Prusa Mini - Large Temperature Difference Between Set & Nozzle Temp
My Prusa Mini has been working flawlessly for the last few months with the exception being a few clogs due to heat creep issues which is why I recently replaced the throat with an aftermarket titanium one as well as a hardened steel 0.4 nozzle. Since the upgrade I haven't had any clogs and print quality seems to have improved, however layer adhesion has been horrific to the point of unusability occasionally. The problem I assume is too low of an extrusion temp cause by a discrepancy between the set nozzle temp & the actual extrusion temperature. I have a thermocouple probe that when placed directly on the end of the thermistor cartridge was reading roughly 20c under the nozzle temp. For example when the nozzle temp was set to & reading 210c on the Mini's display it was reading 190c at the cartridge. When I placed the probe at the tip of the nozzle and using a bit of extruded plastic as a thermal conductor it was reading significantly lower, roughly ~55c lower then the set temp.
Im assuming this problem is due to some kind of temperature offset the Mini has built in to compensate for the large thermally conductive stock throat the Mini comes with, but im not sure as I didn't take any measurements prior to the upgrade. If anybody has any ideas about a way to remedy this other than just bumping my gcode nozzle temps it would be greatly appreciated! I tested this printing some samples at 210, 230 & 250c and indeed the 250c had significantly better layer adhesion where the 210 snapped quite easily.
RE: Prusa Mini - Large Temperature Difference Between Set & Nozzle Temp
The hardened steel 0.4 nozzle I am using could also be a source of the problem due to its significantly lower thermal conductivity, 22W/m.k vs. ~105W/m.k of a brass nozzle.
RE: Prusa Mini - Large Temperature Difference Between Set & Nozzle Temp
Your assumption is correct 😀 It depends on the nozzle but I've seen many people mention 10-50 deg above 'normal' maybe needed. There is a feature request for an offset to be included in the firmware for this situation: https://github.com/prusa3d/Prusa-Firmware-Buddy/issues/1038 but it may take a while before it gets considered.
RE: Prusa Mini - Large Temperature Difference Between Set & Nozzle Temp
@jdogawesome
That is probably true.
--------------------
Chuck H
3D Printer Review Blog
RE: Prusa Mini - Large Temperature Difference Between Set & Nozzle Temp
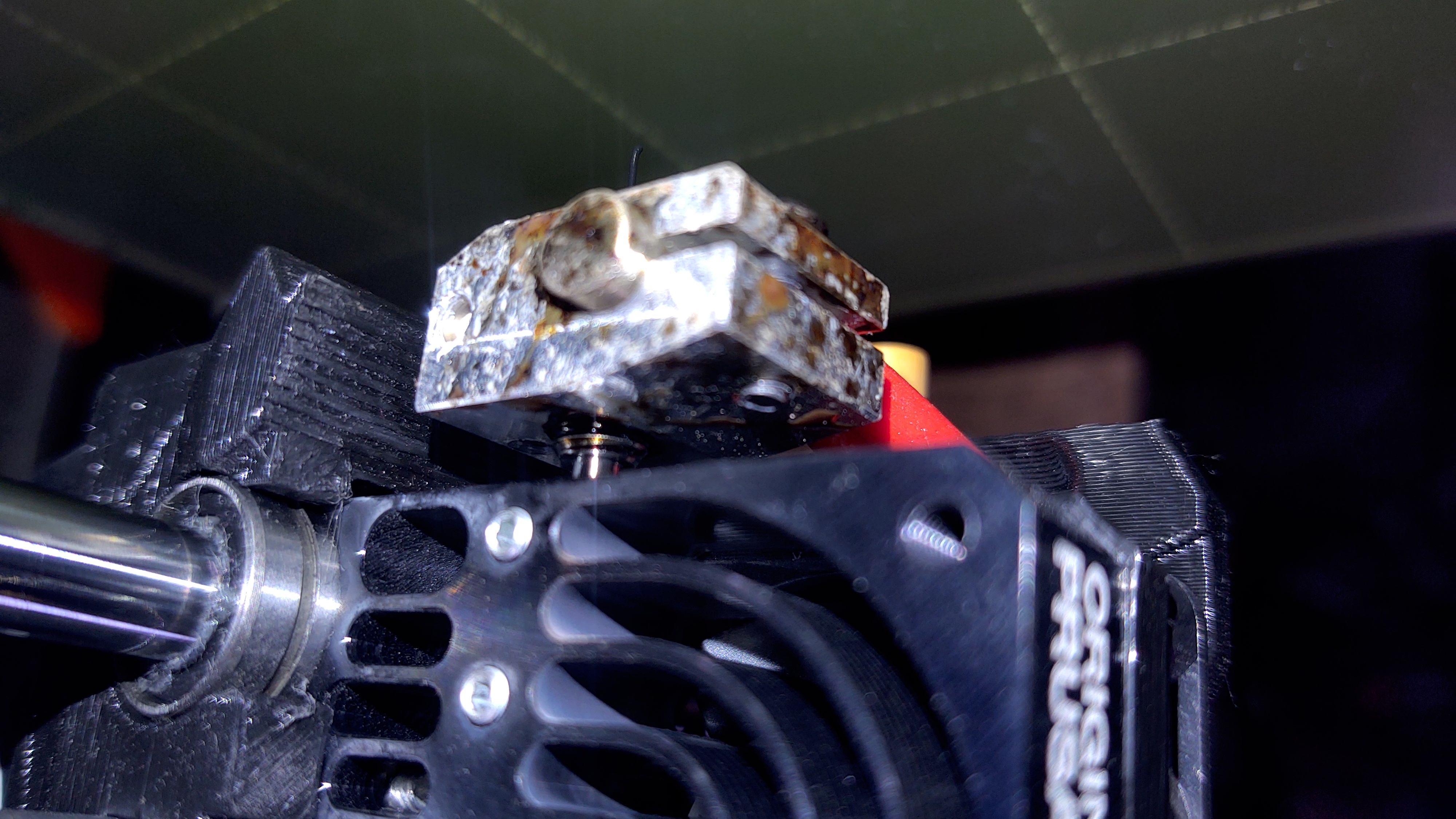
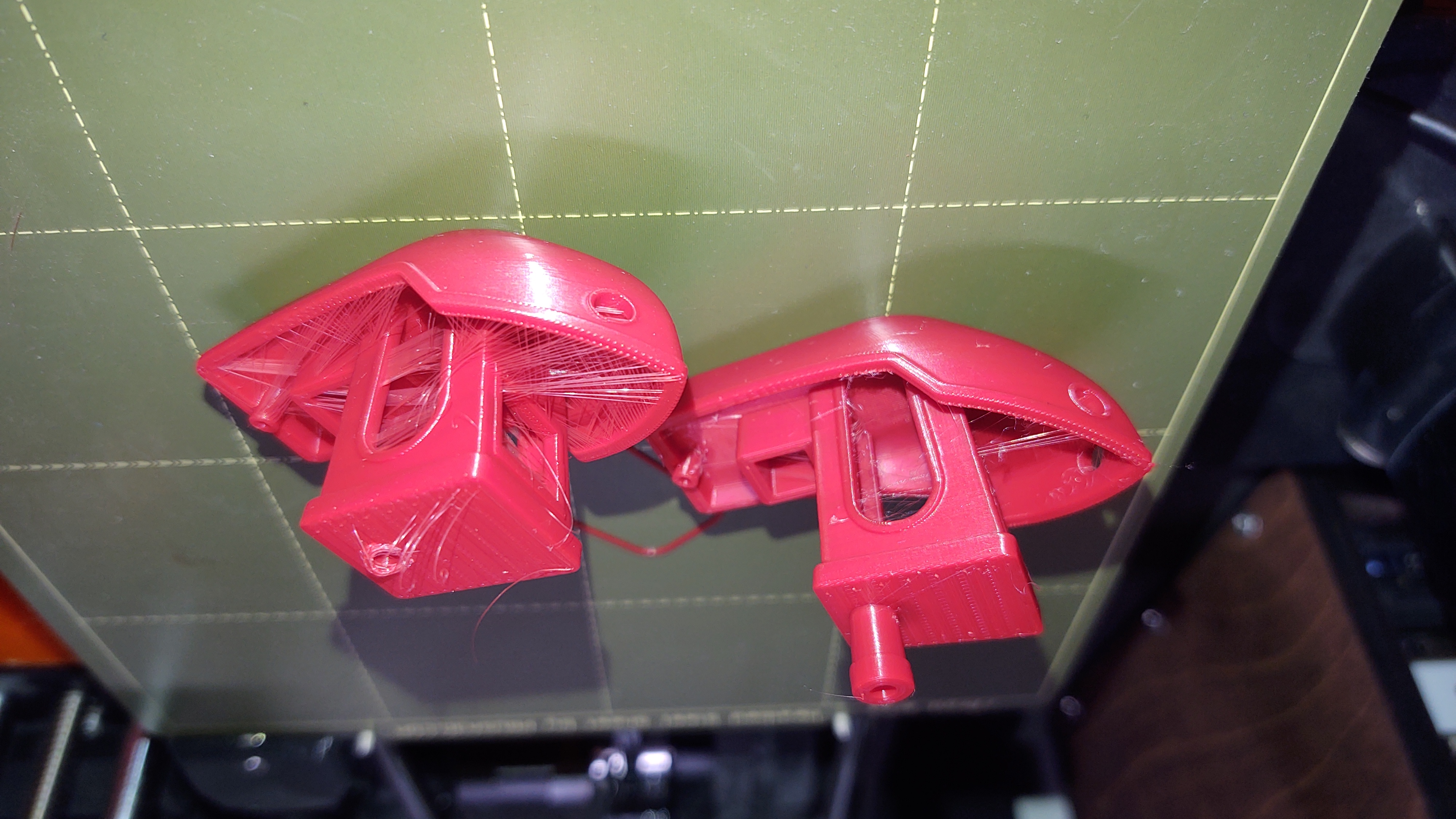
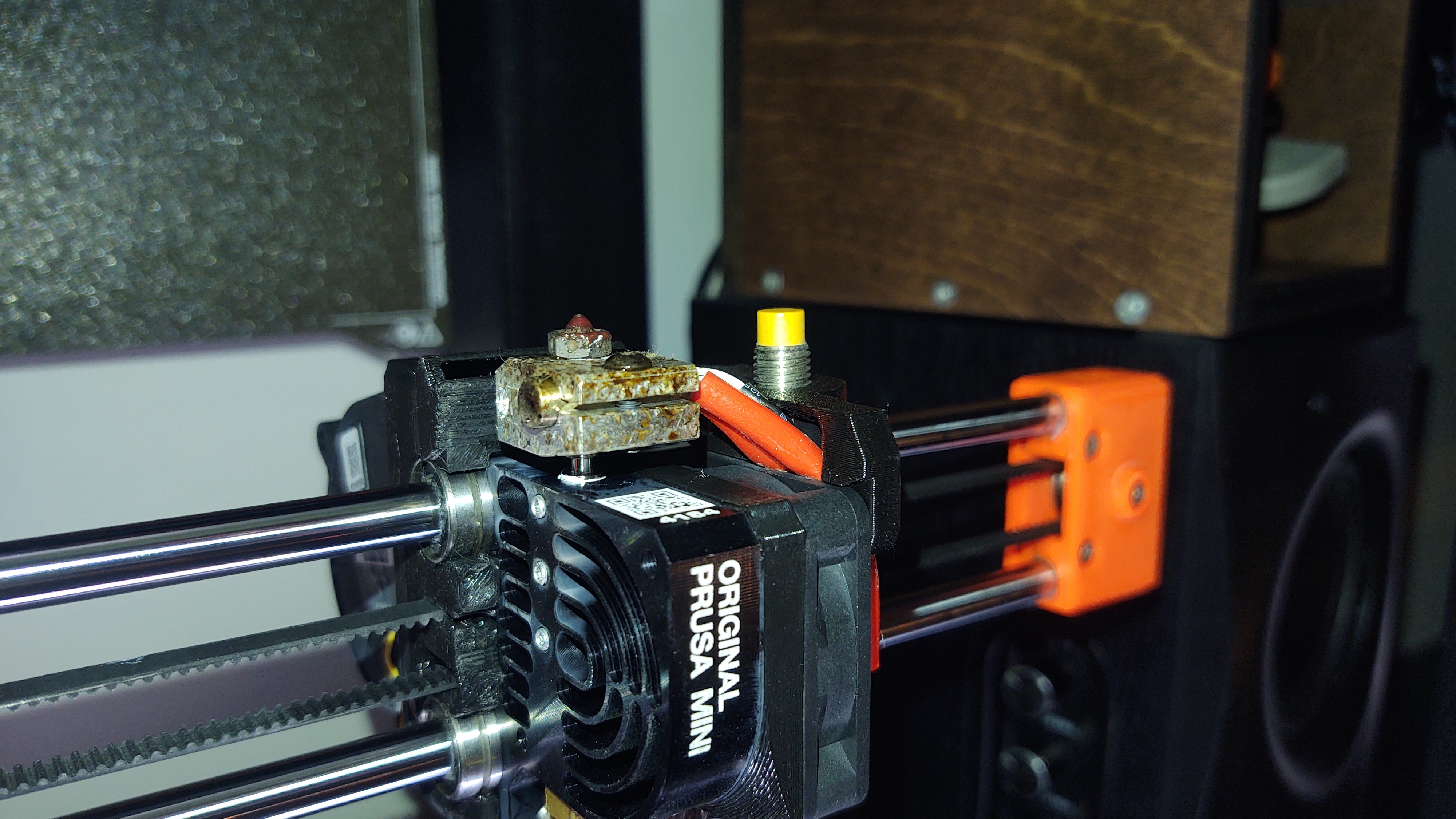
Yep was simply a matter of upping the extrusion temp, however I decided to take it a step further. I screwed the nozzle all the way into the heater block so that the M7 part was touching it, thus allowing better thermal transfer. This definitely seems to have helped, but slightly higher extrusion temps where still needed, 10-20c. I will test exactly how offset the temps are sometime soon. As you can see from the pics below, the right 3DBenchy was printed with the steel nozzle, but with the stock 0.5mm gap and the left printed with the same nozzle, just screwed in all the way to the heater block. Layer adhesion was also better as I was unable to break off the 3DBenchys chimney with my fingers, compared to the right one.
RE: Prusa Mini - Large Temperature Difference Between Set & Nozzle Temp
Yep was simply a matter of upping the extrusion temp, however I decided to take it a step further. I screwed the nozzle all the way into the heater block so that the M7 part was touching it, thus allowing better thermal transfer.
If you are able to screw the nozzle into the point of touching the heater block, you very likely don't have the heatbreak inserted far enough into the block to prevent a leak out the top. If the heartbreak is properly inserted, it should be impossible to fully screw the nozzle in before it butts up against the heatbreak, forming a seal.
RE: Prusa Mini - Large Temperature Difference Between Set & Nozzle Temp
@bobstro
Yes this was a concern of mine, however after about 30 hours printing so far, I haven't had any problems. As you can see from the pic below, about 2/3 of the thread is inserted, however the black plastic around it could be from it leaking slightly, or from previous globs as this printer has been used a lot. I will update if it becomes an issue.