Blasen in der PEI Beschichtung nach Drucken von ASA mit Einstellungen PrusamentASA
Hallo
Ich habe ein Problem mit der PEI Beschichtung beim MK3s vielleicht weiss jemand eine Lösung.
Ich habe schon versucht ein Antwort von PRUSA per E-Mail zu bekommen, leider bis heute keine Anwort.
Folgendes Problem! Nach vielen Drucken von PETG, PLA ohne Probleme, habe ich mich für ASA im Aussenbereich entschieden. Die Teile, die ich Drucken will, habe ich in Fusion 360 konstruiert und funktionieren jetzt. Es sind Halter für die Abdeckung meine Kaminholzlager. Nach der Entwicklungsphase bin ich jetzt soweit die Dinger für den realen Gebrauch zu drucken.
Also ASA gekauft und die ersten Teile auf meinen MK3s mir PUSA Slicer2.3 gedruckt.
Ich habe die Einstellungen für das Material direkt aus PrusafilamentASA entnommen ( Filament 260°C Bett 110°C ).
Alles verlief perfekt bis ich die Teile nach dem Abkühlen vom Druckbett gelöst habe, unter den Teilen zeigten sich deutliche Blasen in der PEI beschichteten Stahlfederplatte. Die Beschichtung war im Streiflicht nicht mehr eben sondern deutlich höher als das normale Bett. Das Autoleveling funktioniert jetzt nicht mehr da die PINDA genau an 3 Stellen das Bett versucht zu nivellieren wo jetzt Blasen in der Beschichtung sind.
Ich finde, da ich die Einstellungen aus dem Slicer genommen habe, das PRUSA mir das PEI Stahlblech ersetzen soll.
Vielleicht könnt ihr mir die Unterstützung zukommen lassen, die ich brauche um das bei PRUSA zu erreichen. Außerdem sind die Einstellungen bezüglich der Temperaturen für das Druckbett mit Vorsicht zu gebrauchen.
An einer Lösung arbeite ich noch und werde meine Ergebnisse hier weiter posten.
Gruß Jürgen R.
RE: Blasen in der PEI Beschichtung nach Drucken von ASA mit Einstellungen PrusamentASA
Hallo Jürgen,
hast du es schon mit dem Prusa-Chat versucht?
Eine Re-eMail bekommst du sicher, kann allerdings in der aktuellen Situation schon mal einige Tage dauern. Ich habe bis jetzt immer eine Antwort bekommen (max. 5 Tage)
Man kann Dir den Weg weisen, aber gehen musst du ihn selbst - happy Printing 🙂
RE: Blasen in der PEI Beschichtung nach Drucken von ASA mit Einstellungen PrusamentASA
Hallo
Ich habe ein Problem mit der PEI Beschichtung beim MK3s vielleicht weiss jemand eine Lösung.
Ich habe schon versucht ein Antwort von PRUSA per E-Mail zu bekommen, leider bis heute keine Anwort.
Folgendes Problem! Nach vielen Drucken von PETG, PLA ohne Probleme, habe ich mich für ASA im Aussenbereich entschieden. Die Teile, die ich Drucken will, habe ich in Fusion 360 konstruiert und funktionieren jetzt. Es sind Halter für die Abdeckung meine Kaminholzlager. Nach der Entwicklungsphase bin ich jetzt soweit die Dinger für den realen Gebrauch zu drucken.
Also ASA gekauft und die ersten Teile auf meinen MK3s mir PUSA Slicer2.3 gedruckt.
Ich habe die Einstellungen für das Material direkt aus PrusafilamentASA entnommen ( Filament 260°C Bett 110°C ).
Alles verlief perfekt bis ich die Teile nach dem Abkühlen vom Druckbett gelöst habe, unter den Teilen zeigten sich deutliche Blasen in der PEI beschichteten Stahlfederplatte. Die Beschichtung war im Streiflicht nicht mehr eben sondern deutlich höher als das normale Bett. Das Autoleveling funktioniert jetzt nicht mehr da die PINDA genau an 3 Stellen das Bett versucht zu nivellieren wo jetzt Blasen in der Beschichtung sind.
Ich finde, da ich die Einstellungen aus dem Slicer genommen habe, das PRUSA mir das PEI Stahlblech ersetzen soll.
Vielleicht könnt ihr mir die Unterstützung zukommen lassen, die ich brauche um das bei PRUSA zu erreichen. Außerdem sind die Einstellungen bezüglich der Temperaturen für das Druckbett mit Vorsicht zu gebrauchen.
An einer Lösung arbeite ich noch und werde meine Ergebnisse hier weiter posten.
Gruß Jürgen R.
Kleine Blasenbildung ist bei den Temperaturen bei ASA, ABS u.Ä. keine Seltenheit. Die sollten aber im Laufe der nächsten Stunden wieder weitgehenst verschwinden. Vielleicht heizt Du das Druckbett für einige Minuten auf 120 Grad auf und läßt es langsam abkühlen. Danach sollten sich die Blasen merklich zurückgezogen haben. Ist dies nicht der Fall, kannst Du Dich evtl. an den Chat wenden, wobei ich aber glaube, dass Prusa nicht viel tun wird, da sie die Druckbleche ausdrücklich als Verschleißteile deklarieren und keine Garantie drauf geben.
Vielleicht verwendest Du für ASA eher das Texturierte. Aber auch da hinterläßt ASA mit der Zeit Spuren. Alternativ könntest Du das glatte Blech auch mit einem Haftvermittler, Tapes oder Kapton schützen. Das verwende ich hin und wieder bei höheren Druck- und Bett Temperaturen.
(Texturiertes Blech - Drucktemperatur 380 Grad C. - Bett Temp. 140 Grad C. - unbeschadet überstanden)
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Blasen in der PEI Beschichtung nach Drucken von ASA mit Einstellungen PrusamentASA
e-mail dauert ewig, im chat gehts tausend mal schneller oder hier im Forum.
zum Thema ASA... ich hab noch nicht selber gedruckt, aber zum testen bereits eine Rolle gekauft, aber ist nicht genau für diesen Fall das glatte Stahlblech mit dem Pritstift zu nutzen, weils sonst zu gut hebt?
###
Von großer Wichtigkeit ist die Haftung auf der Unterlage. ASA Filament sollte während des Druckens gut haften können. Viele Anwender verbessern dies mit Hilfe von Haarspray, Kapton Tape, „ABS-Saft“ (in Aceton gelöstes ABS) oder Klebestift. Das Filament löst sich dadurch später auch besser ab.
###
anderst ausgedrückt, wenn es zu gut hebt... machst du dir deine Druckplatte kaputt. Hab extra für den Fall schon eine 2te Platte gekauft und werde in meinen ersten ASA Schritten die ältere, leicht verkratzte dafür hernehmen
RE: Blasen in der PEI Beschichtung nach Drucken von ASA mit Einstellungen PrusamentASA
Hier eine kleine Übersicht, welches Brett man für diverse Materialien verwenden sollte.
Man kann Dir den Weg weisen, aber gehen musst du ihn selbst - happy Printing 🙂
RE: Blasen in der PEI Beschichtung nach Drucken von ASA mit Einstellungen PrusamentASA
(Texturiertes Blech - Drucktemperatur 380 Grad C. - Bett Temp. 140 Grad C. - unbeschadet überstanden)
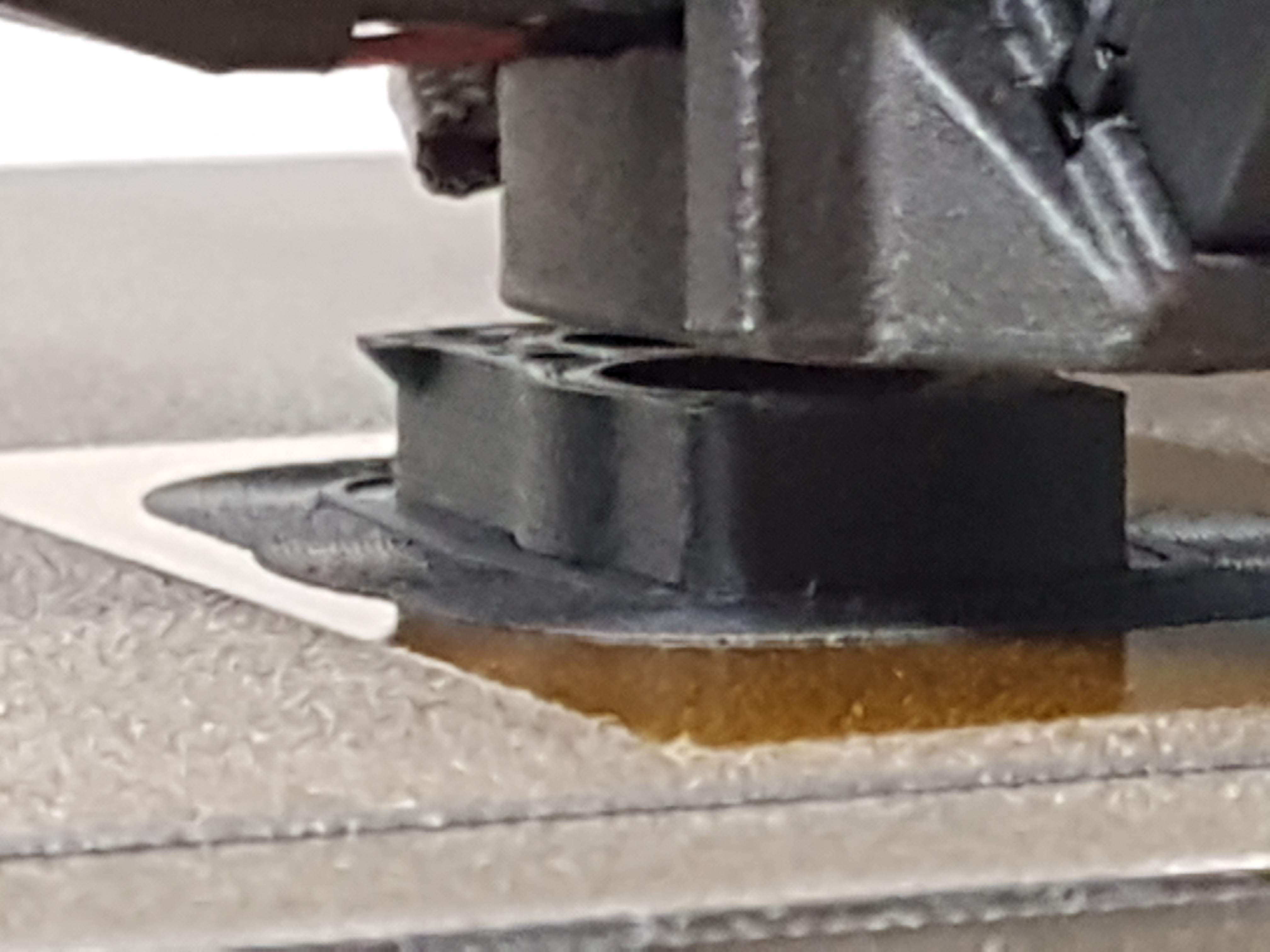
Sehe ich das richtig? Ist das Dein MK3 Karl?
Das ist definitiv ein Metallteil wenn ich meine blöden Augen nicht täuschen? Auf Youtube hab ich da ein Filmchen dazu gesehen wie die Form dazu entstanden ist und der Guss erfolgte - hattest Du da Deine Finger mit im Spiel?
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Blasen in der PEI Beschichtung nach Drucken von ASA mit Einstellungen PrusamentASA
@clemens-m
Servus Clemens,
ja, das ich ein Teilausschnitt meines MK3. Gedruckt wurde CarbonPEEK (nozzletool). Den fanshroud habe ich auch aus PEEK gefertigt (kein Metall). Temperaturen bis weit über 300 Grad C. beeindrucken den shroud überhaupt nicht. Das Material ist zwar etwas schwerer zu drucken aber dafür fast unkaputtbar. Teuer ist es auch (ca. 800 Euro/kg).
Beim Metallgießen habe ich leider nicht mitgewirkt. Würde ich aber gerne tun, wenn ich über das notwendige Equipment verfügte.
Übrigens noch eine Info zum Pi-Exp. Wie bereits erwähnt, habe ich alle Teile selbst konstruiert/gezeichnet. Einzige Ausnahme war das Pi 3B+. Da gab es eine gute Vorlage zum Download bei einer meiner bevorzugten Portale "grabcad.com".
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.