Are the instructions for printing PETG wrong?
I am baffled... I bought my MINI+ to print PETG. I have a cheap ($120) 3D printer that already prints PLA like a dream but struggles with PETG. According to Prusa:
PETG is considered "easy" to print (!)
You need to use the textured spring steel sheet to avoid over adhesion
Using the smooth steel sheet the print might stick too hard and destroy the steel sheet coating
You should not clean the smooth steel sheet with IPA or PETG might stick too hard.
Well, my experience could not differ more!
I cannot get Prusament PETG (with the recommended settings from PS 2.3.0) to stick to the textured steel sheet no matter what. Of course the fact that it is thinner than the flat one does not help either. When doing first layer calibration, I get the nozzle all the way down to -2.000 and the filament just barely sticks to the sheet so when I print, the whole printout lifts and sticks to the nozzle... I usually end up with a huge blob of PETG around my nozzle and a few thin lines of PETG on the steel plate...
To get PETG to stick to the smooth steel plate, I need to wipe it with IPA, almost every time!
How does any of this make sense?
What is your experience with printing PETG with the MINI? Does it stick more to the plate or the nozzle? Do you have to get the nozzle all the way down to -2.000 to print to the textured plate and still not get it to adhere? Is there anything I can do about that or is it time for Prusa to update their recommendations?
RE: Are the instructions for printing PETG wrong?
-2.000 is definitely too much, probably the pinda sensor is too low.
I get the best first layer adhesion by cleaning it by IPA to remove the residual filament then dish soap and rinsing by a lot of hot water. doing this every 3-4 prints give me 100% of first layer success.
Avoid fingerprints over the bed.
If again it does not stick try another filament roll or dry it.
Also a clogged nozzle and/or wrong extruder tensioner setting could lead in a underextrusion that reduces the first layer adhesion.
RE: Are the instructions for printing PETG wrong?
Start with correct first layer setting. When you are done, there will be no issues with PETG adhesion. You told you are -2.000 and still not sticking to the bed. What does it mean? Show the photo how the first layer look like. The filament should be a bit squeezed to the bed, not a line of filament laying on the top. In ideal position of PINDA, you should be arround 1.000. So your PINDA seems to be a bit too low. If you move a PINDA a bit higher, you will be getting different numbers. Not to be mistaken, these numbers are not anything important, everybody has it different. Only mounting position of PINDA influent this. But it is good to be shome where between 0.800 - 1.200. Again, not because of numbers, but because of the PINDA relative position to nozzle. If PINDA is too high, you are risking nozzle crashing to the bed during calibration. If it is too low, you are risking PINDA crashing to the printed object.
So, post a photo of your first layer and z-level number. Then we can help you.
RE: Are the instructions for printing PETG wrong?
I agree with Milos V. After printing many PLA designs, I dared to try PETG. It was so easy. Like you, I used the textured sheet. I cleaned it with window cleaner. Advice I received was that using IPA will cause the PETG to stick too well, making removal difficult. Having adjusted my Live Z, it printed perfectly first time and every time since.
As Milos says, the Live Z value really depends on how high you have the PINDA mounted. When I replaced my PINDA to use the Super PINDA, I set it in the bracket so it is around -0.6. It works really well.
RE: Are the instructions for printing PETG wrong?
99% an issue of super pinda too low, if you can’t get it to stick at -2. Readjust your Spinda. It should be about 1.5 mm distance between nozzle and Spinda, so that you’re around -1 when you’re live z is correct. I put this little helper on Prusaprinters.org to help position the Spinda: https://www.prusaprinters.org/prints/57192-spinda-height-adjustment-tool-mounts-into-3030-ext
RE: Are the instructions for printing PETG wrong?
Thank you guys. Very good information here.
So, I changed the height of the Spinda sensor and now I can go further down. After first layer calibration, I am now at -1.850 to get PETG to stick to the steel instead of the nozzle. In order to get PETG to about 50% reliability (about half the time or half the print sticks to the bed) my first layer calibration on the textured bed looks like a thin sheet. Definitely NOT what the instructions show or what my PLA first layer calibration looked like. I am including photos to show you what I mean.
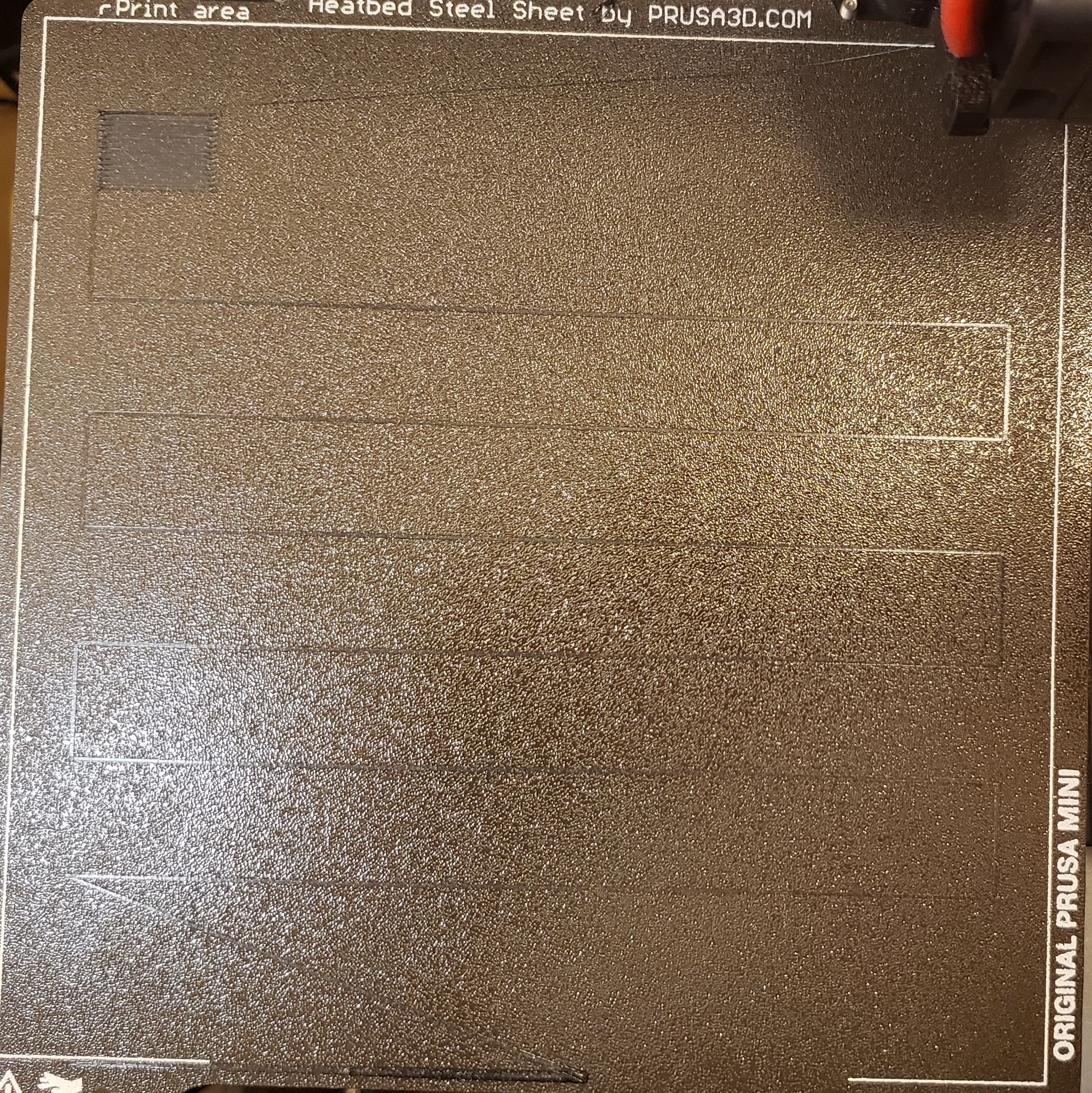
This is what first layer calibration needs to look like, on a freshly wiped with IPA textured sheet, for PETG to stick. This would be wayyy to squished for PLA.
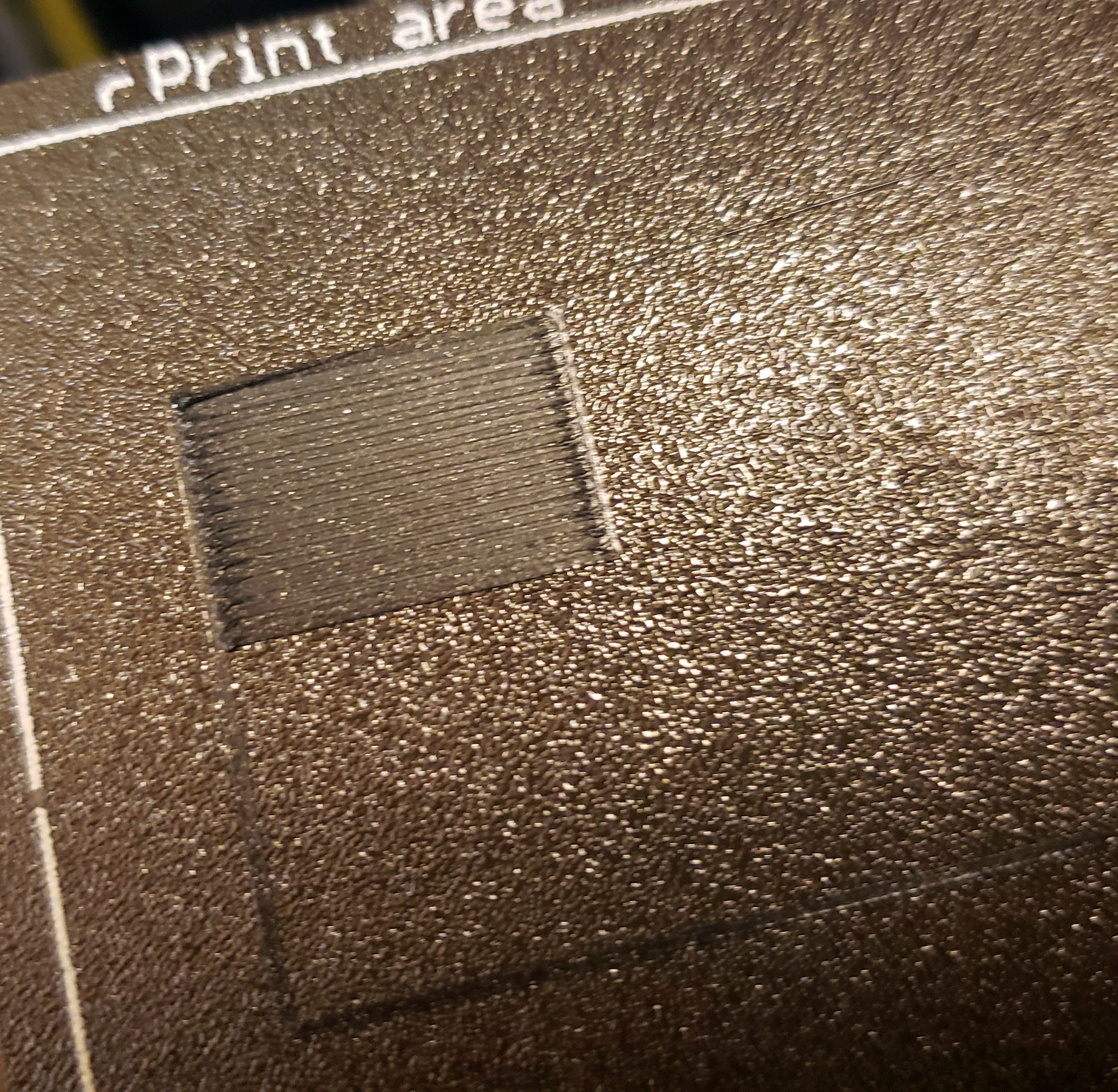
Detail showing what the little filled square looks like. Definitely too flat but at least it stuck to the bed!!

And the first print after the calibration. This is what I meant by 50%...
At this point, I don't know if I should give up and just accept the fact that my $400 printer, prints PETG a bit worse than my $100 one and sell it on ebay, to buy three more of the cheap ones...
RE: Are the instructions for printing PETG wrong?
I still suggest You to clean and degrease the bed, hot water and dish soap nothing else.
Don't touch the bed as fingerprints cause exactly what You are facing.
It would be interesting checking how leveled is the bed by manually doing a mesh leveling sequence.
If You have the chance to connect to the printer by pronterface or octoprint I would suggest to send those command:
M104 S170
M140 S85
wait that both temperatures are stable then
G28
G29
post here the output of the G29, it is something like:
0 +0.048 -0.040 -0.066 -0.035
1 -0.040 -0.030 -0.044 +0.010
2 -0.065 -0.050 +0.061 -0.047
3 -0.347 +0.029 -0.045 -0.155
RE: Are the instructions for printing PETG wrong?
Before you toss it... if you get it to print with the smooth sheet, then why not stick with it (no pun intended). If you’re at -1.85 with the textured sheet, your Live z with the smooth sheet should be around -1.4 as the textured sheets are thinner. I usually wipe the smooth sheet with Windex and put a thin layer of glue stick on, which works well fit me.
Having said that, I found the Prusa textured sheets to be a bit temperamental for my taste, so I switched to the BCZAMD textured sheets, which have handled any material I've thrown at them (PLA, PET,G ABS, PC, TPU) with ease. The surface is a bit coarser than what you get with the Prusa sheet but I'm used to it now.
They're on Amazon:
Mk3S: https://smile.amazon.com/gp/product/B07XC673ZT/
Mini: https://smile.amazon.com/gp/product/B088LPJ8PK/