Extruder klackert und zieht kein PLA mehr ein
Hi,
ich habe mal wieder ein kleines Problem mit meinem MK3S. Vor ein paar Tagen fing es an. Nach einem Filamentwechsel zog der Extruder kein PLA Filament mehr nach. Bin dann zurück auf PETG, was auch ohne Probleme funktioniert hat.
Ok dachte ich, machst erstmal einen Coldpull, dieser brachte jedoch auch keine Besserung. So entschloss ich mich den Extruder auseinander zu bauen und ggf. zu reinigen.
Heute morgen dann den ersten Test gestartet. Die ersten 2 Stunden lief es wunderbar, bis plötzlich wieder dieses Klackern anfing und kein Filament mehr eingezogen wurde.
Der Extrudermotor hatte dabei eine gemessene Temp. von knapp über 40 Grad was doch eigentlich noch im Rahmen ist. Der Drucker steht in einem Serverschrank, die Tür stand bis zum Anschlag offen.
Könnte es vielleicht mit der leicht erhöhten Raumtemperatur von 24 Grad zusammenhängen? Ich bin ratlos und brauche dringend ein paar Tipps 😚
Die Schrauben und Zahnräder des Getriebes wurden bereits überpüft.
Das verwendete Filament ist "Rauchquarz klar" von Unicofil.
Gruss Max
RE: Extruder klackert und zieht kein PLA mehr ein
Könnte es vielleicht mit der leicht erhöhten Raumtemperatur von 24 Grad zusammenhängen?
Ja, bei mir war das öfter der Fall.
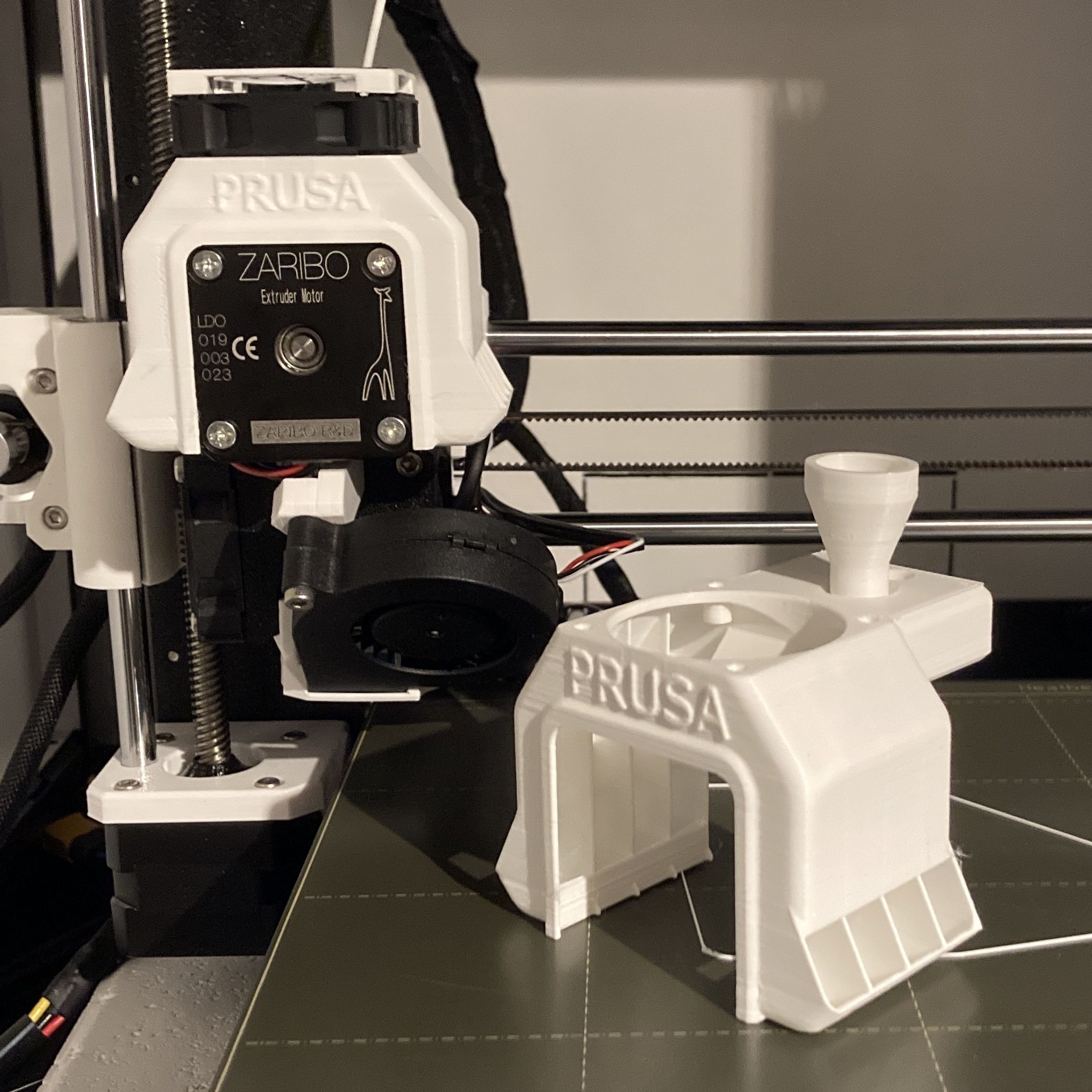
Ich habe jetzt einen 40+er Noctua fan (einen extra hot-end fan von Prusa) auf dieser Haube:
https://www.thingiverse.com/thing:2975582
Das hilft in der Regel. Allerdings hatte ich selbst damit schon mal clogging. Ob das bei der derzeitigen Sommerhitze ausreicht, habe ich in den letzten Tagen nicht ausprobiert.
Ich meine, gestern in den commit-messages von firmware oder slicer etwas gesehen, zu haben, was die Extrudertemp etwas absenkt. Ich finde es gerade aber nicht.
RE: Extruder klackert und zieht kein PLA mehr ein
@troubadix
an einen zusätzlichen Lüfter hatte ich auch schon gedacht, kann mir aber ehrlich gesagt nicht vorstellen, dass es bei einer Motortemp. von 40 Grad was bringen könnte.
Den PSlicer hatte ich auch schon in Verdacht. Vor ein paar Tagen wurden nämlich die Profile aktualisiert und seitdem habe ich die Probleme, könnte aber auch nur ein großer Zufall sein. Danke nochmal für den Hinweis. Der Sache werde nachgehen.
RE: Extruder klackert und zieht kein PLA mehr ein
@troubadix
wie hast du den zweiten Lüfter eigentlich angeschlossen?
RE: Extruder klackert und zieht kein PLA mehr ein
@troubadix
wie hast du den zweiten Lüfter eigentlich angeschlossen?
noch sehr provisorisch an einem separaten, regelbarem Netzteil, idR. bei 4V. Ich drucke aber nicht so viel und habe im Moment noch dringenderes. Andere habe Extra-Steckverbindungen zum Hotend-Lüfter.
Wenn Du außen am Motor 40 Grad C gemessen hast, wird der innen erheblich wärmer sein. Die Motorwelle, auf der das Extruderritzel ist sitzt zentral im Motor. Da der Wärmetransport ja bekanntlich bei Wärmeleitung stets vom wärmeren zum kälteren stattfindet, wird die Motorwelle mit der Zeit relativ warm.
Wenn man bedenkt das bei PLA die Glastemperatur, je nach Blend schon ab 45 Grad anfängt, ist eine Kühlung der Außenfläche des Motors durch freie Konvektion schnell unzureichend, insbesondere wenn die Temperaturdifferenz zu einer im Sommer warmen Umgebung geringer wird.
Ach ja, in den Updatemeldungen vom prusa-slicer war die Bemerkung mit der Extruder-temp.
RE: Extruder klackert und zieht kein PLA mehr ein
@troubadix
ich hatte den gleichen Druck mit identischem GCODE nochmal mit einem anderen PLA Filament gedruckt. Diesmal ohne Probleme. Den Zusatzlüfter werde ich aber trotzdem anbringen und den Druck mit dem Unicofil erneut starten.
Hast du vielleicht eine Quelle zu der Updatemeldung? Ich konnte auf die Schnelle nichts finden.
RE: Extruder klackert und zieht kein PLA mehr ein
Im englischsprachigen Forum wird berichtet, dass die Standard Heatbreak nicht das gelbe vom Ei ist und es wird ein Upgrade auf die Titanium Heatbreak empfohlen. Ich probiers aber erstmal mit dem Zusatzlüfter.
Anbei noch ein Video von einem gescheiterten Druck:
RE: Extruder klackert und zieht kein PLA mehr ein
Ja, das Knacken des Extruders, das man im Video hört kenne ich.
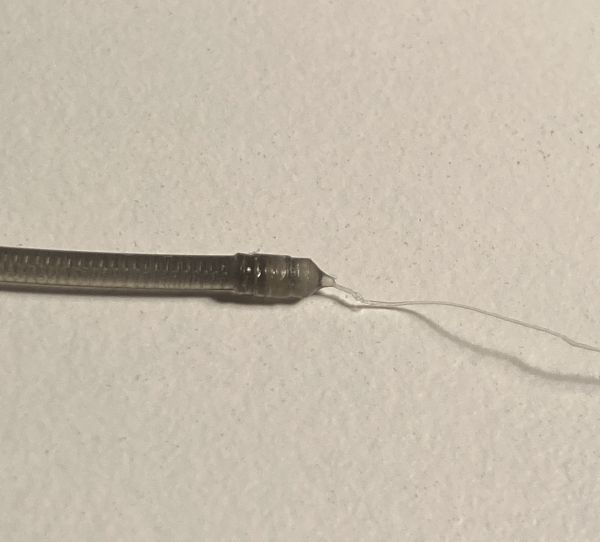
Verwendet man PLA und kommt kein Filament aus der Düse und der Extruder knackt mehrmals, besonders wenn es warm ist,
ist es gut möglich, das die Düse gar nicht verstopft ist. Stattdessen kann das Filament am Extruderritzel zu
warm und damit zu weich geworden sein, so daß das Ritzel das Filament außen weggefräst ("weggeknackt") hat.
Dann greift das Ritzel ins Leere und kann logischerweise nicht mehr am Filament schieben, um hydraulischen
Druck in der Düse aufzubauen. Hat man anschließend z.B. einen Cold-Pull gemacht, um die Störung zu beheben,
ist die weggefräste Stelle am herausgezogenen Filamentstück (etwas weiter oben) gut zu sehen.
Für diesen Fehler ausschlaggebend ist die Temperatur, die das Filament(!) am Ritzel hat. Diese hängt nicht
allein von der Temperatur des Extrudermotors ab.
Wird ständig (kühleres) Filament nachgefördert, tritt der Effekt u.U. später oder gar nicht auf. Wird umgekehrt
kurzzeitig wenig Filament gefördert weil z.B. gerade Stellen mit vielen Unterbrechungen/Retracts oder sehr kurzer Layerdruckdauer,
gedruckt werden, hat das Filament am Extruderritzel mehr Zeit warm zu werden. Dort hatte ich anfangs öfter Probleme.
Mit dem Heatbreak aus Titan habe ich bisher keine Erfahrung.
Die angesprochene Startup Message finde ich auch nicht.
Ich weiß gar nicht, ob die letzten im Prusa-Slicer noch aufrufbar sind.
Oft hat man schon zu viele offene Punkte und will "nur" drucken statt sich durch noch
ein weiteres Problem immer weiter zu verzetteln und klickt die Message notgedrucken erstmal weg weg.
Auch im repository https://github.com/prusa3d/PrusaSlicer-settings,
das ich jetzt gerade zum ersten Mal ansehe, finde ich die Extrudernotize
auf ersten Blick nicht. Whatever.
Tipp: Mach Dir mal einen Indikator auf die Extruderwelle damit Du besser beobachten kannst, wie die dreht.
Viele befestigen den mit einem kleinen Zylindrischen Magnet stirnseitig auf der Welle. Ich hab meinen
mit einem Hauch Sekundenkleber angeklebt. Vorlagen für jeden Geschmack gibts bei prusaprinters oder
thingiverse reichlich.
RE: Extruder klackert und zieht kein PLA mehr ein
@troubadix
Das macht Sinn. Die Raumtemp. ist in den letzten Tagen um 5 Grad gestiegen. Mittlerweile liegt sie bei 25 Grad.
Ich hatte deinen verlinkten Fan Adapter vor ein paar Stunden gedruckt und auch schon den ersten 3h Druck mit Impact PLA Filamanent von Fiberlogy laufen. Die Temperatur hat die 33 Grad Marke nicht überschritten! Hätte nicht gedacht, dass der kleine Noctua Hotendlüfter soviel Power hat 👍
Angeschlossen direkt am Einsy Board. Der Lüfter läuft so permanent.

Wie sich eben rausgestellt hat besteht das Problem mit dem PLA von UniCoFil weiterhin.
Direkt beim Einziehen fing er an zu rattern, als wären 215 Grad nicht genug. Habe die Temp. auf 230 Grad gestellt und lass ihn jetzt mal drucken. Ich glaube langsam die haben mir PETG in den Karton gepackt.
edit: da man bei montiertem Lüfter nur sehr schwer an die Filamentöffnung kommt, habe ich noch eine modifizierte Version gedruckt. Vorteil ist, dass man die Halterung mit einer Schraube befestigen kann. Der Original hat zwar auch gut gehalten, aber so kann ich ruhiger schlafen.
RE: Extruder klackert und zieht kein PLA mehr ein
@max-distortion
Hi Max,
mit dem UniCoFil musst Du im schlimmsten Fall recht viel probieren. Da sind die angegebenen Werte, zumindest bei meinem Setup, nur Richtwerte gewesen. Ich habe einige verschiedene Filamente (alles PLA) von den in Gebrauch. Besonders die "seidigen" stellen sich bei hohen Temperaturen der beteiligten Mechanik ziemlich zickig an. Dem entsprechend wird der Lüfter sicher nicht schlecht sein.
Bei UniCoFil hatte ich leider auch mal eine verunreinigte Rolle. Diese wurde zwar anstandslos ersetzt, hat sich aber in der Zeit vor Feststellung extrem seltsam verhalten. Dort hatten die Einschlüsse scheinbar eine andere Schmelztemperatur wie das eigentlich Filament. Glücklicherweise waren die dann bei genauerem Hinsehen gut erkennbar.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Extruder klackert und zieht kein PLA mehr ein
@kai-r3
Hi Kai,
danke für den Hinweis, das werde ich auf jeden Fall prüfen und ggf. auch den Hersteller anschreiben. Laut der Herstellerseite wird eine Drucktemp. zwischen 190 und 200 Grad empfohlen.
Temptower: 240 - 190 Grad - bei 205 Grad fing er wieder an das Filament nicht mehr einzuziehen. 230 scheint der Sweetspot zu sein - für PLA! So etwas ist mir noch nicht untergekommen 😀


RE: Extruder klackert und zieht kein PLA mehr ein
Wie sich rausgestellt hat, lag der Fehler bei mir.
Das von mir bestellte Filament ist aktuell nicht mehr auf der Hestellerseite aufgeführt. Ich hatte die empfohlene Drucktemperatur einer anderen Sorte, die auf den Produktbildern allerdings identisch zu meinem bestellten aussieht, übernommen 🙄
(PLA Rauchquarz-Klar vs PLA Rauchquarz)
Empfohlene Temp: 210 - 230 (auf der Rolle auch aufgedruckt. Um den Aufdruck lesen zu können, hätte ich die Rolle aus meiner Samla Box ausbauen müssen. Dazu war ich anfangs zu faul und hatte mich auf die "falschen" Herstellerangaben verlassen)
Laut Hersteller kann es aber auch sein, dass je nach Extruder und Druckgeschwindigkeit 235-240 Grad anzupeilen sind.
RE: Extruder klackert und zieht kein PLA mehr ein
@max-distortion
Oh ja, das kenne ich auch. Das ist einer der Gründe warum ich gerne mal mich selbst überprüfe zu Anfang einer Fehlersuche.
Ich hatte das in ähnlicher Form auch schon. Bei mir war es dann PET statt PLA und die strukturierte statt der glatten Platte.
Erst bekam ich nichts zum halten, und dann klackte der Extruder. Im Nachhinein dann ja klar, Temps zu niedrig und der Abstand zum Bett zu hoch....... Immer schön wenn man dann doch noch den Fehler findet.
Ich drucke einige PLA Sorten übrigens auch mit bis zu 230°.
P.S. Es ist aber auch ein wenig fies wenn der Hersteller dann etwas nahezu identisches in Programm aufnimmt.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Extruder klackert und zieht kein PLA mehr ein
@kai-r3
das kenne ich irgendwo her 😀
Ein vermeintliches Problem, dass man selbst verschuldet hat, zieht immer weitere Kreise, bis der Drucker schließlich gar nicht mehr läuft.
Es ist schon etwas merkwürdig, dass der Hersteller die Filamentsorte direkt aus dem Shop genommen hat, obwohl er sie in ca. 2 Wochen wieder auf Lager haben soll. Andere Sorte, die aktuell nicht lieferbar sind, sind schließlich auch noch gelistet.
RE: Extruder klackert und zieht kein PLA mehr ein
@max-distortion
Ja, manchmal sind solche Handlungen schwer nachvollziehbar. Sie werden sicher gute Gründe gehabt haben.
Qualitativ ist das Filament das ich bislang von denen hatte (bis auf den kleinen Ausrutscher) aber tadellos.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Extruder klackert und zieht kein PLA mehr ein
@kai-r3
ich bin soweit auch zufrieden. Habe hier noch 2 weitere Filamente von Unicofil liegen (Holz + Papier), die sich auch gut drucken lassen.
RE: Extruder klackert und zieht kein PLA mehr ein
Servus,
ich habe auch das Problem mit dem klackern wenn das Zahnrad durchdreht siehe Video . Ich drucke mit PETG Transparant von Goedis.
Es schein abhängig von zu druckenden Objekt zu sein. Manche Modelle klappen ohne Fehler. Bei anderen Modellen nur die ersten 2 Layer.
Ich bin jetzt mal testweise auf 260 Grad gegangen. Keine Änderung! Ich verstehe nicht warum bei der Nozzle nichts mehr rauskommt und der weiter transport nicht mehr funktioniert. Entferne ich das Filament ist es nach dem Zahnrad teilw. leicht gestaucht. Ich zwicke es ab u. ziehe es raus und starte neu. Das Filament läuft wieder durch als wäre nichts.
Grüße Bernie
RE: Extruder klackert und zieht kein PLA mehr ein
@be_st
troubadix hatte es glaube ich weiter oben erwähnt. Es könnte mit einem zu hohen Retract zusammenhängen.
Für PETG liegt er bei 0.8 mm Länge. Vielleicht mal auf 0.6 mm setzen.
Hast du auch mal ein anderes PETG Filament ausprobiert, vielleicht eins das nicht transparent ist?
p.s.: aktuell drucke ich rotes, transparentes PETG von Fiberlogy ohne Probleme. Das transparente PLA von Unicofil habe ich aussortiert. Mal hat der gleiche Druck geklappt und mal hing der Extruder direkt beim ersten oder zweiten Layer.
RE: Extruder klackert und zieht kein PLA mehr ein
@be_st
Einen gestoppten Volumenfluß und knackenden Extruder hatte ich bisher nur bei PLA, nicht bei PETG. Das ist bei mir bislang ausschließlich Prusament, auch das clear ist dabei.
Der Filamentvolumenstrom ist kann auch dann gering sein, wenn die Schichtdruckdauer kurz ist. Das ist im prusa-slicer zu sehen unter: Filamenteinstellungen|Kühlung|Kühlungsschwellwerte|"Langsamer drucken, wenn die Schichtdruckzeit geringer ist als" default 20s.
Den defaultwert brauchte ich aber nicht reduzieren.
Im Prusa-slicer kann man sich nach dem slicen auf der Druckplatte den Merkmalstyp "Volumetrische Flußrate" anzeigen lassen.
Das Video lief bei mir im Firefox leider nicht. Im Allgemeinen geht das bei mir aber.
Ist das ein Original Prusa I3MK3s, nutzt Du den prusa-slicer, welches (PETG-)Profil und ist, abgesehen von der Temperatur alles default? Und meinst Du mit dem "rausziehen" einen sogenannten "cold-pull"?
Ich gehe davon aus, daß die Federkraft am Extruder ok ist.
Man könnte nochmal prüfen, ob die Nuten der Extruderritzel evtl. mit Filamentresten zusitzen und ob sich das in der Klappe leicht drehen läßt. Ist wahrscheinlich ok, da die ja anfangs einwandfrei fördern. Nachgucken kann trotzdem nicht schaden.
Ist das Filament von goedis.de? Kenne ich bisher nicht. Deren Firmensitz ist dem Impressum nach in Malta. Der Ort ist ja berüchtigt für Briefkastenfirmen. Da würde ich persönlich nicht bestellen, selbst wenn die aus Hessen verschicken.
RE: Extruder klackert und zieht kein PLA mehr ein
@be_st
troubadix hatte es glaube ich weiter oben erwähnt. Es könnte mit einem zu hohen Retract zusammenhängen.
Für PETG liegt er bei 0.8 mm Länge. Vielleicht mal auf 0.6 mm setzen.
Hast du auch mal ein anderes PETG Filament ausprobiert, vielleicht eins das nicht transparent ist?
p.s.: aktuell drucke ich rotes, transparentes PETG von Fiberlogy ohne Probleme. Das transparente PLA von Unicofil habe ich aussortiert. Mal hat der gleiche Druck geklappt und mal hing der Extruder direkt beim ersten oder zweiten Layer.
Danke für deine Nachricht. PETG von Prusa funktioniert. Werde ich mal testen mit 0.6mm Danke!