Zuviel Material an den Kanten?
Hallo zusammen,
ich bin mit meinem (wenigen) Latein am Ende. aber mal vom Anfang an: Drucker Mk3s Mmu2s . Beim Z Level auf 0,2mm hat das Blättchen mit 0,23mm eine schöne glatte Oberfläche. wenn ich Z runterdrehe wird das Blättchen ziemlich rau und ist dann eigentlich dicker. Wie das zuviel Material kommt. Extruder ist genau auf die Menge eingestellt.(Steps/mm) Auch die breite der extrudierten Menge (0,45mm) stimmt genau. Filament ist ein gemessen und das Phänomen tritt bei allen Filamenten auf. Bin schon einige male die Slicereinstellungen durchgegangen irgendwo übersehe ich da was.
Ich hoffe es kann mir bitte jemand weiterhelfen. Vielen Dank
Ferdinand





RE: Zuviel Material an den Kanten?
Hallo zusammen,
ich bin mit meinem (wenigen) Latein am Ende. aber mal vom Anfang an: Drucker Mk3s Mmu2s . Beim Z Level auf 0,2mm hat das Blättchen mit 0,23mm eine schöne glatte Oberfläche. wenn ich Z runterdrehe wird das Blättchen ziemlich rau und ist dann eigentlich dicker. Wie das zuviel Material kommt. Extruder ist genau auf die Menge eingestellt.(Steps/mm) Auch die breite der extrudierten Menge (0,45mm) stimmt genau. Filament ist ein gemessen und das Phänomen tritt bei allen Filamenten auf. Bin schon einige male die Slicereinstellungen durchgegangen irgendwo übersehe ich da was.
Ich hoffe es kann mir bitte jemand weiterhelfen. Vielen Dank
Ferdinand
Hallo,
ich würde zuerst mal auf einen sauberen Z-Firstlayer hinarbeiten. Vorher aber das Bett gut mit fettlösendem Spülmittel und warmen Wasser reinigen und trocknen. Über/Unterextrusion kannst Du im PrusaSlicer regeln:

d.h. bei Überextrusion (zuviel Materialfluss) würde ich den originalen Wert 1 versuchsweise in 0.05er Schritten reduzieren, also bei 0.95 beginnen und anschl. die Veränderungen beobachten. Außerdem könntest Du den Filamentdurchmesser (Istwert) streckenweise messen und gegebenenfalls auch im PrusaSlicer anpassen bzw. damit die Extrusionsmenge steuern.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Zuviel Material an den Kanten?
Hallo, Danke für die rasche Antwort.
Filament ist eingemessen (10 Messungen und den Schnitt eingestellt) ,Bett ist gelevelt (0,02mm)
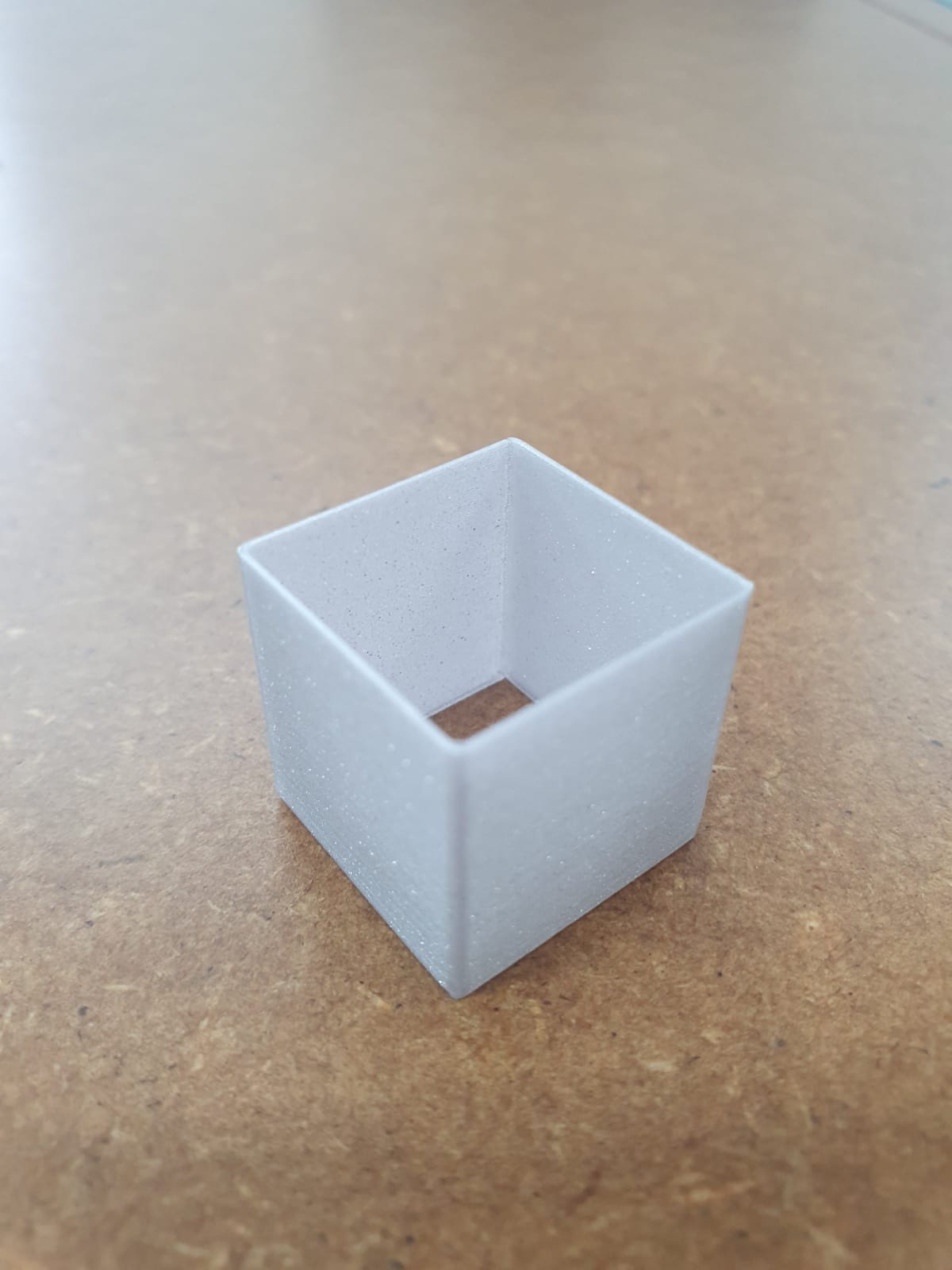
Extrusionswert stimmt auch, die Seitenwände von dem Würfel haben exakt eine Layerbreite von 0,45mm

Blättchen links hat eine höhe von 0,22mm und macht optisch einen guten eindruck.
dann habe ich Z um 0,02mm runder gedreht, das Ergebnis siehe rechts und hat durch die rauen Stellen 0,25mm
Weiters ist mir aufgefallen das bei dem Blättchen die Mitte teilweise glatt ist und der Rand rau.
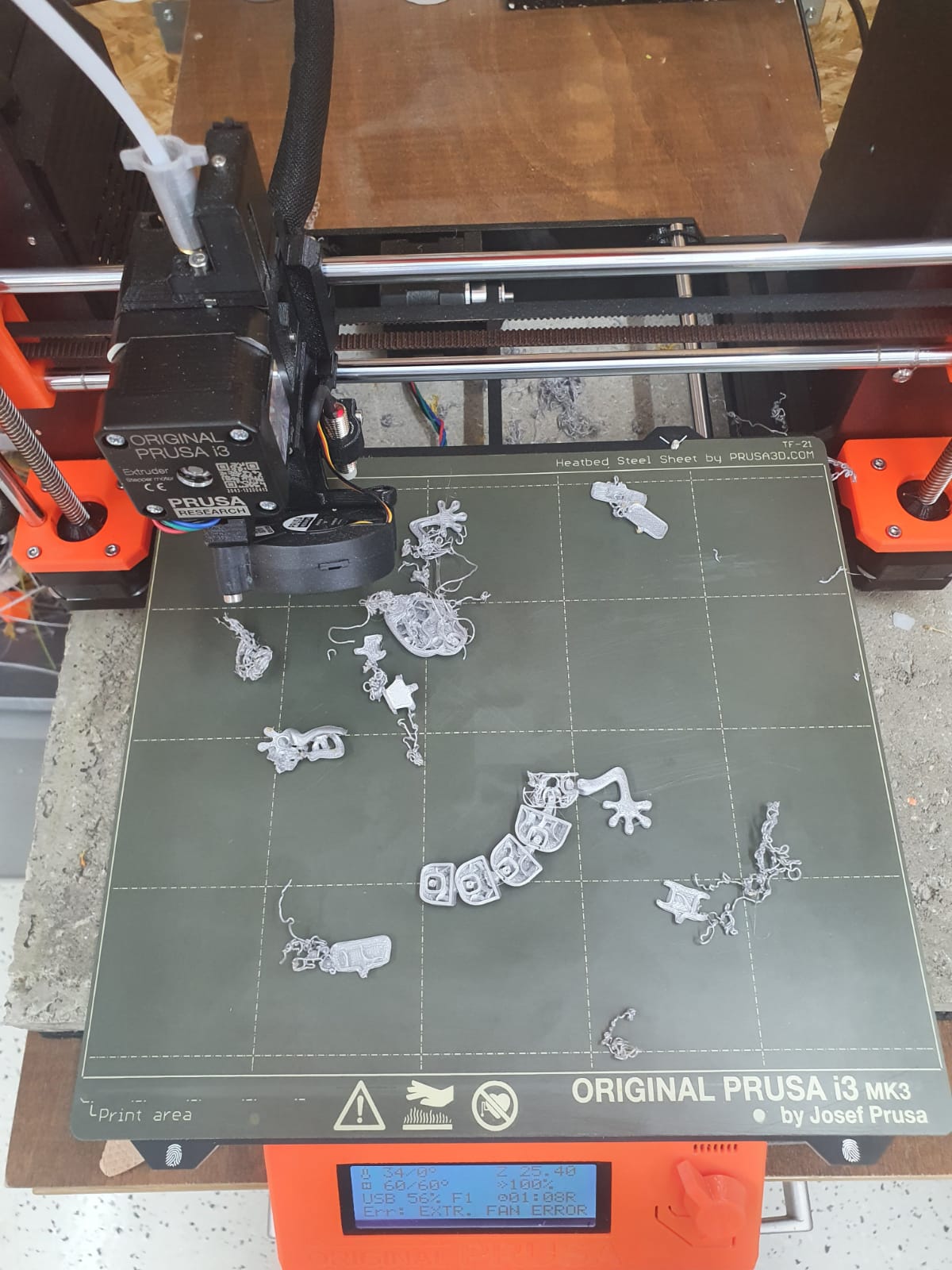
Wie man auf dem Bild 6 sieht sind die Spitzen von dem Druck ( Thermperaturturm )nach oben gezogen. Diese sollten aber grade auslaufen.
Oder Bild 5 die Spitze rechts sollte gar nicht da sein.
RE: Zuviel Material an den Kanten?
@denkdanix
Man muss bedenken, dass es sich um 3D-Druck handelt und Bereiche von 0.02mm bereits ausserordentlich gute Ergebnisse darstellen. Eine minimale Parameterabweichung kann da schon ausreichend sein um die maßlichen Abweichungen zu vervielfachen. Alleine wenn man die Wärmeausdehnung von Thermoplasten berücksichtigt, finde ich es umso erstaunlicher, dass der MK3 solch präzise Ergebnisse erzielen kann, was sonst nur teureren Druckern vorbehalten ist.
An Deiner Stelle würde ich noch etwas am Extr. multiplier arbeiten, evtl. in 0.02% Schritten verringern und beobachten was sich maßlich und optisch verändert.
Wenn Die Haftung am Bett gut und die Oberfläche des Firstlayer sauber ist, würde ich das "Z runterdrehen" gut sein lassen.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.