Uneven parameter quality?
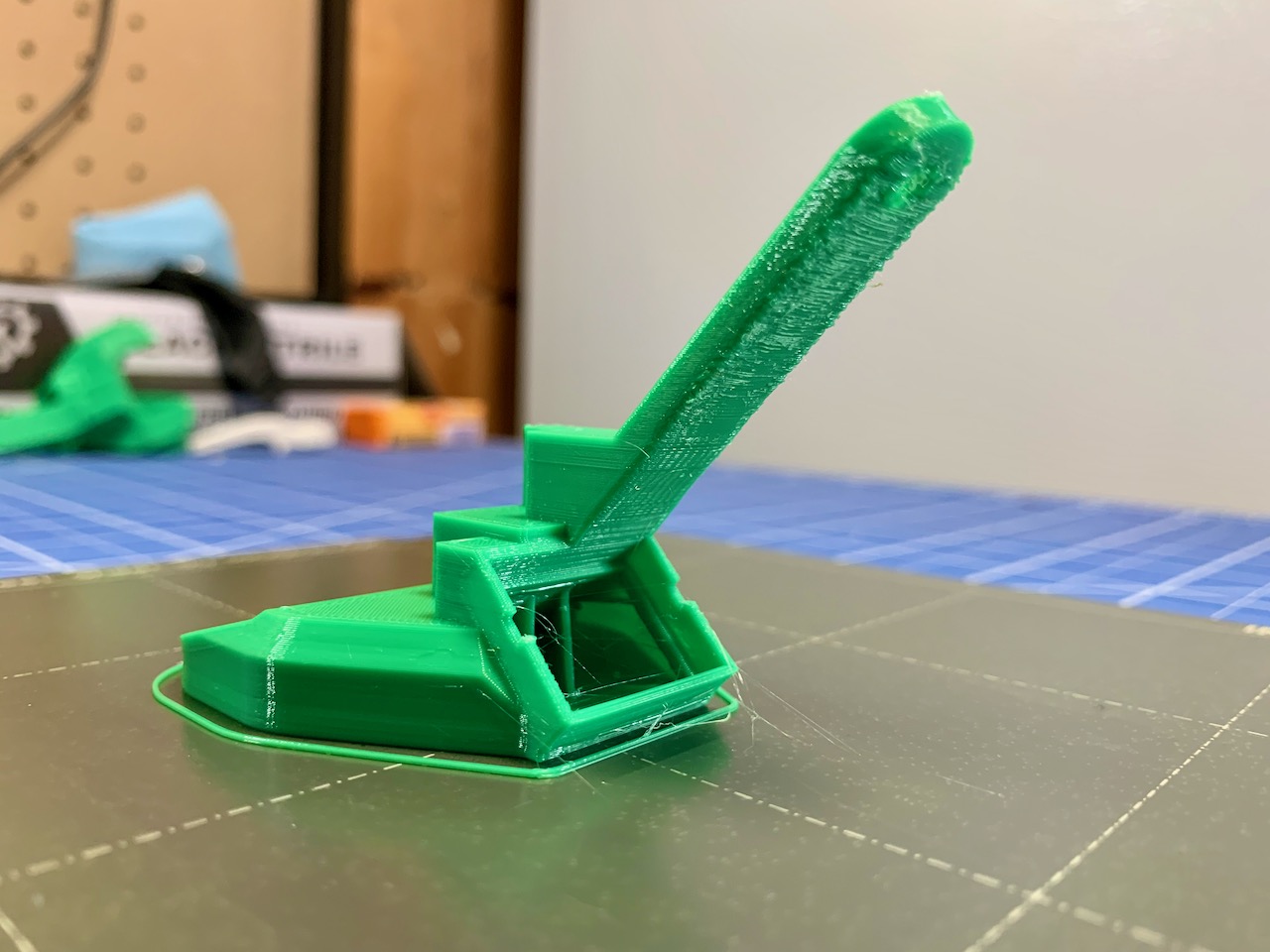
I have this kinda strange quality issue with this print today (though I've also seen something similar before in different models). The top angled part has one side with good surface quality while the opposite side suffers from rough finish.
The overhang angle doesn't seem to be the issue as you can see in the lower half of the arm, the quality is good.
The arm is oriented with the Y-axis so the parameter travels along the X-axis.
Is this caused by the short travel?
This part is PETG but I've seen similar issue with PLA as well.
What can I do to reduce (if not eliminate) this issue?

RE: Uneven parameter quality?
Either increase your cooling fan speed, or reduce your temperature a little. Also, spin the part around in the slicer 180 degrees, since it looks like the "underside" is facing forward, which is opposite the cooling fan on stock. I will note, however, that this part is best out of something like Polycarbonate instead of PETG. I've printed this part personally out of PETG and ASA, even the ASA one gets a bit droopy and melts and I've been forced back to the stock cooling duct. However, it does provide amazing cooling.
I think I know, I don’t think I know. I don’t think I think I know, I don’t think I think.
RE: Uneven parameter quality?
@skreelink
Good point about the direction of the cooling fan. I will probably print another one with this new cooling fan shroud to see if that fixes the problem!
I have never printed PC or ASA so this will be a first. Do you have a PC filament you recommend? My inclination is go with something from MatterHacker.
RE: Uneven parameter quality?
I cannot suggest any PC filament, I've never printed with it before. The hottest filament I've printed with as of now is ASA, which is Polymaker Polylite ASA. If you get some PC and print with it, make sure to put an update if it prints well.
I think I know, I don’t think I know. I don’t think I think I know, I don’t think I think.
RE: Uneven parameter quality?
@skreelink
Officially the MINI doesn't support PC but I'm sure others have tried. I guess some research is required first!
RE: Uneven parameter quality?
@alex-hung
Just make sure to get a PC blend that is within the heat range of the Mini. The hotend maximum is 280C, the bed is 100C.
I think I know, I don’t think I know. I don’t think I think I know, I don’t think I think.
RE: Uneven parameter quality?
@skreelink
PolyMaker PolyMax seems to fit the bill
https://www.matterhackers.com/store/l/polymaker-polymax-pc-filament-075kg/sk/MEXYDP9Q
RE: Uneven parameter quality?
@alex-hung
Seems to be right within the range. Make sure to check Prusa's FAQ about printing PC here: https://help.prusa3d.com/en/article/polycarbonate-pc_165812
I think I know, I don’t think I know. I don’t think I think I know, I don’t think I think.
RE: Uneven parameter quality?
@alex-hung
Polymax PC has many additives that make the filament brittle and fragile over time. I printed some parts with it and got the following result after about 3 months (printed with the recommended temperatures):
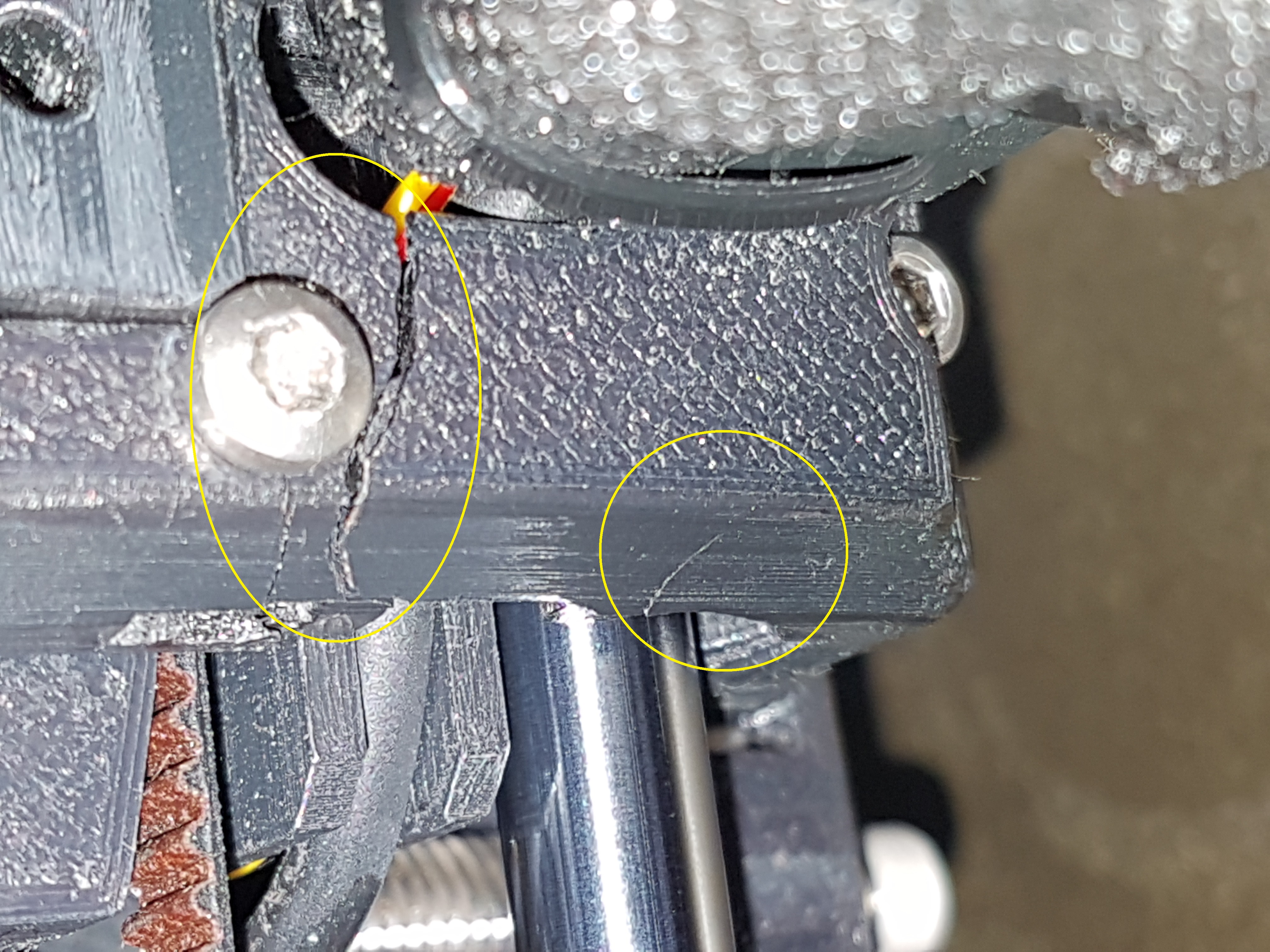

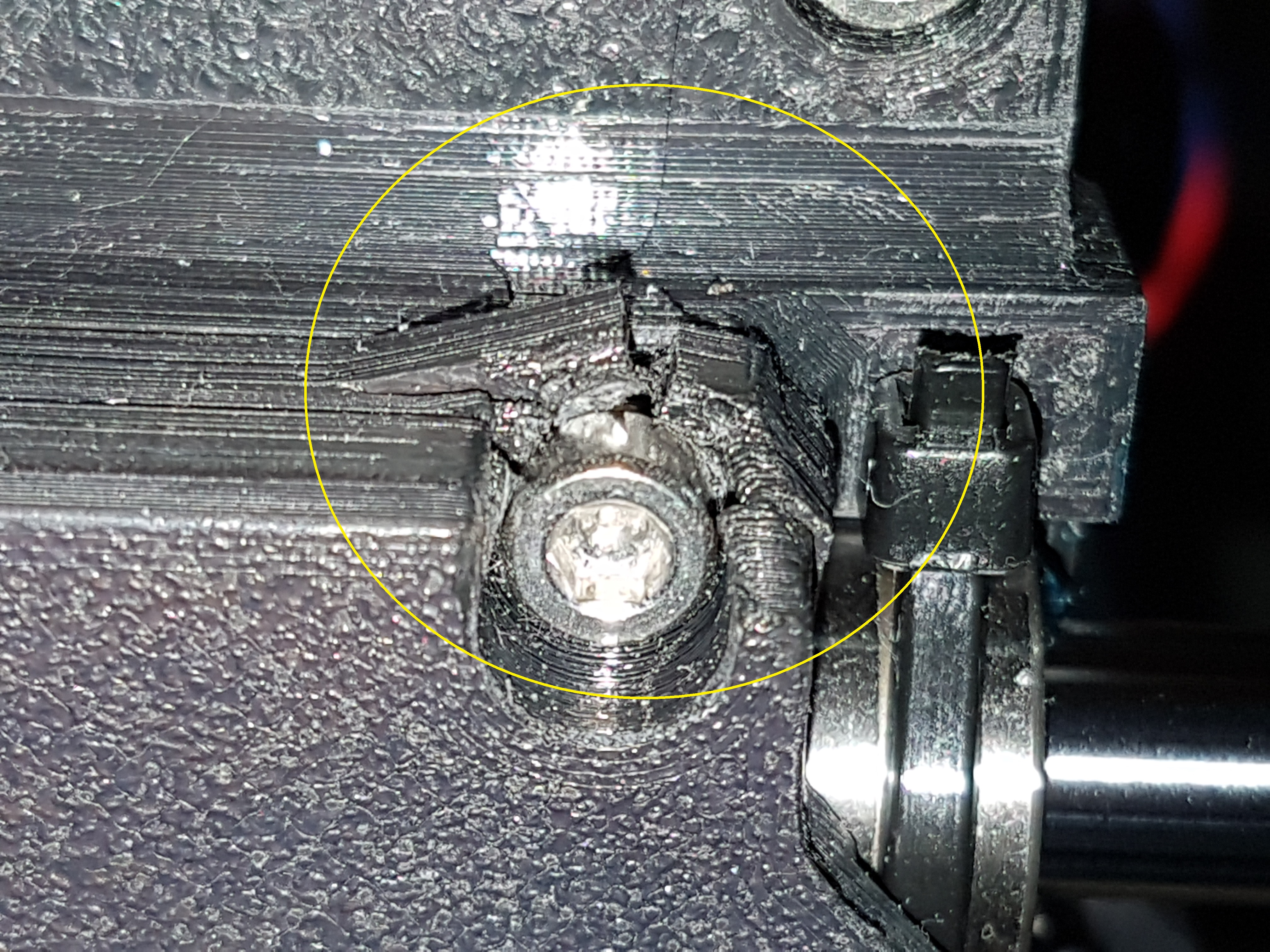

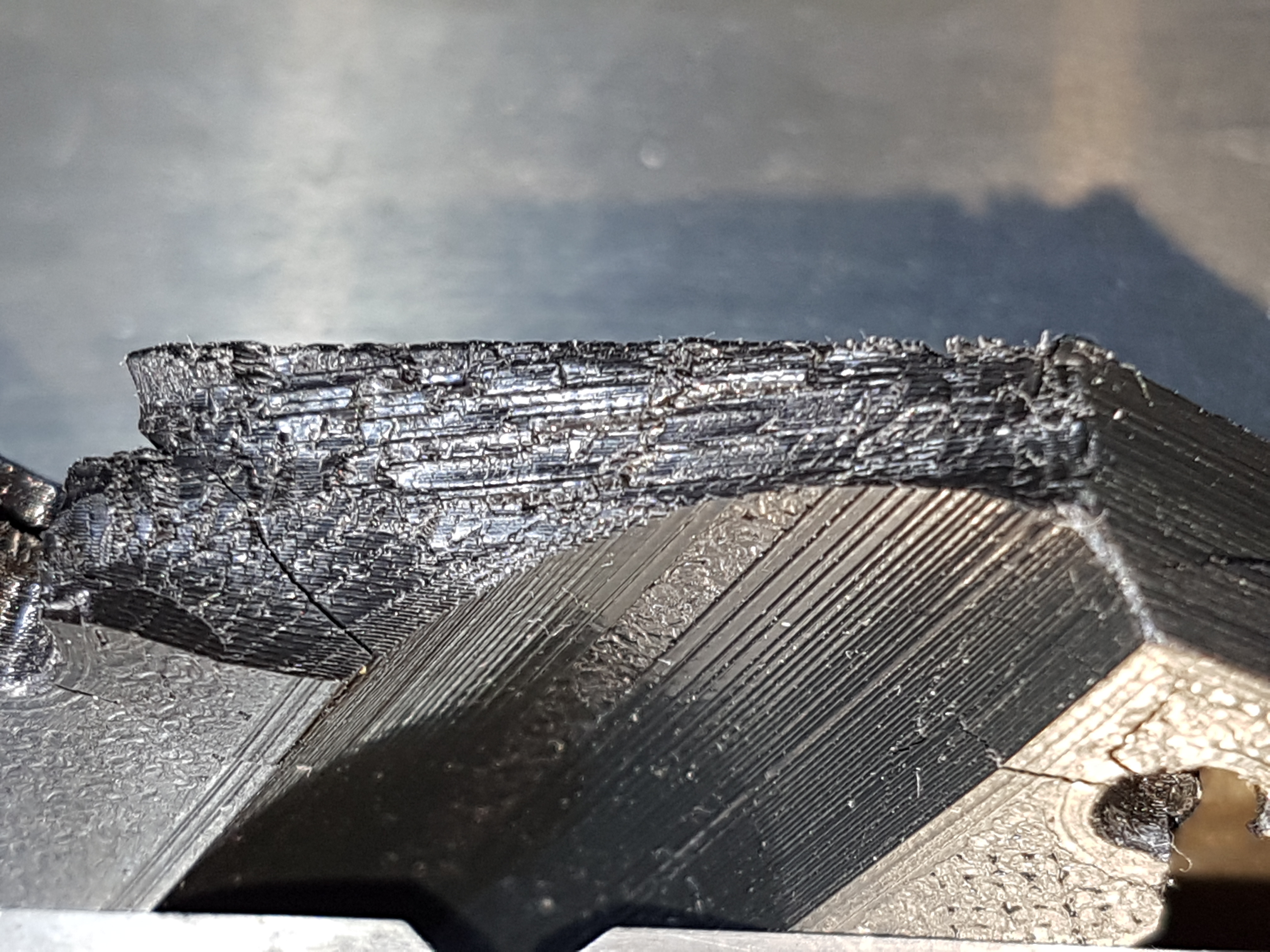
Then I printed everything out of nylon, which today, after 2 years still looks like new.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Uneven parameter quality?
@karl-herbert
Thanks for the head up. I'm only printing a fan shroud so not much stress on the part. I'm still unsure if I should just ask someone to print it for me, perhaps someone with a Mk3 and have printed PC blend previously 🙂
RE: Uneven parameter quality?
@skreelink
I may start with ASA as it is easier to print, and see how long before the part deforms.
RE: Uneven parameter quality?
@alex-hung
ASA will serve you well in that regard, it might not deform much for you either. I use a silicone sock, which pressed right up against it, so heat transfer was very close, with a bit more airgap it might be better. The droop isn't horrible either, so it might not affect your prints at all. Prusa themselves use ASA for their cooling ducts.
I think I know, I don’t think I know. I don’t think I think I know, I don’t think I think.
RE: Uneven parameter quality?
@skreelink
I have a silicone sock as well so it should work ok for a while. I can always print another one!
I wonder if we can take a leaf out of rocket nozzle cooling. We can modify the design to add a thin channel(s) around the parts closest to the nozzle and use some of the air for cooling only.
RE: Uneven parameter quality?
@alex-hung
A very heat resistant and easy to print filament is for example this one: https://3dk.berlin/en/3dktop-heat-resistent/195-3dktop-black.html
I use it a lot in higher ambient temperature applications. However, the material must be tempered after printing. This also increases the mechanical stability significantly.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Uneven parameter quality?
@karl-herbert
Thanks for the suggestion. I’ve already ordered a roll of Fillamentum ASA so we’ll see how that work out.
RE: Uneven parameter quality?
@karl-herbert
Interesting, I dont have this issue. Are you annealing your print or using a heated chamber when printed your part? (if not the cracks most likely come from internal stress when you print your part, not additives)
RE: Uneven parameter quality?
@3d-printing-science
Anyway. I always had the same problems with PC from polymax and removed it from my collection. Now I print special parts with CarbonNylon from 3dxtech.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Uneven parameter quality?
@karl-herbert
I am doing the same for some parts that require heat resistance and high temp. PC Blend tends to warp slightly and PolyMax PC tends to crack over time. It is just better to reserve that for my nose cones. It works great for nose cones and fighter cockpit glass.
--------------------
Chuck H
3D Printer Review Blog
RE: Uneven parameter quality?
@cwbullet
In any case, I would not sit in a cockpit printed with PC 😊 . (conventionally cast or extruded PC is an excellent and extremely tough material).
I have experimented with a lot of filaments, but the PC has unfortunately given the worst and most unstable results. No comparison at all to various nylon variants, which I successfully use for highly stressed components. The nylon even prints better (a bit more stringing, less warping). It is only important that nylon is well dried beforehand and that the still warm spool is used in a heated print area (enclosure).
https://www.matterhackers.com/articles/printing-with-nylon
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Uneven parameter quality?
@karl-herbert
Yup. They are not printed with PC. They are molded PC. It is a secret method that often varies from manufacturer and country. I know the company owner that makes many of the military canopies in the US. He made me a could heavy-duty nose cones for LEDs and night flying that are near bulletproof.
--------------------
Chuck H
3D Printer Review Blog