Prusament PETG clogging mid print
Hi guys,
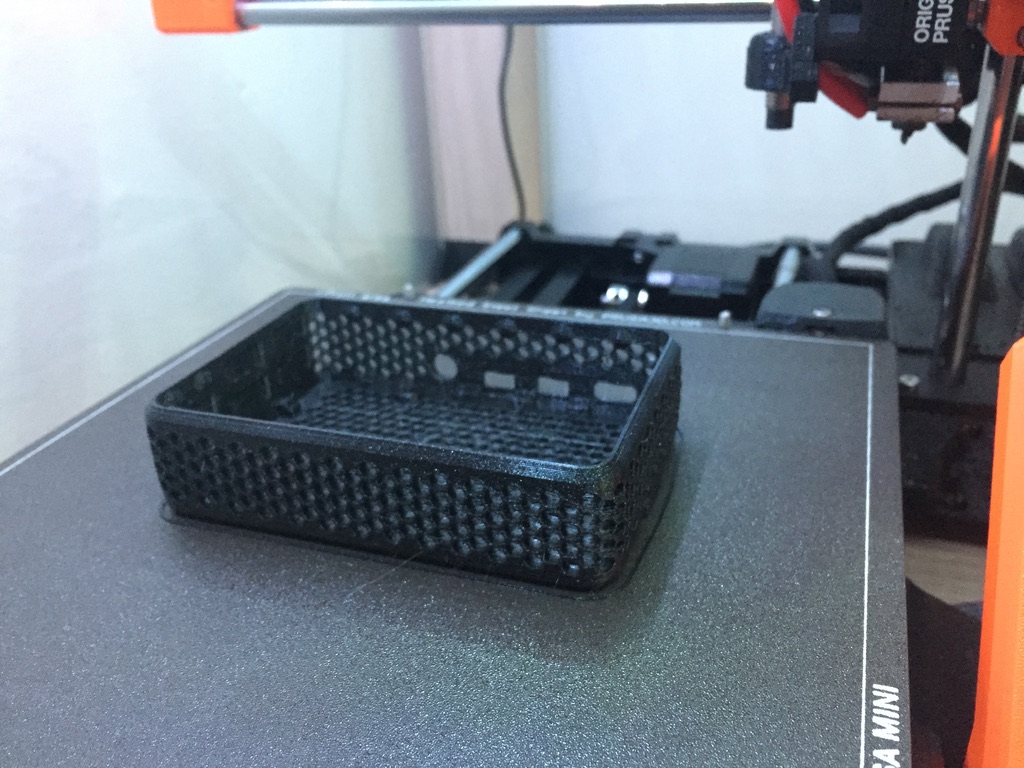
I'm trying to print h
excase-base.stl in Prusament PETG on MINI+ using default settings on 0.2mm layer and it keeps clogging in certain height. I have the printer in an enclosure with approx 31C. Any tips what setting to adjust to avoid the clog? My other prints in PETG are fine, this one is not, possibly lot of retractions in this area?
RE: Prusament PETG clogging mid print
Did you try without case?
They are small/tiny parts could by your filament is already to warm before entering the heatblock as the distance between extruder and heat block is rather long.
Ratio between moves and extrusion I guess is rather high and the filament before and within nozzle is too much melted.
Try open the case and ventilate it decreasing the ambient temperature.
Edit: Just in case - did you slice this for the correct PETG?
even an old man can learn new things 🙂
Standard I3 mk3s, MMU2S, Prusa Enclosure, Fusion 360, PrusaSlicer, Windows 10
PRUSA MINI+ Prusalink + Prusa Connect
RE: Prusament PETG clogging mid print
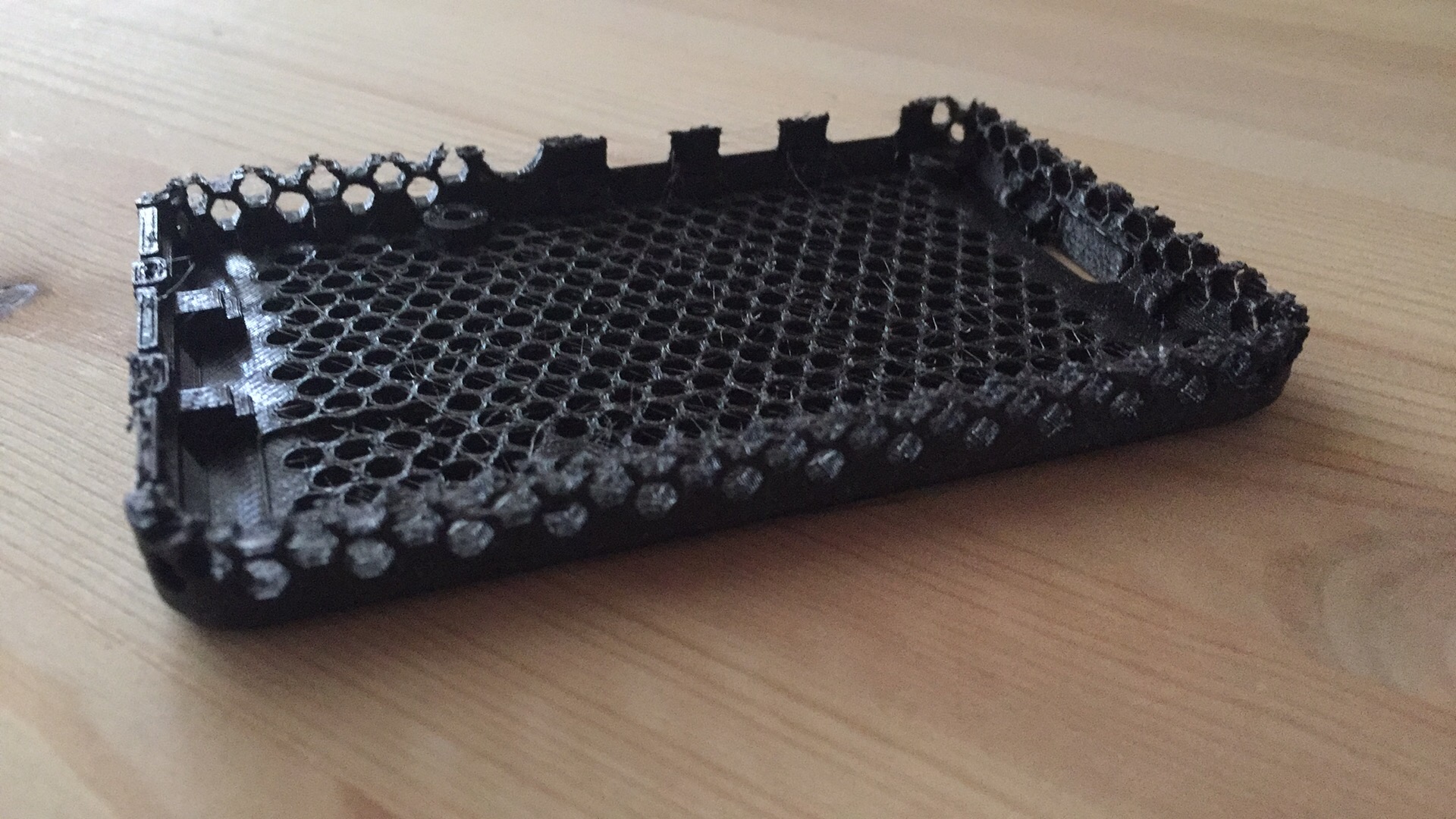
I had serious trouble to get (noname) PETG printing without clogging at some point. My solution so far is to set the retractions speed far lower, than the Prusa SLicer presets (to 10/5 mm/s iirc). I also set the min travel to 10 mm or something like that. Before I did that, I couldn't even get a Benchy printed, an the Benchy needs far less retracts than this "hexcase-base".
Ah, an while writing this: For me it wasn't clogging, it was the extruder grinding into the filament, until it couldn't move it anymore.
RE: Prusament PETG clogging mid print
@madcyborg
I have a similar problem with ABS and PETG - just say no to cheap no-name filaments.
--------------------
Chuck H
3D Printer Review Blog
RE: Prusament PETG clogging mid print
Thanks a lot for advices guys. I kind of combined them and give it a go 😀
I let the enclose opened, ambient temp was around 28C. Then I adjusted retraction speed to 35mm/s and detraction to 20mm/s (half of default values) and min travel to 7.5mm and it printed really well.