RE: Nouvelle propriétaire d’une MK3S et déjà des soucis?
Au vu de mon logo Prusa il me semblait être en overextrusion mais les mesures semblent coherentes entre elles donc.
pour imprimer un benchy avec mon nouveau coefficient comment dois je faire? Je n’ai qu’un fichier .gcode.
par contre j’ai le stl du cube donc je vais le reimprimer et refaire mes mesures pour verifier qu’on est bon.
RE: Nouvelle propriétaire d’une MK3S et déjà des soucis?
Tu dois créer un nouveau profil filament et mettre le coefficient d'extrusion que tu as calculée...
Dagoma Neva, Prusa Mk3s, Anycubic Photon Mono X 6k et Wash&Cure Plus.
RE: Nouvelle propriétaire d’une MK3S et déjà des soucis?
Oui ça j'ai vu où je dois le faire. Mais j'ai un fichier .gcode pour le benchy sur la carte SD de l'imprimante: comment je peux modifier ce code avec la nouvelle valeur de l'extrusion? C'est ma question 😊
RE: Nouvelle propriétaire d’une MK3S et déjà des soucis?
Ah. Tu ne peux pas ^^ Le gcode est généré pour une configuration donnée, tu peux à la rigueur modifier la température ou des choses comme ça, mais si tu regardes les valeur de déplacement, tu verras qu'il y a une valeur E à chaque ligne. Ces valeurs sont calculés pour chaque mouvement, chaque couche, en fonction des vitesses, extrusions, rétractations et autres de ton slicer. Virtuellement impossible de les modifier à la main... Bref, il te faut "trancher" toi-même ton modèle pour générer ton propre gcode dans Prusa Slicer, désormais.
Dagoma Neva, Prusa Mk3s, Anycubic Photon Mono X 6k et Wash&Cure Plus.
RE: Nouvelle propriétaire d’une MK3S et déjà des soucis?
T'inquiètes pas, la plupart des mes prusaments sont à 1.02. Comme le dit Olivier, lorsque tu tranches ton modèle, le G-code qui est crée l'est avec tes propres paramètres d'extrusion. Le fichier originel l'a été fait par Prusa et un coefficient de 1 (dus moins je pense si il ont appliqué les paramètres par défaut) Si tu tranches avec 2 coefficients différents, tu remarquera que le E n'est plus le même, et ce sur l'intégralité du fichier (c'est aussi valable pour le paramètre de densité).
Pour le cas ou tu voudrais avoir un nouveau G-code avec un coefficient d'extrusion différent, il faut télécharger le benchy en STL et le trancher avec ton slicer et tes propres paramètres.
MK3S(MMU2S), MK3S(Single), Fusion 360, Blender (débutant), Openscad
RE: Nouvelle propriétaire d’une MK3S et déjà des soucis?
OK. J'ai trouvé un benchy en STL sur le site Thingiverse. Je l'ai slicé avec le coefficient à 1,02 et j'ai lancé l'impression. Résultats demain. Je réimprimerais le cube aussi.
Merci beaucoup pour votre aide,
RE: Nouvelle propriétaire d’une MK3S et déjà des soucis?
OK. J'ai trouvé un benchy en STL sur le site Thingiverse.
Tu as tous les STL originaux, en version "Prusa", ici: https://www.prusa3d.com/printable-3d-models/
Dagoma Neva, Prusa Mk3s, Anycubic Photon Mono X 6k et Wash&Cure Plus.
RE: Nouvelle propriétaire d’une MK3S et déjà des soucis?
pour imprimer un benchy avec mon nouveau coefficient comment dois je faire? Je n’ai qu’un fichier .gcode.
Ah. On était dans le faux, les copaings (oui, je suis toulousaing, l'accent c'est important, même à l'écrit).
On en apprend tous les jours sur Facebook. Je n'ai toutefois pas essayé ce qui suit:
Dagoma Neva, Prusa Mk3s, Anycubic Photon Mono X 6k et Wash&Cure Plus.
RE: Nouvelle propriétaire d’une MK3S et déjà des soucis?
@olivier-saraja
MDR!
MK3S(MMU2S), MK3S(Single), Fusion 360, Blender (débutant), Openscad
RE: Nouvelle propriétaire d’une MK3S et déjà des soucis?
Je ne sais pas si cela est lié mais quand j'imprime il y a un paramètre que je peux modifier qui s'appelle flow et qui est a 100%. Par contre il est toujours a 100% au démarrage, du coup si je ne me trompe pas cela devrait correspondre a la valeur renseignée dans le slicer.
Si le benchy a été tranché avec une valeur a 1 et bien il faudrait mettre 95 pour avoir une extrusion a 0.95 par exemple.
Encore une fois je ne suis pas sûr de ce paramètre.
RE: Nouvelle propriétaire d’une MK3S et déjà des soucis?
En tête de gcode? C'est en fait le récapitulatif des principaux paramètres qui ont servi au tranchage du fichier, pour pouvoir comparer plusieurs versions de tranchage du même modèle. Ce sont des commentaires, en gros...
Dagoma Neva, Prusa Mk3s, Anycubic Photon Mono X 6k et Wash&Cure Plus.
RE: Nouvelle propriétaire d’une MK3S et déjà des soucis?
@olivier-saraja
Non, sur l'écran LCD pendant l'impression. Tu peux jouer sur les températures, vitesse d'impression, refroidissement et j'ai un paramètre flow qui devrait correspondre a l'extrusion.
RE: Nouvelle propriétaire d’une MK3S et déjà des soucis?
Ah, oui. Je t'ai mal compris, désolé. Oui ça applique apparemment le modificateur à la valeur utilisée dans le Slicer. J'ai récemment corrigé une sévère sous-extrusion que j'ai eu suite à un cafouillage de ma part. J'ai pas osé trop joué avec la molette, toutefois...
Dagoma Neva, Prusa Mk3s, Anycubic Photon Mono X 6k et Wash&Cure Plus.
RE: Nouvelle propriétaire d’une MK3S et déjà des soucis?
@nabil-m
Ce flow est modifié par le Gcode une fois que l'impression à démarré et après la ligne d'intro en bas de plateau.
(M221 S{if layer_height<0.075}100{else}95{endif})
Il remis à 100 à la fin de l'impression. Avec des paramètres de tranchage standard il est normalement à 95% pendant l'impression. Je pense qu'il s'agit plus d'une histoire de maintient de la pression dans la buse avec les couches très fines de façon à ce que le filament soit bien poussé en dehors. Au delà le filament est censé avoir assez de place pour s'extraire.
Il est réglable, comme tu le dis avec le bouton, mais cela va t'apporter une aide sur 1 impression et tu devras le réactualiser à chacune, et rien ne dit qu'il sera valable pour la suivante.
En faisant tes profils filaments dans ton slicer, c'est beaucoup plus précis pour régler tes paramètres filaments et tu peux agir sur beaucoup plus de points (température, coefficient, rétraction, refroidissement, etc...) indifféremment des autres. Ceux-là seront enregistrés.
Après quelques tâtonnements, j'ai réussi à me créer un profil par bobine et ça me simplifie grandement le tranchage. Depuis que j'ai l'imprimante, j'ai loupé 2 pièces (à cause de warping sur de l'ABS mais je sais maintenant que je ne dois pas dépasser certaines dimensions avec ce type de plastiques). Pour les autres, que du bonheur.
MK3S(MMU2S), MK3S(Single), Fusion 360, Blender (débutant), Openscad
RE: Nouvelle propriétaire d’une MK3S et déjà des soucis?
@olivier-saraja
Super! je vais pouvoir le bidouiller! Merci
RE: Nouvelle propriétaire d’une MK3S et déjà des soucis?
Bonsoir
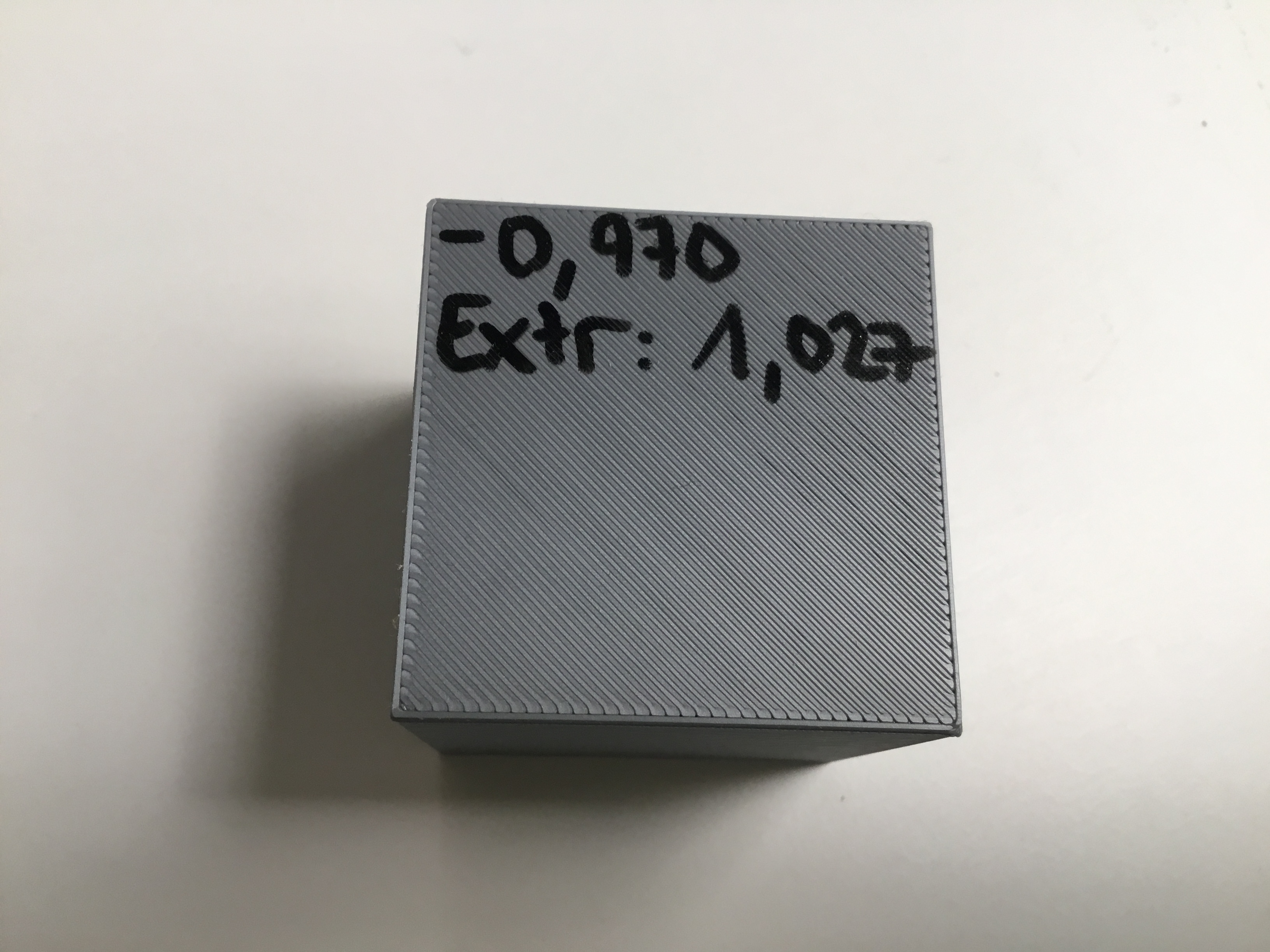
test d’impression avec le nouveau coeff d’extrusion à 1,027:
le cube: mesures faites au micromètre on est à 0,455 ce qui semble être très bon

ensuite le benchy avec le même reglage: ben là je suis déçue. En haut le benchy avec extrusion à 1 et en bas avec extrusion à 1,027.
que feriez vous à ce stade?
RE: Nouvelle propriétaire d’une MK3S et déjà des soucis?
L'un a été slicé par tes soins et l'autre était sur la SD?
Celui de la SD est optimisé... A quelle température as-tu slicé ton benchy? Je dirais que c'est un peu chaud.
Les principaux paramètres du benchy de la carte SD:
; external perimeters extrusion width = 0.45mm
; perimeters extrusion width = 0.45mm
; infill extrusion width = 0.45mm
; solid infill extrusion width = 0.45mm
; top infill extrusion width = 0.40mm
; first layer extrusion width = 0.42mm
Températures: 215/60
Qu'as-tu de ton côté, à titre de comparaison? C'est peut-être une fausse piste, mais creusons-la 🙂
Dagoma Neva, Prusa Mk3s, Anycubic Photon Mono X 6k et Wash&Cure Plus.
RE: Nouvelle propriétaire d’une MK3S et déjà des soucis?
@olivier-saraja
Les parois de ton cube de test en impression vase dois avoir combien d'épaisseur ? Tu note 1 périmètre, tu a voulu dire 1 milimètre ?
il se trouve sur la carte SD ou il faut le créer ?
RE: Nouvelle propriétaire d’une MK3S et déjà des soucis?
@bill-scott59250
Il faut le créer (mais ça se télécharge aussi, cf l'article sur la base de connaissance). Un périmètre avec le réglage de base, en buse de 0.4 mm, fait 0.45 mm d'épaisseur...
Dagoma Neva, Prusa Mk3s, Anycubic Photon Mono X 6k et Wash&Cure Plus.
RE: Nouvelle propriétaire d’une MK3S et déjà des soucis?
@olivier-saraja
De mémoire le benchy du bas a été slicé par mes soins effectivement pour avoir l’extension à 1,027. J’ai pris un fichier sur thingiverse et j’ai slicé. De mémoire la température est de 210/60. Jusqu’à présent j’imprimais en 215.
je vais refaire le benchy en partant du fichier Prusa avec mon extrusion à 1,027 et les réglages de Prusa. J’espère que c’est que ça.
merci pour l’aide.