Extrudeur qui claque
Bonjour
Je suis ennuyé de poser ma question parce que je n'ai certainement pas lu et exploré toutes les pistes pour régler mon problème.
J'imprime avec une MK3S depuis une année et j'ai utilisé à ce jour 1300 m de filament, ceci pour dire que je suis un utilisateur débutant et occasionnel et je réutilise mon imprimante après une interruption de 4 mois. Précédemment j'ai déja eu ce problème d'extrudeur qui se met à claquer et qui n'alimente plus le filament. Cela ce produit occasionnellement et je contourne le problème en déchargeant / chargeant le filament, jusqu'à la répétition du problème suivant; Cela peut se produire 5/8 fois durant une impression de 3 heures et m'oblige à rester à coté de l'imprimante pour agir aussitôt. J'ai appliqué plusieurs conseils lus, comme vérifier le bond tech, le tube pfe, optimiser la calibration z offset, diminuer la vitesse d'impression, je crois même avoir modifier en + ou en - la quantité de filament. En disant cela je suis conscient de n'avoir probablement pas opéré de manière rigoureuse .... Tout cela pour dire qu'aujourd'hui le problème recommence pour un type d'impression et que je suis totalement perdu ....
Quels renseignements avez vous besoin pour essayer de comprendre et m'aider ?
RE: Extrudeur qui claque
Bonjour Michel,
À froid, difficile de dire, mais allons-y. S'il claque, c'est que le filament a du mal à passer. Quel filament, quel matière, quelle température d'impression?
Côté maintenance impérative:
Ouvre le idler, vérifie l'état des engrenages, nettoie toute poussière ou résidu de filament.
Idler toujours ouvert, vérifie que la gorge de guidage dans les engrenages est bien aligné avec le tube PTFE. C'est primordial, n'hésite pas à reprendre la notice de montage pour consolider ces notions.
Ensuite, referme là fenêtre du Idler. Serres la vis jusqu'à ce qu'elle sorte de l'écrou de 1 à 2 filets. Pas plus.
Refais une tentative d'impression.
Si cela ne fonctionne pas:
- quelle température dans la pièce au moment de l'impression? Et au moment des échecs? Proche 30° généralement les soucis commencent à apparaître.
- si températures normales, c'est que tu as peut être un bouchon. Fais 2-3 cold pulls complets.
- si l'impression rate encore, augmente la température d'impression de 5°
Tiens nous au courant 😊
Dagoma Neva, Prusa Mk3s, Anycubic Photon Mono X 6k et Wash&Cure Plus.
RE: Extrudeur qui claque
Ah. Une autre piste: merci de nous montrer à quoi ressemble la calibration de ta première couche. Si tu écrases trop, le filament en fusion n'arrive pas à passer par la buse, s'accumule dans le corps de chauffe et finit par remonter dans le heatbreak: bouchon, claquements, etc.
Dagoma Neva, Prusa Mk3s, Anycubic Photon Mono X 6k et Wash&Cure Plus.
RE: Extrudeur qui claque
Bonjour Olivier
"Quel filament, quel matière, quelle température d'impression?" = 3D print Filament, 1.75, PLA, 215° avec buse 0.25
"vérifie l'état des engrenages, nettoie toute poussière ou résidu de filament. vérifie que la gorge de guidage dans les engrenages est bien aligné avec le tube PTFE" = Fait, c'était propre et bien aligné. Vérifié aussi le serrage des 2 engrenages.
"Serres la vis jusqu'à ce qu'elle sorte de l'écrou de 1 à 2 filets." = Pas évident à évaluer => la vis dépasse de env 0.5 mm de l'écrou
"quelle température dans la pièce au moment de l'impression ?" = 26°
"Fais 2-3 cold pulls complets." = J'ai fait 2 tractions à froid selon : https://help.prusa3d.com/en/article/cold-pull_2075 Les deux filaments sont sortis propre et avec la forme pointue de la buse.
Les tests sont en cours.
RE: Extrudeur qui claque
"Quel filament, quel matière, quelle température d'impression?" = 3D print Filament, 1.75, PLA, 215° avec buse 0.25
Oh, voilà qui est intéressant. Une buse 0.25 mm va avoir tendance à s'encrasser plus facilement qu'une buse 0.4 mm ou 0.6 mm. Qu'es-tu en train d'imprimer qui nécessite une buse aussi petite? En général: des petites figurines très détaillées, des bijoux fins et délicats.
Si c'est plus gros, tu aurais plutôt intérêt à repasser en 0.4 mm.
Si c'est effectivement fin et délicat, en ce cas essaie de monter la température d'impression à 220°C, et éventuellement 225°C en fonction de ce que peut encaisser ton filament et les préconisations du fabricant. C'est du simple PLA ou il est chargé de particules? Paillettes, bois, carbone, que sais-je... Je ne parviens pas à le trouver en faisant une recherche Google. As-tu essayé un filament Prusament ou recommandé par Prusa, par hasard? ça pourrait être intéressant de comparer le comportement sur le même modèle.
Dagoma Neva, Prusa Mk3s, Anycubic Photon Mono X 6k et Wash&Cure Plus.
RE: Extrudeur qui claque
Merci Olivier de t'intéresser à mon problème
J'ai monté une buse 0.25 parce que j'imprime des objets très détaillés; ce sont des tuiles pour je jeu "Terraforming Mars" : https://www.thingiverse.com/thing:3153866 . Actuellement le problème arrive quand j'imprime le fichier "2020CityGenericV1" et plus précisément lors de l'impression des immeubles. Il faut noter que j'ai imprimé plusieurs exemplaires d'une autre tuile "2020TreesGenericV1" sans aucun problème.
En temps normal j'utilise une buse 0.4, mais j'ai quand même eu le problème dans des cas particuliers.
Pour le filament : "3D print Filament" est ce qui est écrit sur l'étiquette de la bobine , c'est du PLA standart acheté chez Grossiste 3D . Je ne pense pas que le filament soit en partie ou totalement responsable: je le stocke dans mon bureau à l'étage dans des sacs zippés avec des sachets de silicate. En plus le problème s'est aussi produit avec du PLA Prusament.
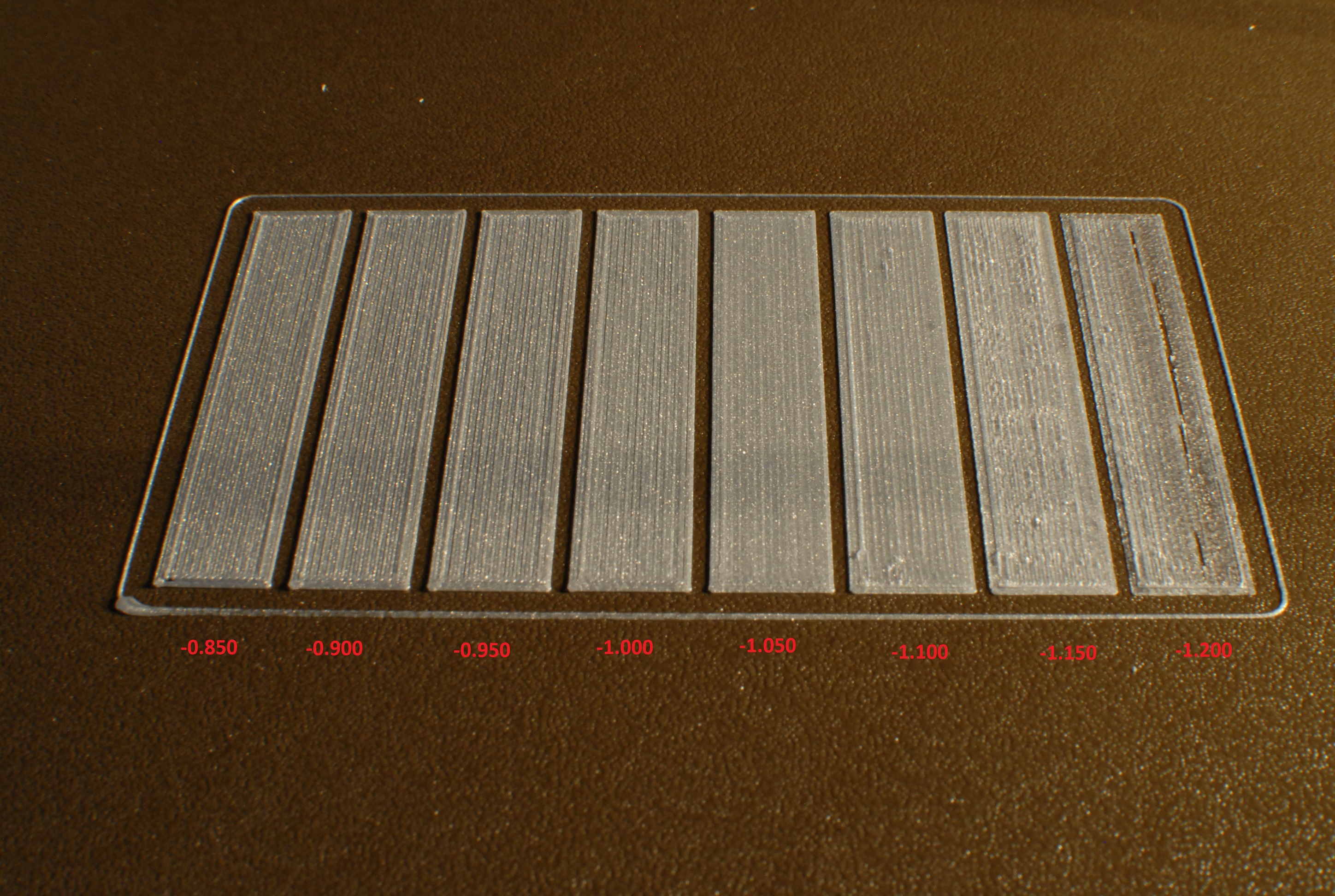
J'ai plutôt des doutes sur le réglage de mon z offset: Jusqu'à hier j'utilisai le menu "Calibration > Cal. 1ere couche" mais je me rends compte que la surface imprimée est trop petite pour cela. J'imprime donc 8 rectangles de 50 mm x 10 mm avec un z différent de 0.05. Dans un premier essai je me suis apercu que lorsque je descend trop bas l'extrudeur claque !!!!! Cela va bien dans le sens de ta remarque.
Bon j'y retourne, je posterai prochainement la photo de la calibration et je surveillerai la température lors de l'essai. Pour ce PLA 190° à 220° d'écrit sur l'étiquette.
RE: Extrudeur qui claque
Oui cela ressemble bien à un z offset trop bas donc.
MK3S & Fusion 360
RE: Extrudeur qui claque
@flo-r
Bonjour flo
Pour info, j'ai bien reçu mes pièces et remplacé la sonde, tout fonctionne....
RE: Extrudeur qui claque
Buse 0.25, hauteur de couche 0.15, à 215°, PLA standard 3D Print Filament de chez Grossiste 3D.
Pour l'échantillon à -1.200 l'extrudeur s'est mis à claquer dès le début, on voit le manque de matière; j'ai remonté aussitôt à -1.150.
Le réglage à -1.000 me semble bien, quels sont vos avis ?
RE: Extrudeur qui claque
Sur smartphone je n'arrive pas à zoomer comme je le souhaiterai.
Tu es sur plaque texturée, c'est un peu plus difficile pour moi de juger, mais je dirais que la -1.050 me plait mieux. Ça se joue à pas grand chose!
Si en imprimant ta vraie pièce ça recommence à claquer, utilise le live-z adjust pour remonter à-1.025. Et effectivement, si toujours pas bon, à-1.000.
Voilà ma proposition 😊
Dagoma Neva, Prusa Mk3s, Anycubic Photon Mono X 6k et Wash&Cure Plus.
RE: Extrudeur qui claque
Comme pour Olivier, va pour -1.050. C'est bien bien écrasé.
MK3S(MMU2S), MK3S(Single), Fusion 360, Blender (débutant), Openscad
RE: Extrudeur qui claque
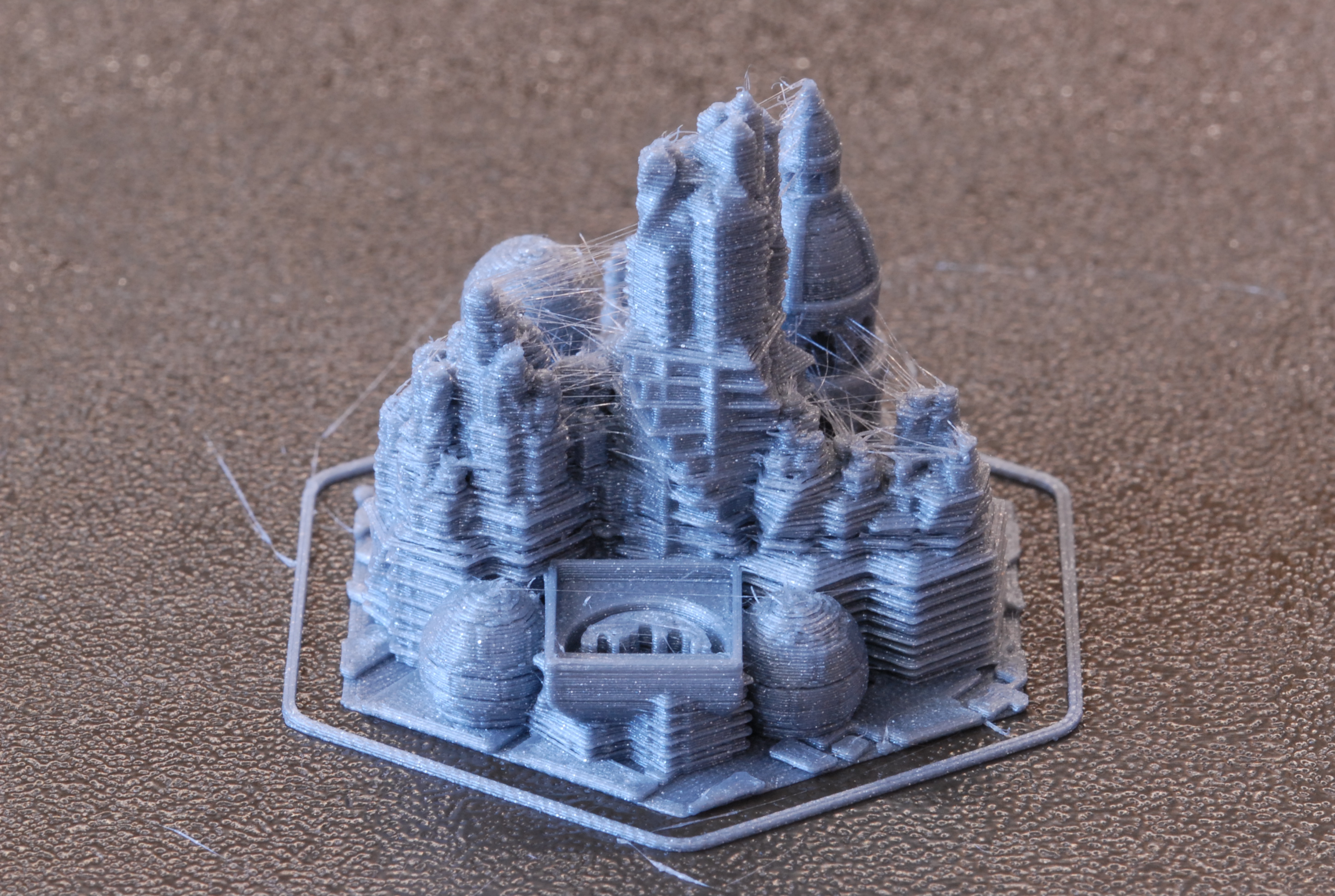
Après ce premier essai (je n'ai imprimé que la partie haute de la tuile - celle qui pose problème) mon jugement est mitigé. Pour se donner l'échelle de la pièce, les côtés de l'hexagone mesure 20mm et la hauteur hors tout fait 31 mm . Le résultat final est correct - hormis les fils, mais j'ai toujours des claquements.
Quand je dis claquements, ce ne sont pas des claquements secs et forts mais plutôt des petits claquements espacés de 1-2 secondes qui se répercutent dans la bobine quand le fil remonte.
J'ai commencé l'impression (3h02 au total) avec buse 0.25, hauteur de couche 0.15, température buse 210° et z offset -1.050.
Premier couple de claquements vers z=4mm, j'ai aussitôt relevé le z offset à -1.025 = plus de claquement pendant 1/4 d'heure
2 ieme: idem z offset à -1.100 = tranquille pendant 1/4 d'heure (environ- je dis de mémoire)
3 ieme: temp à 220° ( plage de chauffe du fil donnée à 190°-220°) à chaque fois cela revient en fonctionnement normal pendant un petit moment
4 ieme: temp à 225° (tant que l'on y est ! et bien allons-y!!!)
5 ieme: temp à 230° ( au moins le test est fait )
Ensuite pendant l'heure suivante je me suis interdit de modifier le z et la temp et j'ai ignoré les claquements/craquements; 1 à 3 à chaque fois mais sans faire patiner le fil. Pendant la dernière 1/2 heure plus de problème -peut être dû au fait qu'il y a peu de déplacement et de remontée du fil ?
Du coup je ne sais pas trop quoi en dire - modifier le débit ? intervenir sur les param de rétraction ?
Demain et en fonction de vos retours, j'ai envie d'essayer en gardant le z offset à -1.050 et la temp à 210°. Dès que des claquements arriveront je ne touche à rien et verrai si cela se traduira inévitablement par un filament qui patine -ou pas.
RE: Extrudeur qui claque
Tu peux faire une photo de ta hotend ou on voit bien ta buse ?
MK3S & Fusion 360
RE: Extrudeur qui claque
Je sais pas si je suis sur le bon chemin, mais j'aimerais avoir un peu plus d'informations sur tes réglages de slicer.
(ça pourrait venir de là, étant donné que tu travailles avec une buse de 0.25 --> trop de pression dans la hotend). C'est aussi ce qui pourrait entrainer le stringing que l'on voit sur la photo.
Pour moi, 0.25 de buse et 0.15 de hauteur de couche, c'est dans la limite supérieure.
Sinon, il me semble que le z-offset n'agit que sur la première couche (dites-moi si je me trompe) ensuite c'est les hauteurs de couches définies qui viennent s'ajouter à la première.
MK3S(MMU2S), MK3S(Single), Fusion 360, Blender (débutant), Openscad
RE: Extrudeur qui claque
Oui fil qui avance trop ou fil fondu qui sort pas assez ... mais pourquoi ? C’est ce qui il faut trouver.
vu que l’impression est correcte ce serait plus les bondtech qui poissent trop. Coef d’extension trop élevé ?
MK3S & Fusion 360
RE: Extrudeur qui claque
Coef d’extension trop élevé ?
J'y ai pensé, mais la température a été remontée de 20° donc plastique plus fluide qui doit mieux sortir.
Mauvaise vitesse d'avance du filament?
MK3S(MMU2S), MK3S(Single), Fusion 360, Blender (débutant), Openscad
RE: Extrudeur qui claque
"Tu peux faire une photo de ta hotend ou on voit bien ta buse ?" Oui, je termine une impression en cours et je fais cela.
Comment faire pour joindre un fichier config.ini ? a priori cela n'est pas autorisé !
RE: Extrudeur qui claque
Oui je voulais écrire coef d’extrusion. C’est l’avance du fil. 😆
MK3S & Fusion 360
RE: Extrudeur qui claque
edit:
Comment faire pour joindre un fichier config.ini ? a priori cela n'est pas autorisé !
RE: Extrudeur qui claque
"j'aimerais avoir un peu plus d'informations sur tes réglages de slicer"
J'essai de joindre le fichier config.ini