RE: Extrudeur qui claque
Je ne pense pas que ce soit le fichier de configuration du slicer qui soit demandé, mais les paramètres que tu as utilisé pour slicer.
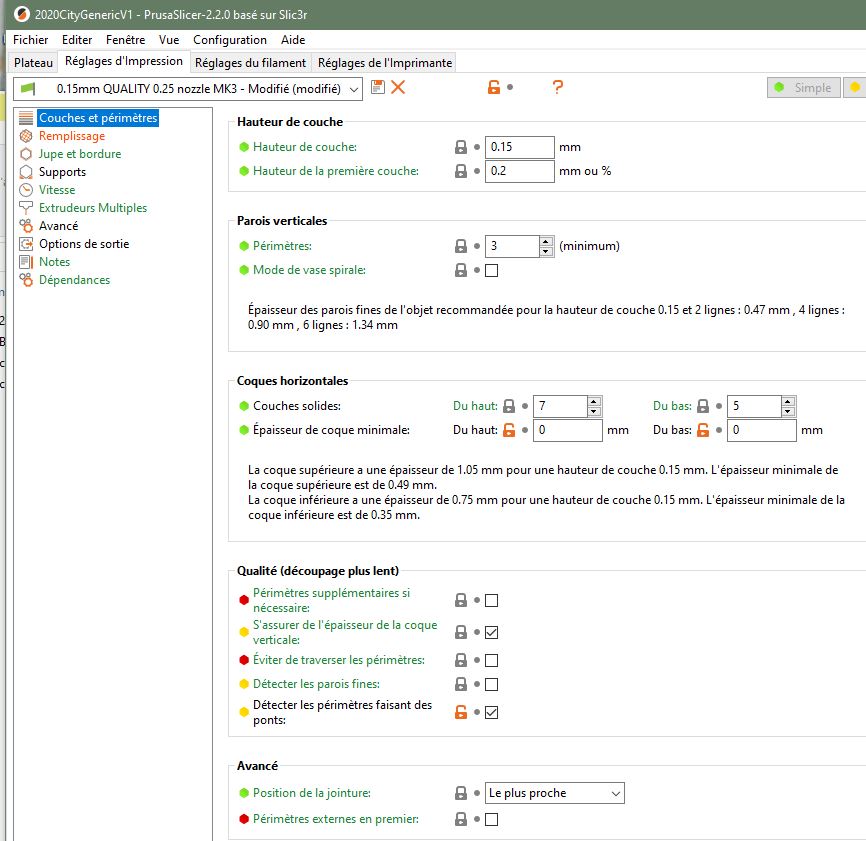
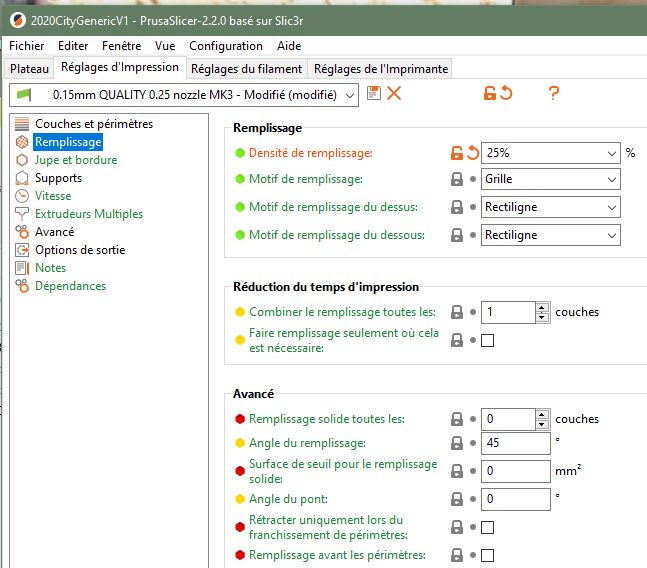
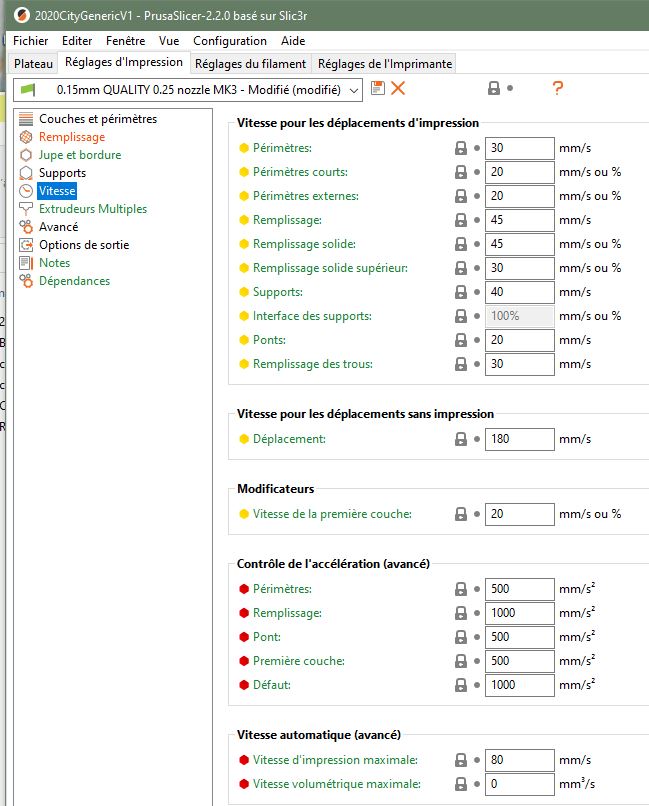
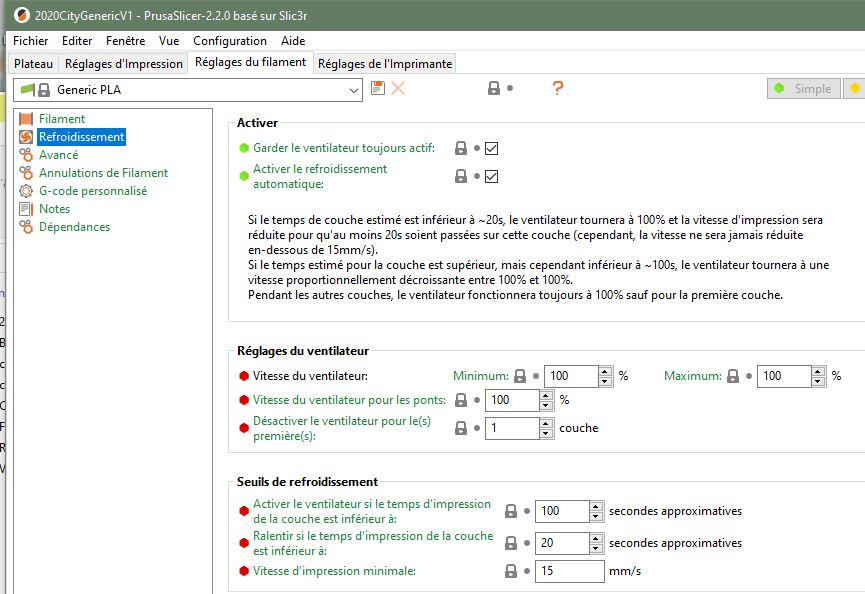
Des captures d'écran avec les options pertinentes de Réglages d'impression (Couches et périmètres, Remplissage, Vitesse), Réglages du filament (Filament, Refroidissement), Réglages de l'imprimante (Extrudeur 1) me paraissent potentiellement utiles, peut-être d'autres, je ne suis malheureusement pas expert du slicing.
Dagoma Neva, Prusa Mk3s, Anycubic Photon Mono X 6k et Wash&Cure Plus.
RE: Extrudeur qui claque

J'ai imprimé une tuile océan avec PLA idem, z -1.050 et 215°, 45 min d'impression et 6 changements de couleur, résultat : aucun problème

RE: Extrudeur qui claque


RE: Extrudeur qui claque
Tu n'as des fuites de PLA via le heatbreak?? Trop de résidus sur le corps de chauffe à mon goût 😲
Dagoma Neva, Prusa Mk3s, Anycubic Photon Mono X 6k et Wash&Cure Plus.
RE: Extrudeur qui claque
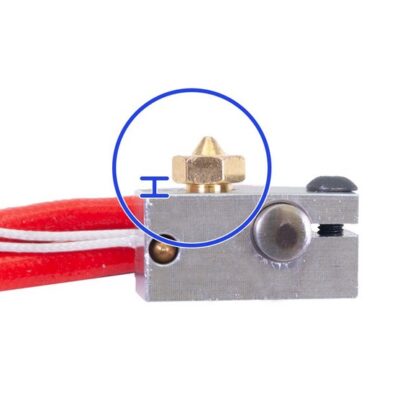
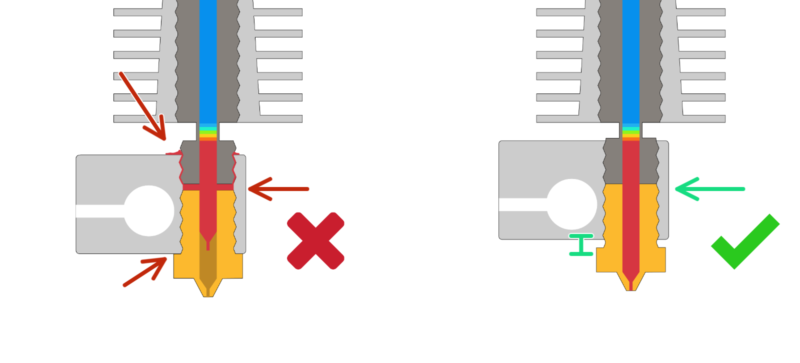
D'accord avec olivier. il me semble que ta buse touche le corps de chauffe. Il doit y avoir un léger espace entre les deux pour que ce soit bien étanche.
MK3S(MMU2S), MK3S(Single), Fusion 360, Blender (débutant), Openscad
RE: Extrudeur qui claque
De plus un paramètre dans les réglages de l'imprimante qui ne vas pas (Buse 0.25 / hauteur max: 0.25 dans réglages de l'imprimante)
Chez moi, par défaut, ça affiche min : 0.05 / max 0.15
MK3S(MMU2S), MK3S(Single), Fusion 360, Blender (débutant), Openscad
RE: Extrudeur qui claque
S'il y a une fuite de filament fondu, il n'est pas anormal que tu aies un débit irrégulier et des semi-bouchages (avec claquements potentiels de l'extrudeur, donc).
Que ce soit ou non lié, la bonne pratique voudrait donc que tu remontes toute ta tête de chauffe 😊
Dagoma Neva, Prusa Mk3s, Anycubic Photon Mono X 6k et Wash&Cure Plus.
RE: Extrudeur qui claque
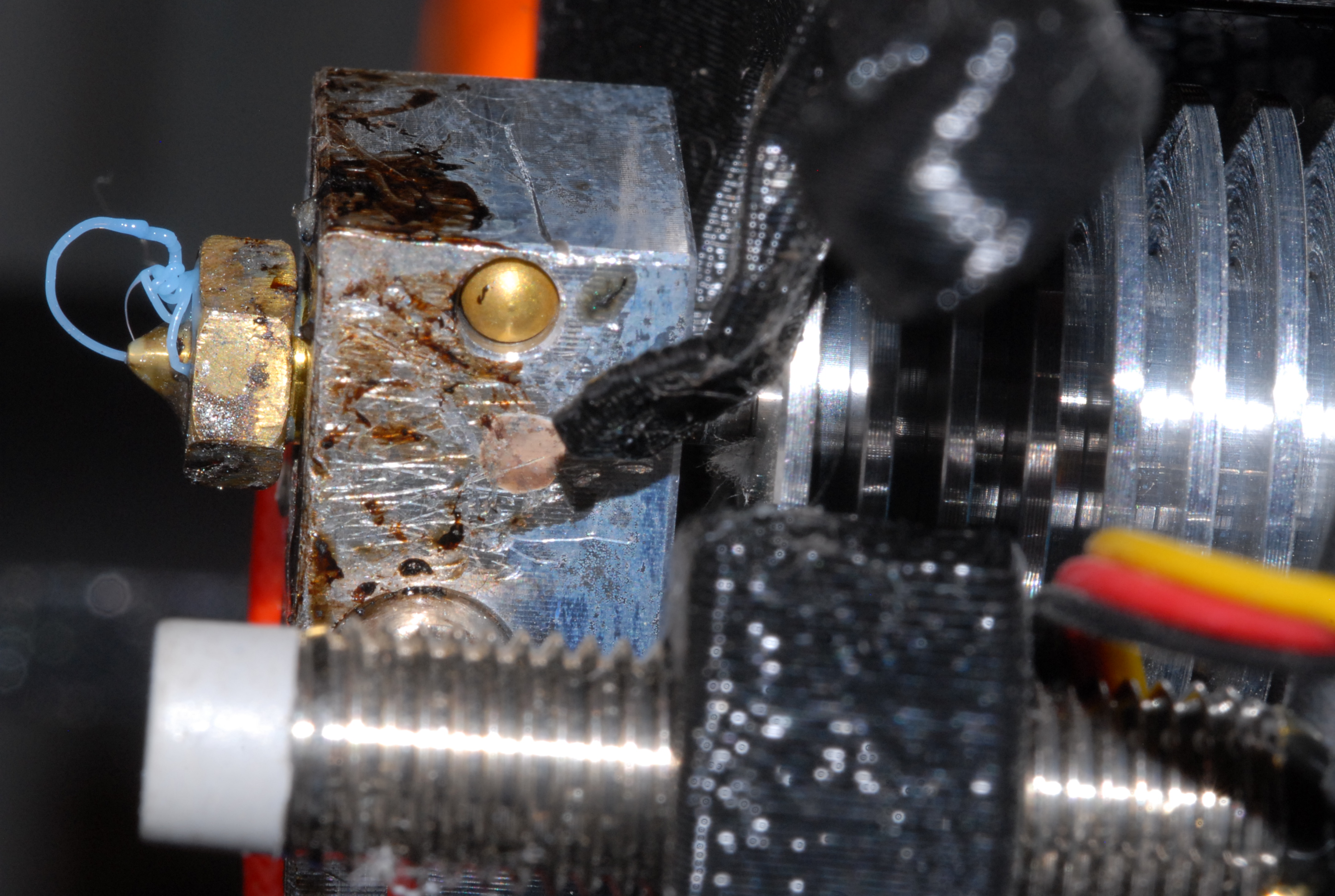
1 - J'ai pris soin de prendre une photo montrant un décalage entre la buse et le heaterblock. J'y glisse le bout d'un réglé de 5/10 d'épaisseur. C'est actuellement le montage d'usine, est ce que cela pourrait avoir bougé ? La languette noire en haut provient du couvercle de l'extrudeur.
2- Olivier : " la bonne pratique voudrait donc que tu remontes toute ta tête de chauffe". Qu'entends tu par remonter ? J'ai peur de comprendre....Je ne suis pas très chaud pour démonter/remonter ou alors il faudrait que vous soyez au moins 3 pour me prouver la nécessité 😊
3 _ "Chez moi, par défaut, ça affiche min : 0.05 / max 0.15". Comprend pas cette différence, mon réglage est celui par défaut. La 2.3.0 affiche aussi 0.25 par défaut. De toute façon 75% ou 80% d'une buse de 0.25 nous donne une épaisseur de 0.20 et j'imprime à 0.15.
4 _ jollyjn nous dit: "Sinon, il me semble que le z-offset n'agit que sur la première couche (dites-moi si je me trompe) ensuite c'est les hauteurs de couches définies qui viennent s'ajouter à la première." Si c'est le cas le réglage du z offset n'est plus un paramètre à prendre en compte pour mon problème (mais là... je ne suis pas compétant pour dire.)
RE: Extrudeur qui claque
1) et 2) Tu es sauvé par ton réglet, tu t'en tires bien 😁 Nouvelle photo plus probante, ne touche rien, pas de fuite.
Dagoma Neva, Prusa Mk3s, Anycubic Photon Mono X 6k et Wash&Cure Plus.
RE: Extrudeur qui claque
@olivier-saraja
Pfouf !! c'est pas passé loin !! Sauvé - au moins sur ce point...
RE: Extrudeur qui claque
Oui la buse est bien placé la seconde photo est bonne 😉
MK3S & Fusion 360
RE: Extrudeur qui claque
Je l'avoue, c'est bon. C'est plus probant avec la deuxième photo. Comme on le dirait: " retour au point de départ (ou presque)"
MK3S(MMU2S), MK3S(Single), Fusion 360, Blender (débutant), Openscad
RE: Extrudeur qui claque
Comme je l'avais annoncé, j'ai relancé une nouvelle impression dans les mêmes conditions et en gardant la température à 210°. Les premiers claquements se sont produits à 20 min et hauteur d'impression z 1.70. J'ai laissé faire et c'est redevenu normal après 4/5 claquements. Ensuite durant 1h20 j'ai eu 4 autres problèmes identiques et j'ai laissé faire de la même manière. 5 minutes plus tard et z 8.90 re-claquements à répétitions avec pour conséquence plus d'entrainement du fil. J'ai arrêté l'impression. A tous moments la buse a bien chauffé à 210°.
Cela donne l'impression que soit:
- le fil n'arrive pas à sortir, mais je n'y crois pas trop car en faisant décharger/recharger le fil coule très bien et aussitôt.
- le fil patine dans les bond tech mais pourquoi ? trop de débit ? comme la buse remonte beaucoup de fois cela vient à patiner ? la vis de pression des engrenages est trop/pas assez sérrée ?
- quand il y a des grandes surfaces à imprimer, pas de problèmes; c'est quand il y a beaucoup de remontées du fil ---> modifier des vitesses ?
J'en reviens aux mêmes interrogations qu' il y a 6 mois, j'avais essayé d'agir sur ces points - sans succès- mais j'avoue certainement sans méthode et rigueur.
RE: Extrudeur qui claque
Il faudrait essayer un gcode de quelqu’un d’autre. Quelqu’un peut découper l’objet ?
Pour voir si l’avance est identique car elle semble trop importante. Pourtant pas de surextrusion mais c’est peu être plus délicat à détecter avec une buse 0.25
La bobine est bien placée elle se
deroule librement ?
MK3S & Fusion 360
RE: Extrudeur qui claque
- quand il y a des grandes surfaces à imprimer, pas de problèmes; c'est quand il y a beaucoup de remontées du fil ---> modifier des vitesses ?
Deux approches, à l'opposé l'une de l'autre:
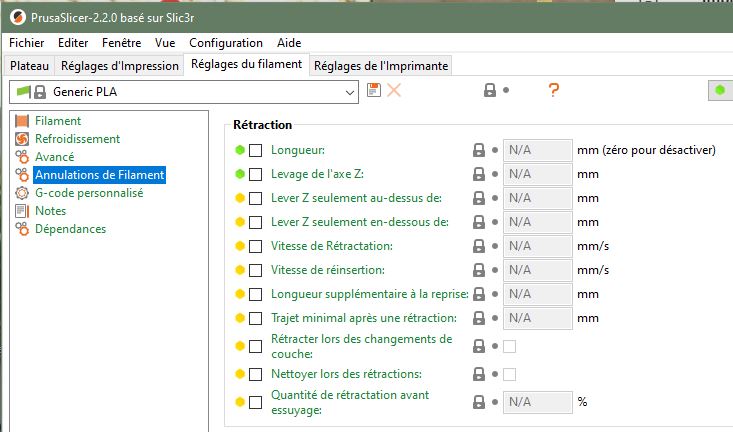
- dans les paramètres filaments, tu augmentes la valeur de rétractation, ainsi que la vitesse pour forcer le filament en s'engager et de désengager de façon claire. Bonus: moins de cheveux d'ange. Malus: il te faudra essayer plusieurs couples de valeurs pour avoir de bons résultats. Il existe des modèles de calibration pour ça... 🤓
- au même endroit, tu désactives totalement la rétractation. Bonus: plus de souci avec les pièces appelant beaucoup de rétractations. Malus: ta pièce imprimée aura ma tête au réveil, plein de cheveux en bataille 😁
Pour ma part, les cheveux d'ange nécessitent un peu de nettoyage (un décapeur thermique fait 90% du boulot) mais je préfère la solution 2 car la solution 1 a tendance à faire remonter du filament en fusion jusqu'au corps de chauffe qui, par accumulation, peut conduire à un bouchage.
Alors, quelle option vas-tu choisir? 😉
Dagoma Neva, Prusa Mk3s, Anycubic Photon Mono X 6k et Wash&Cure Plus.
RE: Extrudeur qui claque
@flo-r
Ah bonne idée !
Je joins le stl. A imprimer pour une MK3s, PLA generic, buse 0.25, hauteur de couche 0.15. 2020CityGenericV1_Mod
Oui la bobine est bien placée, j'ai bien fait attention à ce que le fil soit toujours très libre.
RE: Extrudeur qui claque
Olivier:
Alors une réponse facile: les cheveux présent sur la pièce il y a 2 jours étaient dûs à une température d'extrusion trop élevée. Ce matin j'ai imprimé à 210° avec aucun fil.
Ensuite, le choix difficile : Pour commencer il y a un truc que je ne comprend pas dans Prusa Slicer, j'ai 2 onglets à priori identiques. L'un dans "réglage filament/annulations du filament/rétraction" et l'autre dans " imprimante/Extrudeur1/rétraction". Que faut il en penser ? Que le deuxieme est suffisant pour être pris en compte, ou que le premier va "overwrite" le deuxième ???
"tu augmentes la valeur de rétractation": ---> j'imagine que c'est à : Rétraction/longueur
RE: Extrudeur qui claque
J'ai trouvé la réponse:
Print setting if all your filaments are stringing, filament setting for single filaments...
Je vais expérimenter la deuxième option, la plus simple ......
RE: Extrudeur qui claque
J'ai tranché le fichier avec mon slicer,profil de base PLA (sauf température : 210°C), hauteur de couche 0.15, l'ai imprimé sans aucun problème.
La seule différence que j'ai c'est ma buse (0.40) et le plateau lisse au lieu de texturé comme toi (pour du PLA, je préfère car sur texturé, il accroche mal).
Donc là je bute!
Par contre je crois que les paramètres de rétractation dans l'onglet filaments, c'est pour ajouter une rétractation supplémentaire au paramètres de base dans le cas de filaments spéciaux. on en avait déjà discuté dans un autre post Ici
MK3S(MMU2S), MK3S(Single), Fusion 360, Blender (débutant), Openscad
RE: Extrudeur qui claque
Peut tu me passer ton gcode modifié pour buse 0.25 ?