Re: Very bad print quality after MMU
I found all my stringing problems were immediately gone after fixing the many base problems of my printer. Which are mainly related to feed path resistance, either in the MUX, extruder gears or hotend.
A better part fan deflector also helps. I use this, with massively better print quality than stock (especially on the "back side"):
https://www.thingiverse.com/thing:2615821
It works with a sock installed, but I really recommend ABS or similar. It is very close to the block and will probably sag when printed in PLA. However, it obscures the view on the print quite a bit.
Honestly, this should come on the SD card with a few meters of orange ABS so people can print it first.
After resolving these issues the most extreme thing I had to do was lower the temp for one type of PLA by 5 degrees (esun only, others work fine without that). For PETG (local cheap brand) some minor fiddling with retraction (+0.5 I believe but YMMV) and allowing a tiny bit of part cooling. I still very have minor stringing with XT on all-default settings, but didn't bother optimizing that yet (prints are tough, shiny and beautiful after brushing off the strings).
Bottom line: you should be very close to default settings if your system really works. The MMU has many not immediately obvious issues that can lead to all kinds of diffuse problems, stringing being only one of them.
Re: Very bad print quality after MMU
What all did you change or tune on the feedpath side? I've tried two new heatbreaks, new nozzles, new teflon tubes all around and in hotend, several rebuilds of the hotend itself to the E3D procedure, the seth multiplexer, a wide range of extruder tensions and every filament from Prusa, to boutique, to esun and I can't fully tune out the stringing with PLA. When talking with the Prusa support they said I wouldn't be able to solve stringing. It was a compromise they made to reduce jamming and enable multimaterial. If you've been able to 100% solve yours, I'm super motivated to copy every step you took. I was getting to the point where I might switch slicers to try one that supports ooze shields for bowden setups.
Could you print this model in PLA and post a picture along with your settings? https://www.thingiverse.com/thing:2219103
Its super fast to print but would help me gauge what to expect.
Re: Very bad print quality after MMU
Yeah, I can probably give it a shot during the weekend (if anyone else wants to do it go ahead). Since you already changed your heatbreak, how did you install it excactly? I found the correct installation procedure is vital (also for the nozzle), PJR described it in the 28page blockage thread, but it's basically the official E3D procedure.
What I did: check extruder cal. (was fine), measure/set filament diameter (then extrusion width test cube to determine multiplier), Seth's multiplexer (I still have it on but my problems were mainly elsewhere so maybe I can go back), adjust Bondtech gears (live while printing a slab), cut down PTFE (mine was 0.8mm too long, be careful to cut the "upside" end), PID calibration of the hotend. Also made sure my live Z is spot on every single time. I have the blue silicone sock on the heatblock and the better nozzle fan deflector. All of those helped a little, but the dead heatbreak was the real dealbreaker.
What brand of filament are you using? Are you sure it's dry?
Re: Very bad print quality after MMU
Sweet, that would be awesome if you can give it a try! Heatbreak was installed with the method on the E3D website (cold thread nozzle in till it stops, back off 1/4 turn, run heatbreak in till it butts up, tighten gently, heat up, tighten some more etc...). As for filaments, I've tried the Prusa silver PLA (that came with my mk2s), Esun PLA + in 3 colors, Esun regular PLA, Atomic PLA white & grey, and also a variety of PETGs and a PVA (though I expect stringing on those). I have a Presto dehydrator I converted to a filament dryer which I run on all the filaments after they've been out a few days, usually 12hrs at 120-140F. Results are about the same with most filaments. I do all the same calibrations it sounds like as you. I also have the silicone sock.
How much resistance do you feel if you push filament manually from the end of the bowden tubes through the multiplexer? I feel like my resistance is pretty high even with Seth's multiplexer. There is quite a bit of resistance I feel even in the ptfe tube from the filament not wanting to bend to the exact path of the tube. Pushing through the multiplexer is almost no resistance if I do it without the ptfe tubes on but when you try with them combined, it seems like quite a bit. I'm leaning towards that being the issue however I don't really see how it is going to improve with any modifications.
I just printed one of those fan ducts your linked and will try that out. I also just installed another new heatbreak and teflon tube. I'm curious if the tolerances on those are consistent between shipments...
Edit: just tried on left the default PRUSA settings on Atomic PLA and on the right I reduced retraction to 2.8mm (from 4) and z lift to 0.1 (from 0.6). Not perfect but a load better when adjusting those two parameters.

Re: Very bad print quality after MMU
Not too shabby and 2.8mm is still in the expected range. Resistance in the PTFE is either a filament manufacturing problem (uneven diameter), or your Festos wobble (that can actually happen every once in a while, then you need replacements), or your gear tension is too high and it dents the filament.
Seths multiplexer generated absolutely no friction anymore for me after using it for about 2 weeks. The stock one definitely creates some friction, but not too bad I think.
Here's my print, totally unoptimized, on 0.2mm all-stock settings (including the wrong filament diameter) and using a terrible Prusa Copper spool I use as a worst-case scenario. It's ok I think, dropping the temps by 5° and chucking the spool in the oven for a few hours will remove that. The strings are so thin they can be brushed off lightly with a finger (actually the photo looks much worse than reality for some reason).

Printer is busy, if I have some Fillamentum on I'll repeat the exercise. In real-life models I have zero stringing with that material and eSun.
Re: Very bad print quality after MMU
Oh, and you don't have to expect lots of stringing with PETG (I tried CF XT and ProFill PETG). It prints quite well, I have less stringing on the MK2MMU than on my other printers.
Also I removed the short PTFEs on the spool holder, I found them entirely pointless and they can create additional friction depending on the angle.
Re: Very bad print quality after MMU
Awesome, thanks for printing that test piece! Definitely useful to compare. Seems like I might be being overly picky on what my printer is putting out. I unfortunately never tried this stringing test on my MK2s before the MMU upgrade. I'm curious what it might have looked like but also too lazy to convert the printer back.
I'm going to tune a little more and maybe give Seth's multiplexer one more shot. I was having stringing in my prints but I've changed a lot of variables in the last week or two between rebuilding stuff, replacing parts and tweaking the retraction parameters. I'll give an actual print a go and see how it turns out.
Re: Very bad print quality after MMU
I'm quite sure it would have looked better on the MK2s (if it was well-tuned), and definitely on the MK3 with its geared extruder. It is more difficult to remove stringing entirely on a Bowden printer, because there is much more filament flex between extruder and nozzle. This depends a lot on the material, length of the bowden tubes and the current shape of the tubes (especially when Z is high). It's definitely not the best concept for a Prusa-style machine, much better for printers where the head stays in plane and the bed moves down. On an Ultimaker you can get away with 3.5mm and 25mm/sec, also because of 3mm diameter.
I wouldn't bother unless you have filament that is very consistent across many spools and colors. Even with the same filament, the ideal settings will change as soon as it sucks up a bit of water.
This is definitely in the range where you can significantly improve only by adjusting the temperature a bit (a.k.a. experience), which I think is a good compromise.
Re: Very bad print quality after MMU
and z lift to 0.1 (from 0.6).
This is actually the crucial setting. Closer inspection of my print revealed that the Z lift creates tiny short filament stings, which fold back towards the space between the pyramids when the nozzle moves. Those stack up and form the stringing. It would be quite specific to this print.
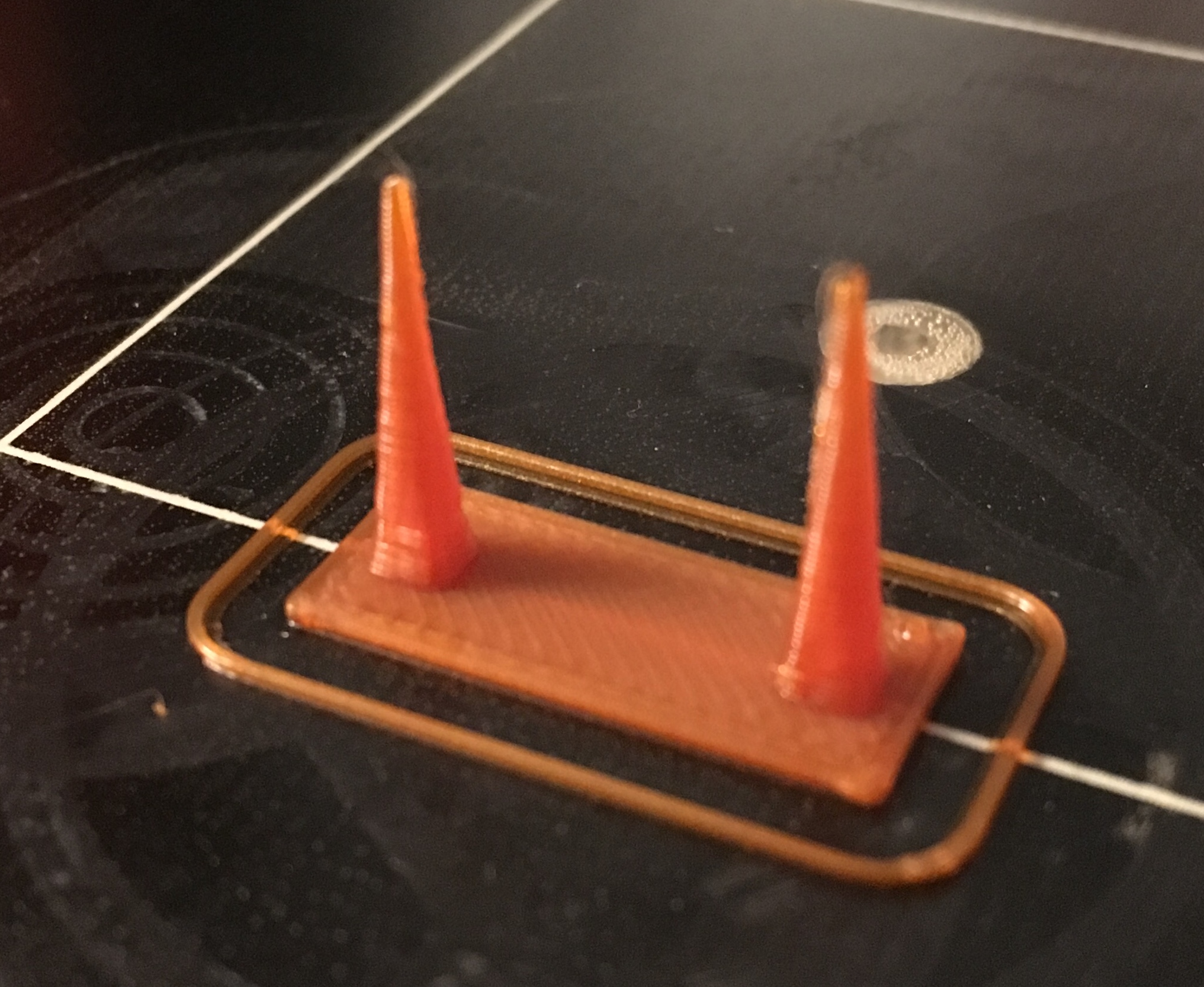
Here's a test I did with the same settings, only Z lift reduced to 0.2mm (am I the only one who thinks PR copper is plain ugly???):
Re: Very bad print quality after MMU
Yeah, that made quite a difference with the z lift! Looks pretty good! I still have to reduce my temps (at 195C for PLA right now) and reduce the retraction length but the z lift was a pretty heavy hitter. I'm sort of wondering if my hot end thermistor is accurate or if it has drifted. I think I'm going to try to get an external TC on there and see if it is close. Almost seems like the hotend is hotter than it is reporting but maybe I'm just being overly suspicious.
Re: Very bad print quality after MMU
It's kind of hard to measure and IR won't work. The fastest way is to swap it and run a cable directly to the board. However I don't think that's the case, but you should do PID tuning if you haven't already.
Re: Very bad print quality after MMU
Have any of you found resolution over the last few months? I just upgraded to MMU and am having the same types of problems.