändert und meckert beim Selbsttest. Zuerst aber mal ordentlich einlaufen lassen.
Das würde mich jetzt aber interessieren: Was genau macht man denn da bei diesem "Feintuning"? Bei meinem Eigenbau hab ich das eher nach Gefühl gemacht und versucht, dass die Stepper sauber laufen und keine Schritte auslassen und nicht warm / heiß werden - wie die Endstufen. Aber mehr wäre mir da aktuell dazu nicht eingefallen (das liegt an Unwissenheit).
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Kreischender Drucker?
@clemens-m
Servus Clemens,
ich habe nun an allen Achsen vorerst die Messing/Graphit Gleitlager installiert. Die Gleitlager erfordern mehr Präzision bei der Herstellung der führenden Bauteile und beim Zusammenbau. Andernfalls verkanten oder klemmen diese in bestimmten Bereichen. Gefühlsmäßig sind diese zu Beginn etwas "schwerfälliger" als die Kugellager, was sich auch bei der Kalibrierung und chrash detection an der Y-Achse bemerkbar gemacht hat. Um dies alles wieder ins Gleichgewicht zu bringen, habe ich an der Gurtspannung und an den verschiedenen Stromeinstellungen der Stepper (homing, Haltestrom, Strom für Beschleunigung/Verzögerung und Geschwindigkeiten) geschraubt. Es ist ziemlich mühseelig und dauert eine Weile bis man ein gutes Gleichgewicht gefunden hat. Pronterface ist da sehr hilfreich, da man viele Daten loggen kann.
Da ich 0.9er Stepper an der X/Y Achse verwende, waren ohnehin noch Änderungen und Anpassungen erforderlich. Dazu gibt es im englischen Forum viele Beiträge aus welchen ich mir Ideen zu meinen Anpassungen herausgefischt habe. Dennoch hat es eine Weile gedauert.
Jede kleine Veränderung an den Lagern, Halterungen, Schmiermitteln, Strömen verändern auch die Anzeigewerte der Gurtspannungen, weshalb diese recht wenig über die tatsächlich Spannungen aussagen. Da verlasse ich mich ganz auf Daumen/Zeigefinger und passe den Rest an.
Im Prinzip wäre mir aber eine Endschalterlösung (sowie die Z-Achse) beim Homing wesentlich lieber als die Trinamic stromgeregelte Endlagenüberwachung, weil diese auch präziser arbeiten würde. Ich würde die Stromlösung lediglich bei der crash detection einsetzen.
Wenn mir mal danach ist, werde ich auf Endschalterlösungen umrüsten, sowie diese früher an der i3 Serie verbaut waren.
Hier noch ein link zur Diskussionsrunde bzgl. Ströme, Stepper usw. initiert von @guy.k2: https://forum.prusa3d.com/forum/original-prusa-i3-mk3s-mk3-user-mods-octoprint-enclosures-nozzles-.../stepper-motor-upgrades-to-eliminate-vfa-s-vertical-fine-artifacts/#post-131256
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Kreischender Drucker?
@karl-herbert
Hi Karl,
deine Graphite Lager sehen übel aus. Deine Modifikation dafür umso beeindruckender 👍
Freihand mit einem Dremel werde ich das so garantiert nicht hinbekommen.
Falls du immer noch ein paar Graphitebuchsen benötigst, könnte ich dir gerne meine 6 zuschicken?
Ich glaube nicht, dass ich diese nochmal verbauen werde. Die günstigen Sinterbuchsen laufen sehr gut, auch dank der modifizierten Halter von Holger. Egal welche Lager auf der Y Achse verbaut waren, der Schlitten wurde nach hinten immer etwas schwergängig. Ich schätze das hat mit meinem nicht 100% ig akkuraten Zusammenbau zu tun. Mit etwas Spiel laufen sie jetzt wie sie sollen.
Da stellt sich mir direkt die Frage nach dem Verschleiss, denn nach einigen Stunden Laufzeit hatten sich leicht schmierige Ablagerungen auf den Wellen gebildet. Können die Sinterbuchsen mit der Zeit austrocknen?
Gruss Max
RE: Kreischender Drucker?
@max-distortion
Auch wenn Sinterbuchsen eine art Notschmierung, besitzen, können die nach einiger Zeit trocken laufen. Das dauert aber schon eine ganze Weile.
Wenn Du regelmäßig mal etwas Fett dran machst, sollte alles gut sein.
@karl-herbert
Die Wendel Schmiernut sieht, auf dem Foto, noch etwas scharfkantig aus. Normalerweise sollte eine Schmiernut nach außen hin weich auslaufen, damit der Schmierfilm nicht abreißen kann. Ist natürlich bei den kleine Bronze Lagern schon eine Herausforderung 🙂
Original Prusa i3 MK3S - PEI pulverbeschichtetes Federstahlblech - Federstahlblech mit glattem doppelseitigem PEI - Octoprint - raspi 4 - 3,5" - Octoscreen