How to slice this without the retraction hell?
Hi there,
I have a slicing problem I didn't find a solution for:
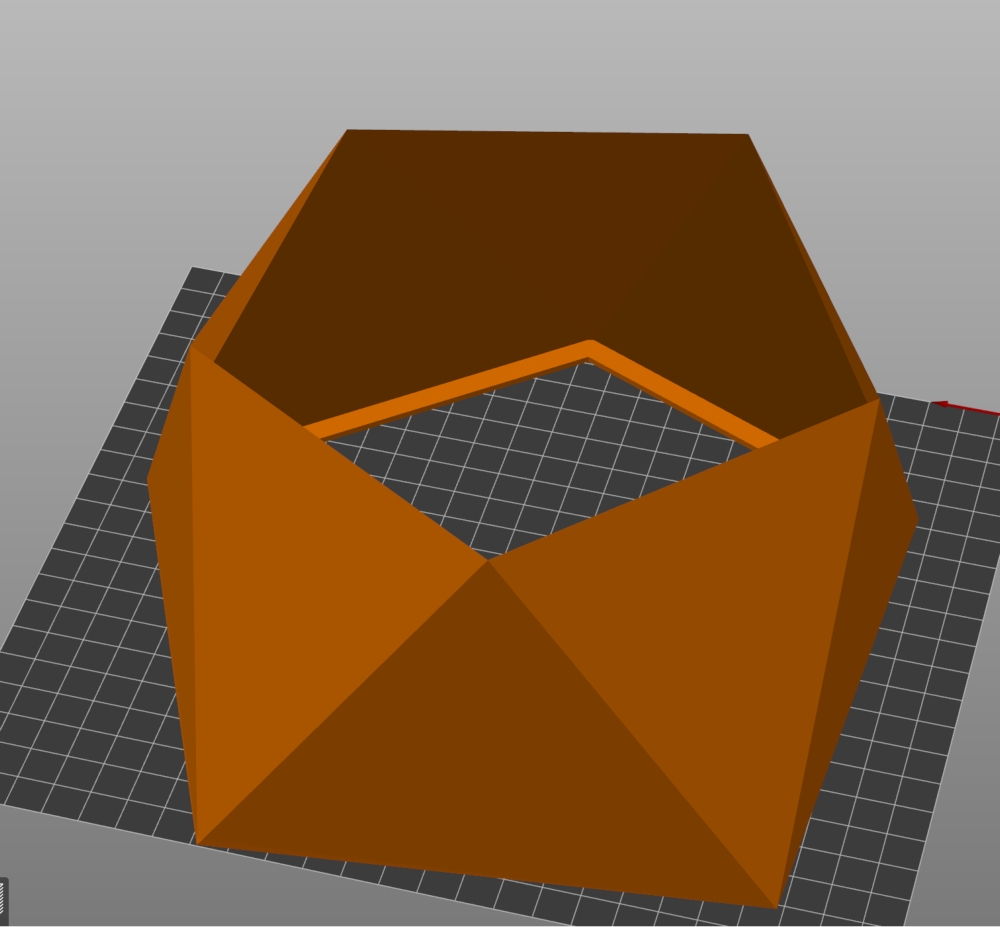
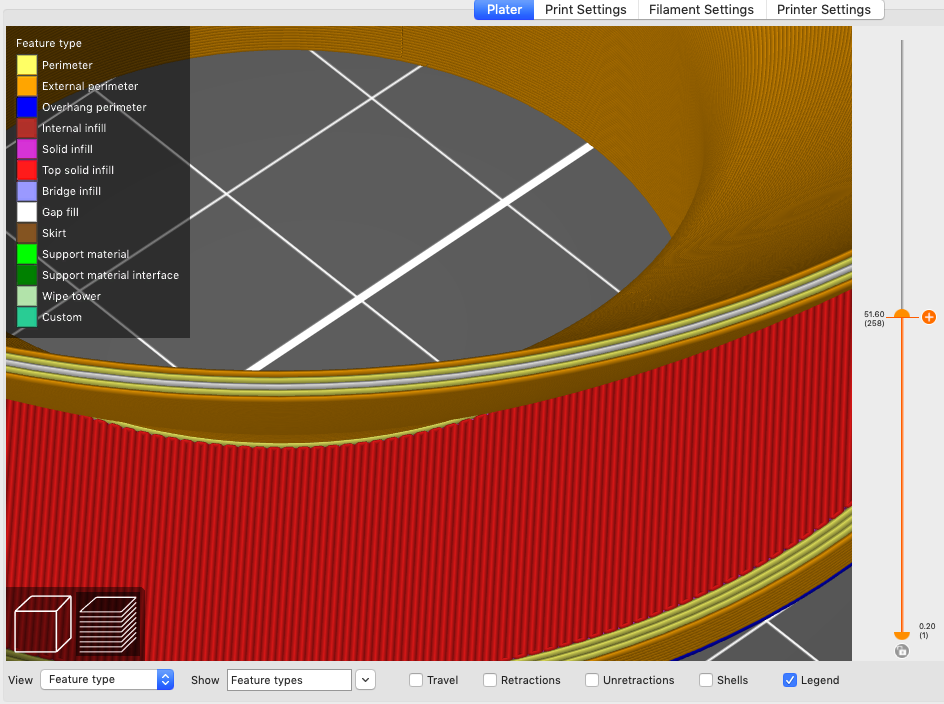
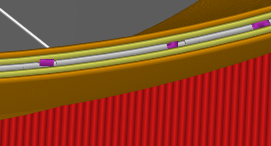
I would like to slice the attached funnel with Prusaslicer 2.10, but regardless of the settings of the layers and perimeters section I cannot get rid of the retractions, please look at 51.6mm height for example (see screenshot). My aim was to have the shell printed with just perimeters, but the slicer doesn't do this here, even if I increase the numbers of perimeters. Does anyone have a clue how to solve this?
RE: How to slice this without the retraction hell?
I tried to change the wall thickness in the model but that didn't help, just moved the issue to another height.
The model is here: Funnel
RE: How to slice this without the retraction hell?
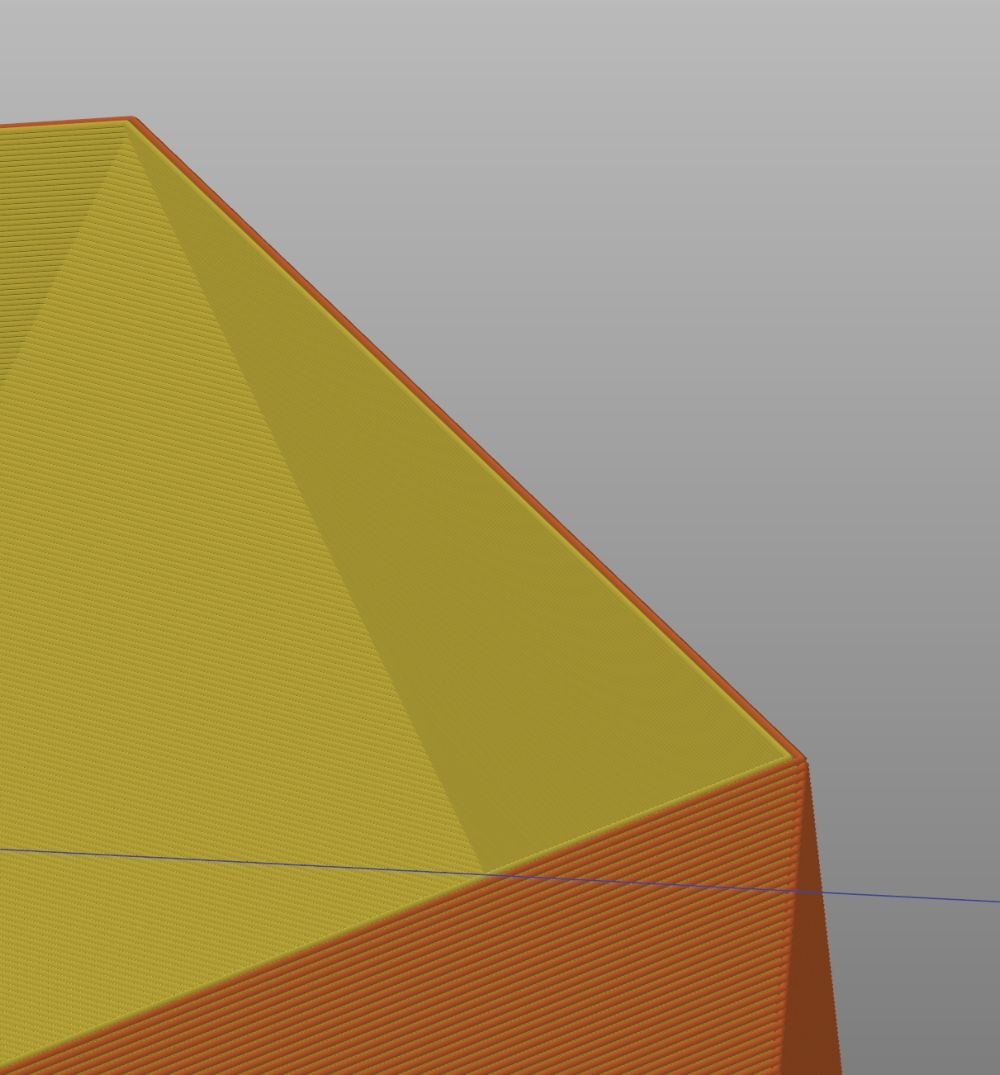
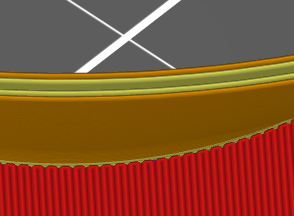
When walls are not an even multiple of perimeters, you may end up with gaps between perimeters that will be either filled with gap fill (the white extrusions in preview) or sparse infill. I think you're hitting a combination that is just wide enough to trigger the use of sparse infill on parts of the wall. You can experiment with extrusion widths and perimeter count, but the gap fill function is automatic. Here's your funnel at 51.6mm using my default configuration for a 0.40mm nozzle with 0.20mm layer heights:
If I use the Prusa defaults, the results are different:
I've attached my sample config file.
RE: How to slice this without the retraction hell?
Bob - did you intend to include a 0.25 mm nozzle profile?
RE: How to slice this without the retraction hell?
Bob - did you intend to include a 0.25 mm nozzle profile?
That profile will work with any 0.25mm or larger nozzle, yes.
RE: How to slice this without the retraction hell?
Seems Detect Thin Walls is the magic setting. Weird.
RE: How to slice this without the retraction hell?
Seems Detect Thin Walls is the magic setting. Weird.
That's part of it, but I can't account for the overlapping gap fill in @daniel-d21's preview. By reducing perimeters or playing with gap settings, I can get small bits of infill to be mixed in with the solid infill, but I don't get that "marshmallow-filled" gap fill effect. Would have to see a 3MF or settings to say for sure. In any case, "slicer settings" seems to be the answer.
RE: How to slice this without the retraction hell?
When walls are not an even multiple of perimeters, you may end up with gaps between perimeters that will be either filled with gap fill (the white extrusions in preview) or sparse infill. I think you're hitting a combination that is just wide enough to trigger the use of sparse infill on parts of the wall. You can experiment with extrusion widths and perimeter count, but the gap fill function is automatic. Here's your funnel at 51.6mm using my default configuration for a 0.40mm nozzle with 0.20mm layer heights:
I thought by just playing with extrusion widths this would also only move the issue to another height because in this model the wall thickness varies. I'll try this however, thanks for the suggestion.
What irritated me was that both increasing the perimeter count as well as setting the infill to 0% didn't remove this sparse infill. I thought if I increase the perimeter count it would eventually fill the gap, but maybe that does only work if there's enough space to add *two* lines?
If I could completely disable that sparse infill, that would also be completely fine as the shell itself gives enough stability.
RE: How to slice this without the retraction hell?
Seems Detect Thin Walls is the magic setting. Weird.
This actually often does the trick but didn't help me here. Not sure why, though.
RE: How to slice this without the retraction hell?
I tool Bob's config, started unclicking items until the "feature" came back; then opened a new slicer window and clicked Detect Thin Wall (and 2 perimeters) and it looked good. Perhaps a second tweak (5% infill) was also required, but not sure at this point.
RE: How to slice this without the retraction hell?
Using the Prusa default profiles, if I set infill % to 0 and disable Print Settings->Quality->Ensure vertical shell thickness I am able to get it to print without gap fill or infill:
Not sure what this will do to quality, but something to play with.
RE: How to slice this without the retraction hell?
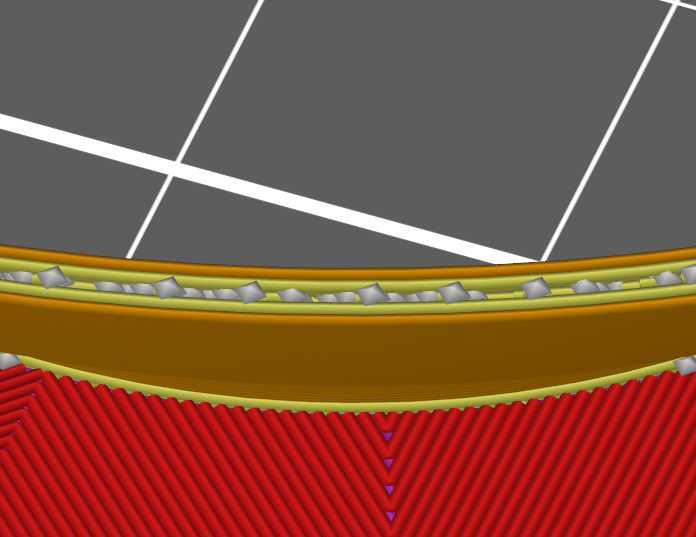
It seems I was on the wrong track here regarding what type of infill this is. As the color already tells these are are actually perimeters and gap infill. So adding more perimeters wont help here. 🙂 A nice setting I found is in the infill tab: "Only retract when crossing perimeters"
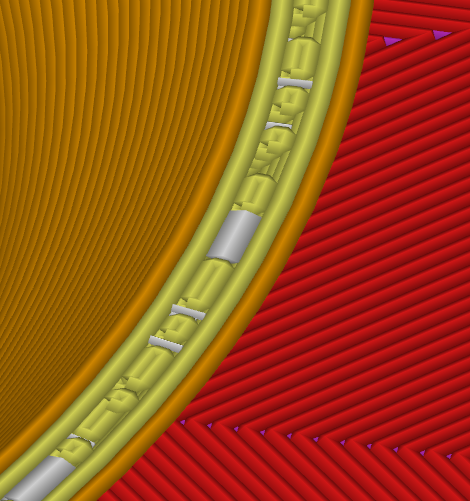
To me this looks like a rounding or precision issue where the slicer's decision on whether an extra perimeter will fit or not is not the same for the whole circle. Which suggests that this issue might arise with a high probability in such a model.
Disabling the retractions is what I will try next since this is what caused priting issues and maybe this is already sufficient to solve this.
Btw. I found gap infill can be disabled by setting the speed to zero for gap infill. This doesn't eliminate the suspected rounding issue, but may prove useful since there is no other setting to disable it.
RE: How to slice this without the retraction hell?
To me this looks like a rounding or precision issue where the slicer's decision on whether an extra perimeter will fit or not is not the same for the whole circle. Which suggests that this issue might arise with a high probability in such a model.
I am unable to recreate the settings that cause that chaotic fill. I can get the smooth gap, fill between perimeters. I can get a bit of infill. I just can't get that lumpy-looking gap fill that you're getting. Can you export and upload your config?
[...] Btw. I found gap infill can be disabled by setting the speed to zero for gap infill. This doesn't eliminate the suspected rounding issue, but may prove useful since there is no other setting to disable it.
I've opened a GitHub issue on this one. Not too obvious. I'm hoping to get a bit of clarity on the gap fill logic.
If you're playing with retraction settings, be sure to disable z-lift (z-hop) if you're not printing big flat surfaces.
RE: How to slice this without the retraction hell?
@bobstro
Here's my config and current project. I don't know if the exported config will include the currently modified settings. But as far as I understand those should be in the project then.
RE: How to slice this without the retraction hell?
[...] Here's my config and current project. I don't know if the exported config will include the currently modified settings. But as far as I understand those should be in the project then.
Ah, I see you're trying out different infill patterns. That probably accounts for the differences we're seeing. So you've got it working the way you like now, or are you still having issues?
RE: How to slice this without the retraction hell?
[...] Here's my config and current project. I don't know if the exported config will include the currently modified settings. But as far as I understand those should be in the project then.
Ah, I see you're trying out different infill patterns. That probably accounts for the differences we're seeing. So you've got it working the way you like now, or are you still having issues?
By omitting the retractions for the gap infill I got rid of the issues, however there's now a visible seam on the outside because of that. But the overall print was fine now. So I guess I successfully worked around the initial issue, but for the future I would love to get rid of that mess completely. But I guess opening a github issue would be the way to go there.
The infill patterns were just to get rid of that inconsistent gap infill before realizing that it's actually not regular infill.
RE: How to slice this without the retraction hell?
Bob - did you intend to include a 0.25 mm nozzle profile?
RE: How to slice this without the retraction hell?
Bob - did you intend to include a 0.25 mm nozzle profile?
Spam bot detector activated - What do cars drive on?
RE: How to slice this without the retraction hell?
Hey,
I know this is an old post, but I came across it so might as well share how I do this - in cases where I print a signle wall, I model just the outer surface polygons, so it's essentially an empty solid. Then you can print it with the desired number of perimeters and 0% infill and you can always be sure the perimeters will be stacked neatly next to each other without gaps or thickness variation. I see the funnel has a base, so I would use a modifier box for that part. Of course this works only for objects that don't need a closed top and all the walls have the same height.
Anyway, I try to print only with perimeters and 0% infill whenever I can because the surface finish is always better.