Limiter le débordement des supports automatique
Bonjour,
Désolé si la question a déjà été pausée, mais comment fait on pour limiter le débordement des supports sans trop réduire le paramètre Espacement du motif ? En réduisant trop, le débordement est limité mais dans ce cas la densité du support pose des problèmes pour enlever les supports.
Par avance merci
Best Answer by Cédric.M:
Dans PrusaSlicer, je pense pas qu'on puisse changer les "marge" des support, mais je crois que CURA fait ca.
RE: Limiter le débordement des supports automatique
Salut,
dur dur, j'utilise les supports a peindre (2.3.0) qui permettent de mieux s'ecarter de la partie de la pièce à protéger mais ce n'est pas l'ideal.
Sinon je dessine un arbre dans fusion et je le place dans le slicer, c'est plus compliqué mais tres efficace.
MK3S & Fusion 360
RE: Limiter le débordement des supports automatique
Photo d'un exemple créé pour tester.
Quelque arbres sous la main, qu'on redecoupe selon le besoin et que l'on place de manière strategique.

MK3S & Fusion 360
RE: Limiter le débordement des supports automatique
Salut,
dur dur, j'utilise les supports a peindre (2.3.0) qui permettent de mieux s'ecarter de la partie de la pièce à protéger mais ce n'est pas l'ideal.
Sinon je dessine un arbre dans fusion et je le place dans le slicer, c'est plus compliqué mais tres efficace.
Merci pour ta réponse ... Effectivement il y a pleins de solutions avec les supports à peindre ou des supports customs.. Mais là c'est vraiment sur le Support automatique
RE: Limiter le débordement des supports automatique
Oui j'ai bien compris. Tu peux regarder la doc de la partie support de Prusaslicer.
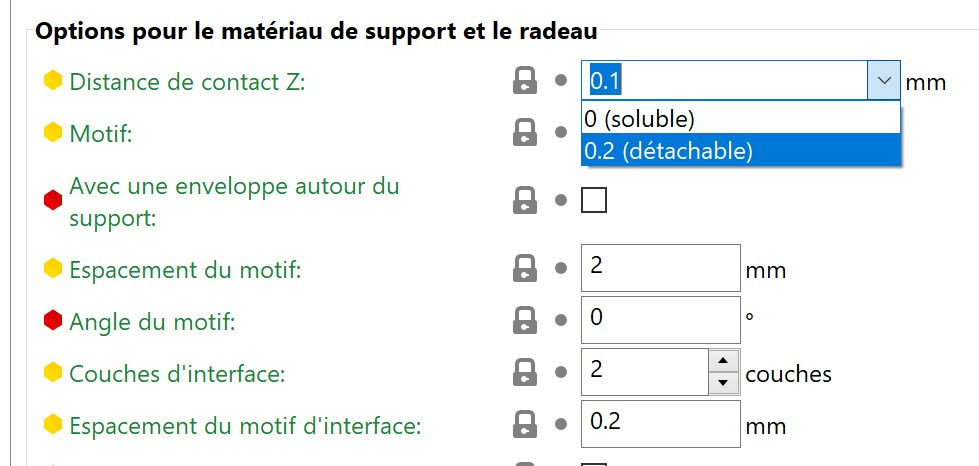
De manière connexe, tu as aussi cette fonction : Distance de contact Z qui aide a detacher le support en l'espacant un peu plus si tu choisis 0.2 mais sur le Z (plus bas donc).
MK3S & Fusion 360
RE: Limiter le débordement des supports automatique
@flo4print
ta pièce elle passe sans support là ? non !
@cuq tu as aussi comme flo le dit un arbre ou alors au design ou en rajout pièce ds slicer de mettre un très léger plat fin entre 0.5 et 1mm au centre de ta pièce qui te permet de soutenir tout le long et comme c'est fin ça se retire facilement et découpe au cutter aprés.. 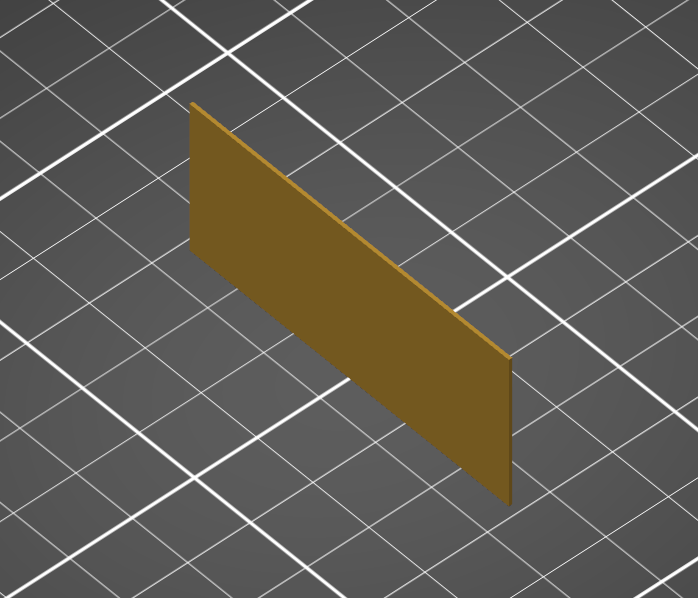
RE: Limiter le débordement des supports automatique
un truc que j'avais vu il ya quelque temps qui pourrait en inspirer certains pour détacher les support plus facilement. (avec 0 espacement comme le soluble !)
CR20 Custom - Photon mono X - Ratrig Vcore3
https://www.thingiverse.com/Sulfu/makes
RE: Limiter le débordement des supports automatique
@patrick-b-2 oui bien sur elle passe sans, c'était un test pour voir ce que ca donne au niveau maintient détachement et trace restantes etc. avec cet arbre.
MK3S & Fusion 360
RE: Limiter le débordement des supports automatique
@cedric-m il y a quelques modifs à faire quand même. Il déclenche la descente du feutre avec une commande envoyée par un raspberry pi synchronisé sur le temps.
Pour realiser un equivalent sans modif, il faut inserrer une pause (avec sonnerie) dans l'impression, avec un deplacement de tete, on applique a la main un rupteur (feutre, colle...) et l'impression repart apres. Faut juste rester a coter et guetter.
MK3S & Fusion 360
RE: Limiter le débordement des supports automatique
oui, mais tu peux très bien coller une pause et foutre du feutre a la main 😉
CR20 Custom - Photon mono X - Ratrig Vcore3
https://www.thingiverse.com/Sulfu/makes
RE: Limiter le débordement des supports automatique
bah j'ai edité mon poste pour ajouter la même remarque pendant que tu répondais 🤗
MK3S & Fusion 360
RE: Limiter le débordement des supports automatique
👍
Suivant la géométrie de la piece, c'est assez simple a mettre en place, c'est sur c'est pas universel comme méthode.
CR20 Custom - Photon mono X - Ratrig Vcore3
https://www.thingiverse.com/Sulfu/makes
RE: Limiter le débordement des supports automatique
placer un objet ailleurs sur le plateau dont la hauteur s'arrete au même niveau que l'endroit a peindre, mettre la pause lors de la dernière couche de cet objet, ainsi la tête part et quitte l'objet principal sans ajouter de mouvement dans le gcode.
MK3S & Fusion 360
RE: Limiter le débordement des supports automatique
ou un changement de couleur de filament
CR20 Custom - Photon mono X - Ratrig Vcore3
https://www.thingiverse.com/Sulfu/makes
RE: Limiter le débordement des supports automatique
Finalement c'est pas qu'une légende le HS sur ce Forum 🤣
RE: Limiter le débordement des supports automatique
boh c'est un sujet connexe ca reste les supports 😋
MK3S & Fusion 360
RE: Limiter le débordement des supports automatique
ah oui impressionnant mais là je n’ai pas pigé l'histoire du feutre !! c'est quoi comme feutre et dc c'est un feutre isolant ? ça marche pour faire in isolant alors ou faible de hauteur de support !! mais si t'as un angle sup a 55° et qui est a 30mm de hauteur avec un contre angle quoi !!
RE: Limiter le débordement des supports automatique
c'est un marqueur classique a mon avis, c'est comme mettre de la colle en stick sur le bed, ca fait une pellicule qui empêche de trop coller 😉
CR20 Custom - Photon mono X - Ratrig Vcore3
https://www.thingiverse.com/Sulfu/makes
RE: Limiter le débordement des supports automatique
ah oui c ce que je me disais mais connait pas ou alors comme un marqueur délébile ou pas !!
RE: Limiter le débordement des supports automatique
Je répondrais bien qu'un permanant devrait être plus efficace mais c'est mon avis, j'ai pas testé.
CR20 Custom - Photon mono X - Ratrig Vcore3
https://www.thingiverse.com/Sulfu/makes