Prusa Slicer (2.0.0) + MMU2: tvaru hrotu filamentu
Zdravím 3D Průšaře,
PROBLÉM: často se mi zasekává při výměnách u vícebarevném tisku filament v oranžové trubici mezi extruderem a MMU2 (někdy i jinde). Tyto zaseknutí bývají z 99% vlivem nesprávného tvaru hrotu (špičky) filamenetu.
PARADOX: Prusa Slicer disponuje nastavením (Parametry při výměně+Parametry rapidní extruze), ale nastavení této funkce je z nějakého důvodu ze strany výrobce (Průša) tajeno. Na mé konkrétní dotazy (s fotkami hrotů) kterým že parametrem mohu hrot zkrátit-zeslabit... nedokázal nikdo z Průša Podpory odpovědět jinak, než "ať zkouším měnit jednotlivé parametry" = to je pro mně onen PARADOX.
Pozoruji, že tento problém by rádo vyřešilo nemálo uživatelů nicméně nastavení, které Prusa Slicer k tomuto účelu má, je popsáno tak, že není snad nikdo schopen na jeho základě JEDNOZNAČNĚ upravit parametry tak, aby dopředu tušil jaký vliv bude změna parametrů mít na tvar hrotu (případně i na jiné vlastnosti tisku).
KONKRÉTNÍ DOTAZY - modelové situace:
1) Špička je příliš tlustá - JAK ZMENŠIT TLOUŠŤKU ZAKONČENÍ?
2) Špička má dlouhé vlasové zakončení (1-3 cm) - JAK SE ZBAVIT VLASOVÉHO ZAKONČENÍ?
3) Příliš dlouhá špička (a asi i silnější zakončení) - JAK ZKRÁTIT DÉLKU?
Možná vidím svět příliš jednoduše, ale přestavuji si, že mi někdo jednoznačně řekne "délku hrotu zmenšíš snížením hodnoty parametrů X,Y,...".
Mám s Průša Podporou jen dobré zkušenosti, jsou to fajn lidi, ale odpověď na tyto dotazy mmě (a asi nejem mně) nikdo nedokázal dát.
Jsem-li jediným, kdo by stál o tyto odpovědi, tak se omlouvám za zbytečně založené Téma fóra.
Budu moc rád, když mi někdo poskytne odpovědi na mé dotazy.
s úctou Václav Paták
tel.721812355
e-mail: [email protected]
RE: Prusa Slicer (2.0.0) + MMU2: tvaru hrotu filamentu
Na velikost a délku špičky má vliv teplota. Zkus ji snížit.
RE: Prusa Slicer (2.0.0) + MMU2: tvaru hrotu filamentu
K bodu 1 bych měl teorii - kvůli problémům s ucpáváním trysky filamentu jsem se dočetl, že Průša používá jiný tvar heatbreaku a směrem k trysce má heatbreak rozšířen vnitřní průměr díry z 2.0mm na 2.2mm, údajně kvůli lepšímu chování s MMU. Uživatelé s problémy ucpáváním filamentu vyměňují heatbreak za originál E3D, který má vnitřní průměr díry 2.0mm po celé délce a chová se to lépe, ale jedná se o uživatele bez MMU jednotky.
Jak by se originál heatbreak choval s MMU jednotkou, nevím, ale mohlo by to vyřešit tvůj problém s tlustou špičkou filamentu.
RE: Prusa Slicer (2.0.0) + MMU2: tvaru hrotu filamentu
Díky za tip Vladimíre, chápu že teplota délku ovlivní, ale přeci jen bych rád našel řešení v "nástroji k tomu určeném" tedy v "parametrech při výměně". Navíc teplotu mám optimalizovanou pro "dobrý tisk" podle teplotní věže pro každý konkrétní filament (šlo by to řešit úpravou G-code, ale to se mi nechce).
Každopádně dík za tip.
RE: Prusa Slicer (2.0.0) + MMU2: tvaru hrotu filamentu
K bodu 1 bych měl teorii - kvůli problémům s ucpáváním trysky filamentu jsem se dočetl, že Průša používá jiný tvar heatbreaku a směrem k trysce má heatbreak rozšířen vnitřní průměr díry z 2.0mm na 2.2mm, údajně kvůli lepšímu chování s MMU. Uživatelé s problémy ucpáváním filamentu vyměňují heatbreak za originál E3D, který má vnitřní průměr díry 2.0mm po celé délce a chová se to lépe, ale jedná se o uživatele bez MMU jednotky.
Jak by se originál heatbreak choval s MMU jednotkou, nevím, ale mohlo by to vyřešit tvůj problém s tlustou špičkou filamentu.
Díky za technické info - ale stejně bych na ten tvar špičky rád vyzrál tím "nástrojem k tomu určeném" tedy v "parametrech při výměně".
RE: Prusa Slicer (2.0.0) + MMU2: tvaru hrotu filamentu
Zdravím ,otázky zde už leží docela dlouho. Opravdu není nikdo kdo by objasnil nastavení ? MMU2 mám nově tak zkouším tvarovat špic z PETG. Vypnul jsem Rapidní Extruze to udělalo jakýsi špalek tak pomalu přidávám a rychlostí pohybu v chladící věži se snažím vytvarovat špic.
RE: Prusa Slicer (2.0.0) + MMU2: tvaru hrotu filamentu
@jiri-v11
Zdravím -už jsem na toto téma úplně sám zapomněl. Zkoušel jsem metodou pokus omyl měnit parametry a např. pro ABS používám toto nastavení. Ale myslím, že to bude tiskárna od tiskárny a samozřejmě materiál od materiálu:

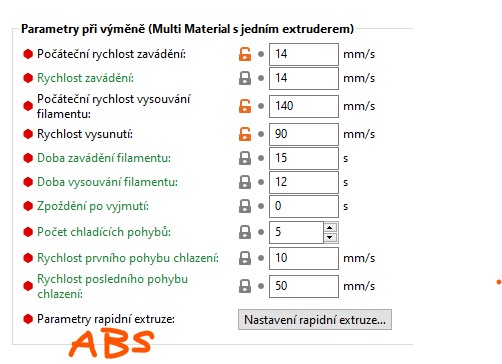
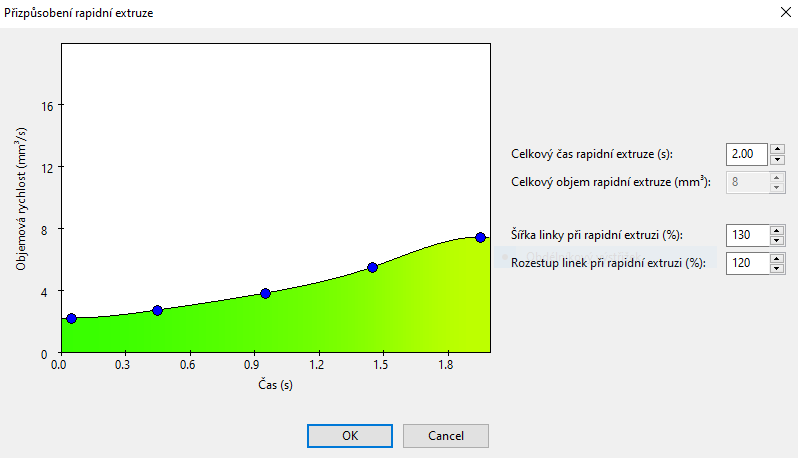
Dle mého je jedním z nejdůležitějších parametrů ovlivňujících tvar "Celkový objem rapidní extruze". Snažím se ho mít obecně pod 20mm3 - u ABS to ám na 13.
Teď nestíhám, ale mrknu se jak to mám u jiných materiálů. 😉
RE: Prusa Slicer (2.0.0) + MMU2: tvaru hrotu filamentu
Zdravím a díky moc - vyzkouším . Teď se snažím o PETG , ale pak začnu s ABS.
RE: Prusa Slicer (2.0.0) + MMU2: tvaru hrotu filamentu
Tak zatím to mám tak:) Material PETG Gembirt teplota 230. Zjímavavé je ,že černá stringuje více.

RE: Prusa Slicer (2.0.0) + MMU2: tvaru hrotu filamentu
Přátele Tiskaři,
dlouhodobě jsem řešil Váš problém, ladil jsem špičky filamentu a neustále jsem měl problémy s výměnnou. Ať jsem dělal co jsem dělal, tak i když byl hrot dobrý neustále jsem měl problémy při výměně Filamentu. Já jsem i předělal MMU2S tak aby se mohl filament po každé výměně ustříhnout 😀 😀
Pořád mi nešlo do hlavy, že je hrot na konci širší než průměr samotného filamentu (viz obrázek)

Jelikož jsem strojař, tak mě napadlo jestli není problém v dílu heatbreak (zde se chladí filament), ale říkal jsem si, já přeci koupil MK3 s MMU2S, tak přeci to musí mít sjednocené. Když jsem měl již dost neustálých problémů s MMU2, tak jsem demontoval heatbreak. Měl jsem doma jeden , který mi zbyl po nějakém upgradu a ejhle průměr díry starého heatbreaku byl 2mm a toho z MK3 byl 2,2 mm. Po výměně jsem nezaznamenal jediný problém.
Je až smutné kolik tiskařů na světě nepoužívá MMU2 pouze kvůli takové banalitě!!!
Jestliže máš konce filamentu po výměně silnější než je průměr vlákna, tak stačí vyměnit heatbreak a je po starostech. Je ovšem důležité si pohlídat vnitřní průměr, musí být 2mm !!!
Pak zjistíš, že nemusíš řešit Rapidní extruzi a jiné nastavení, protože i špička s chlupem nedělá při výměně žádné problémy(MK3S a MMU2S). Jediný problém byl zesílený konec, který neprošel PTFE trubičkou!!

RE: Prusa Slicer (2.0.0) + MMU2: tvaru hrotu filamentu
Díky , díky , díky, Bouri a Jiří Krček
Vyměnil jsem heatbreak za díl s PTFE trubičkou a vnitřním rozměrem 2 mm.
Stal se zázrak.
Špičky jsou pevné a maximalně 1.87 mm tlusté.
Zkušebně tisknu Benchy s 0.2 tryskou a 0.12 výška vrstvy se základním nastavením ve Sliceru pro výměnu filamentu. Teplota 205 °C ale funguje i 215°C. Nastavil jsem objemy čištění na minimum.
Tisk trval 18 h 2 minuty. 579 výměn filamentu.
Zopakoval jsem to 3 x.
Vždy 0 selhání.
Objednal jsem si bi-Metal heatbreak s vnitřním průměrem 1.9 mm. Jsem velice zvědav jak budu úspěšný.
Zkoušel jsem různé úpravy , které mi hodně pomohly . Mám namontovaný Spliter a MMU2S MK3S Extruder Idler with bolt. Ale zásadní změna nastala s heatbreakem.


RE: Prusa Slicer (2.0.0) + MMU2: tvaru hrotu filamentu
@jivo
Ahoj,
jsem rád , že ti MMU2 funguje jak má.
Přeji ti hodně hodin bezproblémového tisku s MMU2.
Jirka
RE: Prusa Slicer (2.0.0) + MMU2: tvaru hrotu filamentu
@jivo
Ahoj,
to je paráda, můžeš prosím přiložit odkazy na konkrétní Heatbreaky, jak 2.0 mm, tak 1,9 mm?
Díky
Jarda
RE: Prusa Slicer (2.0.0) + MMU2: tvaru hrotu filamentu
@jaroslav-kopecky
Ahoj,
Tak 2mm s ptfe trubičkou jsem měl doma delší dobu asi je z číny nebo tak .Dají se koupit všude. Ten 1.9 Bi-Metal čekám až naskladní zde
https://www.na3d.cz/p/3322/hq-heatbreak-hotbreak?variant [100]=1259
Jirka