Konzultace prvního 3D výtisku (PLA)
Ahoj všichni, tak stavebnici jsem úspěšně složil. Místy to nebylo úplně jednoduché, ale díky za stavebnici a parádně strávený den u ní 😀
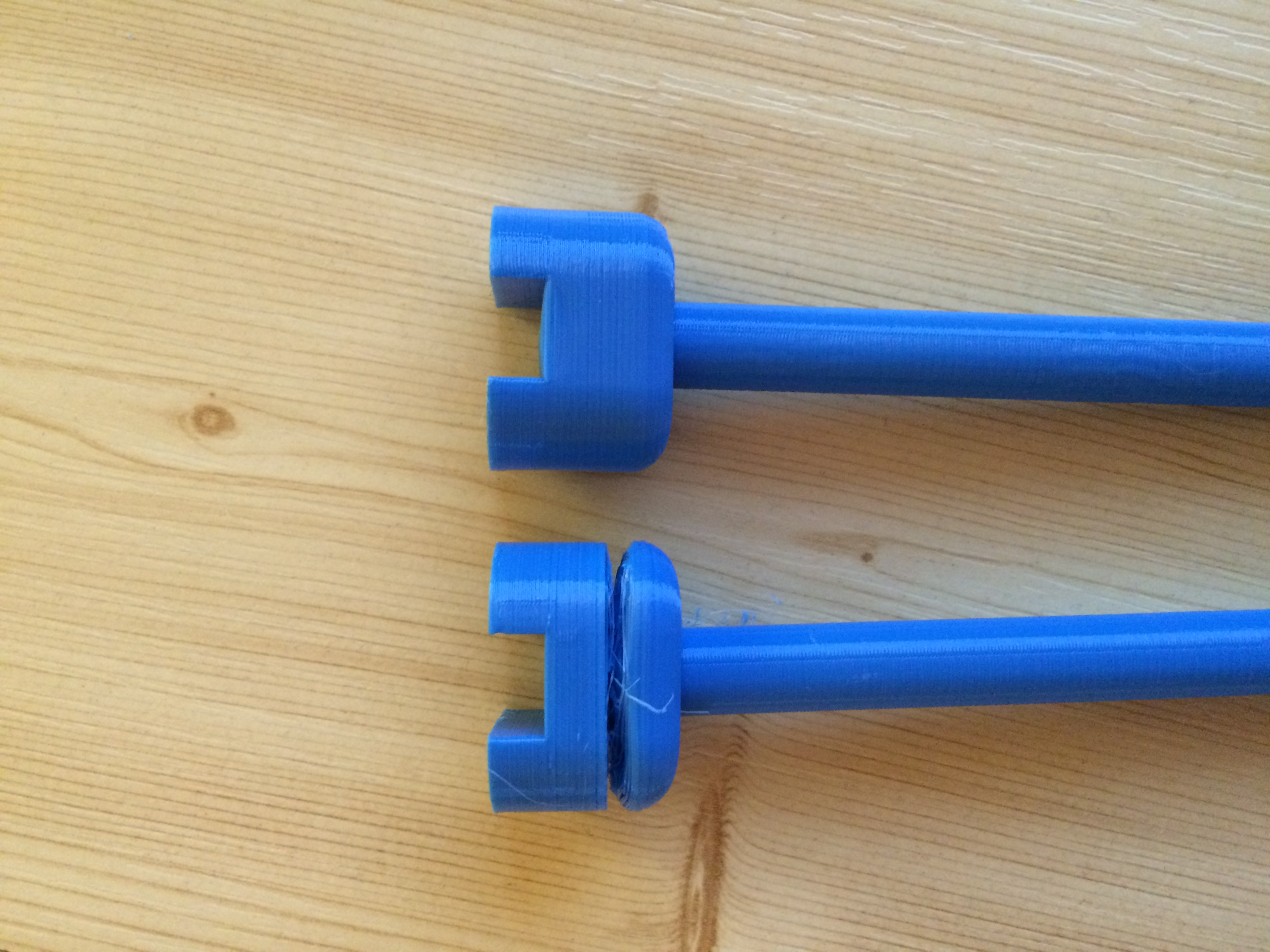
Jako první model, tedy druhý (první byl test loga PRUSA) jsem zkoušel vytisknout vlastní návrh stojánku na telefon. Nicméně chtěl bych se poradit a zeptat zkušenějších 3D tiskařů ohledně pár drobností na vytisknutém modelu.
Celý model je jakoby zkroucený - výška modelu měla být 50 mm, ale kolísá od 49,6 do 50,3 mm. Ale největší problém vidím v občasném "vynechávání" při kladení vrstev. Čím by to mohlo být způsobeno? Na modelu je to patrné především cca v 1/3. S vrchní stranou jsem spokojen, při detailnějším nastavení to bude úplně perfektní. Na pár místech je lehce odšťíplá hrana - to jsem zkoušel rázovou odolnost "hodem o zem" 🙂
Materiál je modrý PLA 1,75 mm. Nastavení slic3ru 0,200mm NORMAL viz GCODE Model byl tisknut na dvakrát, cca v polovině byl tisk pozastaven. Tryska v průběhu chladla z 210 °C až na cca 198 °C (teď už vím, že mám radiální ventilátor stáhnout na nižší otáčky).
Díky moc 🙂
Fotky a náhled modelu v 123D:





Best Answer by Fidla:
Tak sem to znova rozebral, a pravda, v trysce byla spečenina PLA - odvrtal sem 2kou vrtákem a ted to tiskne zatím bez defektů 🙂
Re: Konzultace prvního 3D výtisku (PLA)
Tak co sem tak přemýšlel, tak problém bude pravděpodobně v 💡 :
1) chladnutí trysky pod 200 °C (příliš vysoké otáčky ventilátoru) - snížím otáčky
2) nevhodné namotávání filamentu z cívky, kdy extruder občas neměl dostatečné množství filamentu - vyřeším podávání filamentu
3) malý počet perimetrů (2) - zvýším na 3-4
4) příliš vysoká vrstva (0,2 mm) - nastavím 0,1 a první vrstva 0,2
5) použití Slic3ru ke generování GCODE namísto Simplify3D - zakoupím simplify 🙂
Model tedy zkusím vytisknout znova s přihlédnutím k výše uvedenému 🙂
Re: Konzultace prvního 3D výtisku (PLA)
Snížil jsem otáčky ventilátoru, aby teplota neklesala pod 210 °C, navíc teď generuju GCODE ze Simplify3D a vyřešil jsem nevhodné namotávání filamentu z cívky ➡ výsledek je stále stejný. Místy prostě tryska nedávkuje materiál tak jak má, resp. chvíli dávkuje a chvíli vytéká nepravidelný tok filamentu.
Může mi prosím někdo poradit, kde je/dělám chybu?


Podávací kolečko se neprotáčí, filamentu nic nebrání v průchodu, trysku čistím přiloženou jehlou. Zkoušel jsem extruder rozebrat a teflonová trubička není nijak vysunuta, nebo poškozena.
Ovšem jednou se mi stalo, že se na kostce co je nad tryskou objevily kapky roztaveného černého plastu (případně zašpiněný, nebo smíchaný ten modrý PLA co tisknu) - viz foto.

Re: Konzultace prvního 3D výtisku (PLA)
Ahoj, dobre ze se poustis do vlastnich modelu!
Nemam sice zkusenosti s PLA a kdyz tisknu s XT-CF tak mam take stale dost problemu. Myslim ze tisknout z ABS je podle me snazsi, aspon na zacatek a to vcetne vychozich nastaveni slic3ru - tam nemusis resit nastaveni vetraku, rychlosti a vsechno proste funguje.
Nicmene podle toho posledniho tisku to vypada jako kdyz mas prilis vysoko trysku. Napecky na trysce jsou normalni a nemeli by delat problemy.
Re: Konzultace prvního 3D výtisku (PLA)
Díky 🙂
Momentálně jsem vyzkoušel vyčistit rysku a nový profil od Průši do Simplify a je to lepší, ale stále se mi v určité části modelu tvoří ty přerušované perimetry 🙁
Re: Konzultace prvního 3D výtisku (PLA)
Něco podobného u mně způsobovala přicpaná tryska, i když to vypadalo,že je průchozí. Jenže při tisku ten materiál musí ven a při retrakci podstatně rychleji, než při zavádění filamentu, kdy se zdálo, že je vše v pořádku. Jehlou jsem to čistil taky a bez výsledku. Pokud je tam nějakà spečenina, tak ji člověk jen honí sem a tam. Já jsem použil vrtáček se špičkou k dremlu a pouze v ruce jemným otáčením vrtáčku mezi prsty "ODVRTAL" všechen filament z trysky. Opravdu se to musí dělat z citem, aby vrtáček nepoškodil trysku, hlavně u konce. Mě ten problém nastal po tavení ABS na 255 stupňů. Teď zhruba týden to chodí opět perfektně. Jinak pokud je uvnitř spečenina, tak ji nerozpustí ani aceton, proto ten vrtáček. Ještě vyzkoušej přítlak na zubatici, malé přeskočení není slyšet, ale na výtisku se to projeví.
Re: Konzultace prvního 3D výtisku (PLA)
Tak sem to znova rozebral, a pravda, v trysce byla spečenina PLA - odvrtal sem 2kou vrtákem a ted to tiskne zatím bez defektů 🙂
Re: Konzultace prvního 3D výtisku (PLA)
Tak to je paráda...snad to vydrží 