RE: Pourquoi la Prusa Mini ?
Le but d'un forum c'est le partage et l'entraide. S'il n'y a pas de rubrique de partage, reste l'entraide, mais seul parce qu'il n'y a personne qui vient pour autre chose qu'un problème...
L'impression 3D est l'avenir plus ou moins proche de toute l'industrie. Sa découverte ouvre l'esprit à la création, mais aussi à de nouveaux métiers et pour le moment un atout peu ordinaire à mettre impérativement sur un CV.
Pourquoi la Prusa Mini ? Et bien il faut en avoir (recevoir une) ...et perso je pense que le rapport Qualité/Prix est excellent!
Salutatous,
J'ai commencé l'impression 3D qu'en novembre 2017...donc pas très longtemps... Toutefois, j'ai progressé (= transpiré, pleuré, juré, insulté, etc...) sur les modèles suivant (dans l'ordre d'achats):
Octobre 2017: Creality Ender 4, en kit: très formateur de monter et régler une imprimante 3D de ce type: merci à mon pote William pour son aide, qui a évité à cet engin de finir en déchetterie. Achat et découverte et utilisation de Simplify3D en même temps
Courant 2018: Cetus 3D 'extended' (de TIERTIME) : rails linéaire sur les 3 axes : robuste, précise, mais architecture fermée: bus USB propriétaire donc pilotable par UpStudio uniquement (sauf à mettre une CPU TinyFab XYZ, ce que j'ai aussi expérimenté)
Puis fin 2019: Artillery Sidewinder X1 et enfin Elegoo MARS , mais dans ce dernier cas c'est de la résine (mais c'est bien aussi!)
Donc quelques autres machines pour juger.
Je voyais bien plein d'Awards et recommandations pour Prusa et son MK3... j'ai même rencontré et discuté avec Joseph et son team à 3D Print de Lyon Eurexpo.... mais à plus de 700€ le kit...madame n'est pas d'accord...
Alors le jour ou j'ai reçu l'email d'annoince de la sortie de la Prusa Mini: hop la commande. Le 12 ou 13 octobre 2019.
Je l'ai reçue...début mars 2020! Alors oui, faut payer d'avance, oui faut être patient (voire , très, très patient) mais Prusa n'en fait pas de mystère et informe clairement des délais d'appro (du moins ça c'était avant le Covid 19 et le fait que Prusa a converti une partie de sa ferme de production pour faire des masques de protection...)
Foutu virus, qui avec le confinement, et ma mise au chômage partiel par mon employeur... m'aura au moins donné le temps de monter, régler et essayer la bestiole, hier le 19/03/2020.
J'avoue ne pas avoir compris de suite la calibration en Z... Faut tourner le bouton pendant l'impression du motif de test... Au début, le nez d'extrusion est trop haut, il faut le rapprocher du Bed "jusqu'à ce que çà ressemble à la photo du bouquin"...mouhai... bin pas évident pour un novice (tant le bouquin que la procédure) je pense.
Ensuite, premiers essais avec du PLA Prusament Galaxy Black commandé en même temps que l'imprimante: un Benchy et une pièce test.
Voir les photos ci-jointes: le Benchy sort vraiment bien. La première couche est imprimée lentement...mais alors après, ça cavale!
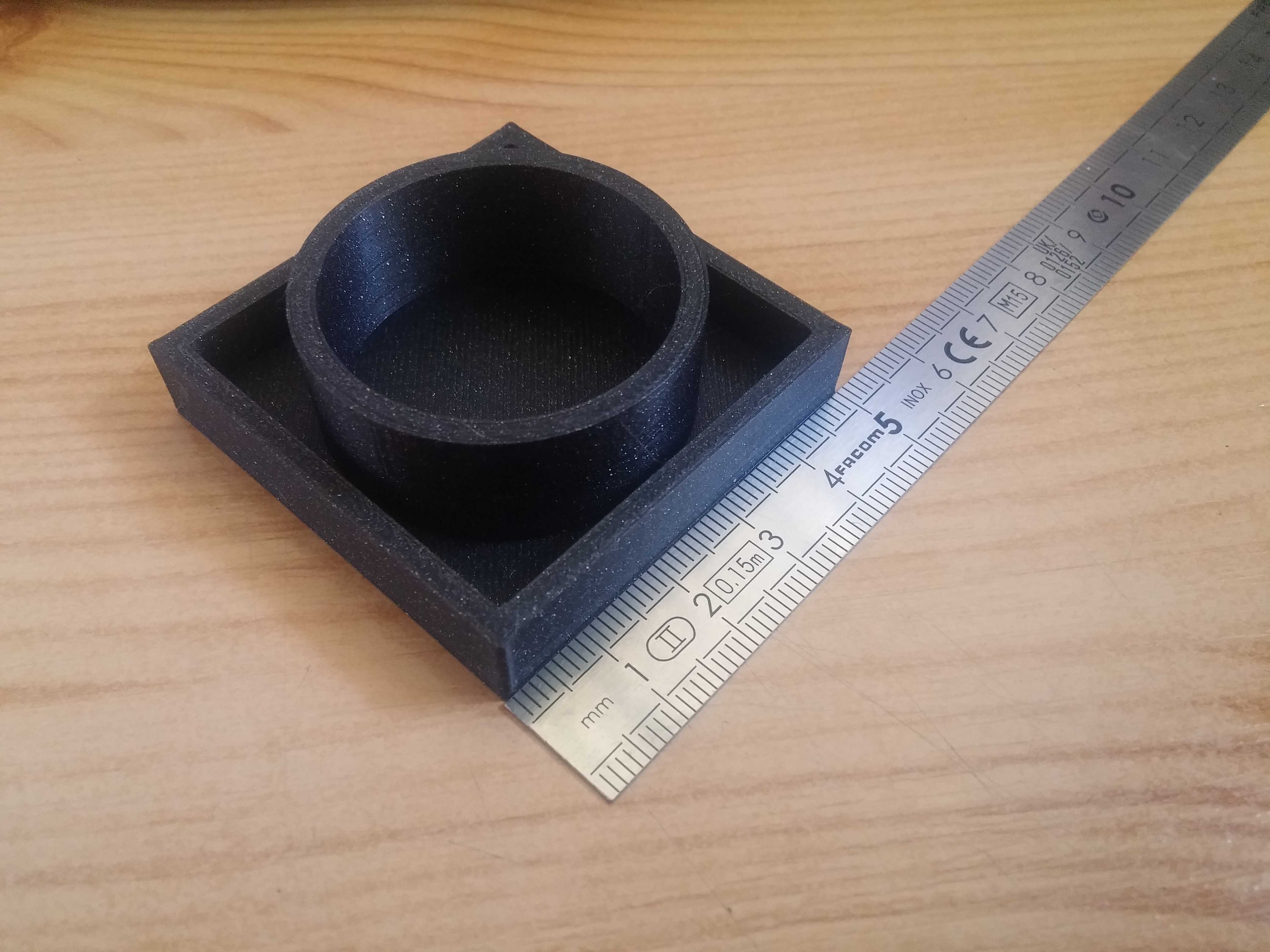
J'ai essayé ensuite une pièce d'évaluation que j'ai faite pour évaluer la justesse des cotes et l'interpolation circulaire, terme pompeux pour dire et surtout voir si l'imprimante fait de vraiment cylindre...ou des ovales. Je mesure aujourd'hui, soit 24 heures après (pièce froide/stabilisée)
Le carré fait 50 mm et le cylindre 40 mm en cotes CAO, en extérieur.
Au micromètre numérique 25-50 mm je mesure: 49,71 et 49,72 pour le carré , puis 39,63 et 39.60 mm pour le Ø exter du cylindre
Certes, plus faibles que la CAO , mais incroyablement consistant en axe X et axe Y!
Perso j'ai jamais vus ça après assemblage/essai de mes imprimantes précédentes... faut corriger, calibrer, et envoyer un script de correction en M92, etc, etc.... Là les cotes sont +faibles que la CAO, mais en corrigeant les 2 axes de la même valeur, ça devrait déchirer!
Je vais essayer d'autre pièces de test de Thingiverse, mais je pense que cette petite bécane vaut vraiment le coup (coût)! En tout cas un rapport qualité prix qui n'a rien à envier au imprimantes chinoises, ...que je ne dénigre pas, car elles permettent aussi de belles réalisations et leurs prix les rendent accessibles au plus grand nombre (mais faut souvent améliorer et bidouiller).
Voilà, avis strictement personnel bien entendu.
Bonne continuation à toutes et tous!





J'essaye de faire, mesurer et partager...plus pratique que théorique, peu de blabla, des résultats… La preuve incombe à celui qui affirme….en faisant et mesurant
RE: Pourquoi la Prusa Mini ?
Bonjour,
Elle a l'air bien sympathique cette Prusa mini.
Belle qualité d'impression en tout cas.
J'attends la mienne avec impatience, mais je crains fort des retards avec ce qui arrive en ce moment.
Je vais lire tes futurs prochains retours (s'il y en a ...), et n'hésites pas à nous remonter tes soucis / astuces, pour aider les "copains" du forum.
Bon Week - end.
Christophe
Christophe
Prusa i3MK3S + MMU2S - Prusa Mini / buse 0.25
Creality Ender 3 & CR10S
RE: Pourquoi la Prusa Mini ?
@sylvain-t2
Les côtes des pièces imprimées dépendent peu de l'imprimante qui est suffisamment précise mais bien plus du diamètre du fil. Je veux dire qu'un à peine plus épais que 1,75 donnera une pièce plus large que ce qui est prévu sur le dessin.
Si vous voulez calibrer vos impressions, assurez-vous que vos fils fassent bien 1,75mm de diamètre et bien constant sur tout la longueur, ce qui est difficile à faire. En fait si le filament passe temporairement à 1,80mm, nécessairement vous aurez une côte plus large que le dessin. A l'inverse vous ne constaterez rein (une seule couche plus large et la pièce entière sera plus large).
Donc, obtenir mieux est possible, mais avec un seul fil d'une seule bobine... Ca limite un peu l’intérêt.
Pour vos tests on constate bien sur le benchy qu'une tête légère est efficace sur les bords, pas d'écho, pas de rebond. Par contre vous aurez probablement une rétractation moins efficace sur les pièces délicates. On ne peut pas tout avoir...
Belle machine et belles impressions tout de même.
L'impression 3D est l'avenir plus ou moins proche de toute l'industrie. Sa découverte ouvre l'esprit à la création, mais aussi à de nouveaux métiers et pour le moment un atout peu ordinaire à mettre impérativement sur un CV.
RE: Pourquoi la Prusa Mini ?
@sylvain-t2
Ben oui, bienvenue dans l'univers Prusa....
Qualité bien sûr mais surtout d'excellents firmware mis à jour, un très bon slicer ...
J'ai six imprimantes dont 4 chinoises, seules 2 tournent vraiment et ce sont moins chères > Anycubic mega > Ender 3 et bien sûr la prusa quasi H24/24. Quant à la creality CR10s PRO (pas encore réussi a imprimer un truc correct, je dois faire des tas d'upgrades et ca me gonfle), la Flsun QQ-S a commencé par nicker mon plateau ultrabase avant d'imprimer disons quelque chose... Elle traine dans un coin! Reste ... une Prusa Bear Fysetec que je dois monter (clone prusa MK3S assez bien côté) mais toutes les vis sont dans un sac .. 1kg ? Faut que je m'y mette depuis 4 mois...
Quant à ma future Prusa mini, payée le 28 octobre 2019, aux dernières nouvelles elle est passée de livraison 17/03 au 30/03 Pffff. Jen veux quand même à Jos, plus de 6 mois...payée...cela fait beaucoup !
Prusa MK4 -2x Prusa Mini+ - Bambulab X1 Carbon/P1P- Flsun SR-Silhouette Cameo 4-Laser Xtool D1 pro 20w- Imprimante Canon Sublimation...
Petit complément d'info....(dimensions des prints un poil faibles, je confirme)
Salutatous,
Pour apporter quelques précisions...disons que j'ai "quelques compétences" en métrologie….et matériels adaptés aussi, me permettant d'affirmer qu'il y a bien un petit soucis de dimensions non conformes (par rapport à la CAO) sur les 3 axes. Voir les photos ci-dessous…. et/ou mon post dans le forum en anglais:
Pour répondre à j-gabbai: j'ai mentionné que le fil utilisé est du PLA Prusament...qui fait "désespérément et constamment " 1,75mm (mesures régulière au micromètre 0-25 mm) .
J'ai les mêmes écarts de cotes avec du Dailyfil PLA blanc mat….et pourtant dans ce cas là le diamètre varie ± 0.02~±0.03 en cours d'impression...
Alors certes, si on imprime des "pots de fleurs", on s'en fout, mais si on veut des pièces un peu techniques, imprimer à quelques dixièmes près...bin c'est pas pour moi.
C'est pas un pb insurmontable, je le connais bien et je sais comment y remédier, et d'ailleurs je suis en train d'expérimenter des ajustements via commande M92 insérée dans le script de Début du Prusa Slicer
Les infos/mises à jour seront mises dans mon post en anglais (lien ci-dessus) mais si vous voulez les infos, analyse, résultats d'essais, je pourrais vous en toucher 2 mots ici.
Mes "petits soucis de dimensions" ne ternissent pas ma première impression pour cette petite bécane: la qualité et vitesse des impressions sont ce que j'ai vu de mieux sur toutes les imprimantes que j'ai eu pour l'instant. Mieux même que mes Cetus 3D, qui sortent pourtant du "très respectable".
Certes, c'est tout beau, c'est tout neuf...espérons que ça tienne dans le temps!
Prenez tous soin de vous pour éviter ce fichu virus!
A bientôt
Sylvain






J'essaye de faire, mesurer et partager...plus pratique que théorique, peu de blabla, des résultats… La preuve incombe à celui qui affirme….en faisant et mesurant
RE: Pourquoi la Prusa Mini ?
Bonjour
Personnellement avec ce que je voie,comme image je trouve le résulta plutôt très bien pour une sortie de boite.
Quand je compare avec une UM3 ou UM S5 avec des erreur de +-0.20mm avec du fil de la marque qui est vendu a prix chère et peut de colorie.
Je trouve la Prusa très bien pour ce que je fait.
J'attend la mienne pour fin mars.
Mini Prusia mini + et Bondtech.
Une S3 arrivé et sa fonctionne
RE: Pourquoi la Prusa Mini ?
Hello.
Faudrait-il un mesureur de fil sur l'imprimante et qui "adapte" de façon à obtenir de bonnes cotes, au besoin débrayable suivant l'objet (pot de fleur ou mécanisme ...) ? Cela grèverait le prix de l'imprimante ...
Et acheter de bons filaments (suivant l'objet pot de ...).
Quant au forum français, petit nous sommes comparé aux USA, GB ... et au départ il n'y avait que de l'anglish et Celske et Polski ... donc on démarre presque (moi je l'aime bien ce petit forum) et on débute enfin pour moi avec ma lenteur de petits pas de vieille dame aïe 😉
Je sais je radote MMU2 pas encore branché et pas d'essai pour PETG (tiens si je lançais l'impression de quelques masques Covid19 ...).
Sylvain beau matériel, j'en suis au petit pied à coulisse d'antan sans lecture digital (plus de 50 ans quand même venant du Bac F1 oups).
RE: Pourquoi la Prusa Mini ?
Je n'ai pas d'expérience avec ce filament mais avec bien d'autres pour savoir que la fabrication n'est jamais parfaite. Entre un diamètre un peu variable, un fil un peu ovale, une bulle d'air, on a toujours un petit défaut qui fait que l'on est obligé de travailler avec une certaine tolérance. A l'usage tout de même on arrive à presque 50µ dans les cotes mais surtout une reproductibilité excellente.
Avec un pieds à coulisse on trouve facilement des erreurs de 2 ou 3% dans le diamètre qui se confirme aussi en pesant une même longueur de fil sur une balance de précision à 0,1 µg.
Après, le µpas des moteurs en X et en Y étant de 12,5µ, l'élasticité des courroies, les jeux, la tolérance de fabrication des moteurs, on ne peut pas espérer la précision d'une machine outil.
L'impression 3D est l'avenir plus ou moins proche de toute l'industrie. Sa découverte ouvre l'esprit à la création, mais aussi à de nouveaux métiers et pour le moment un atout peu ordinaire à mettre impérativement sur un CV.
RE: Pourquoi la Prusa Mini ?
Hello.
Faudrait-il un mesureur de fil sur l'imprimante et qui "adapte" de façon à obtenir de bonnes cotes, au besoin débrayable suivant l'objet (pot de fleur ou mécanisme ...) ? Cela grèverait le prix de l'imprimante ...
Ca existe déjà mais le problème c'est que la mesure se fait sur un seul plan avec une caméra. On a donc un diamètre qui reflète pas forcément le une côte exacte si le filament est ovale par exemple.
En fait c'est la technologie de fabrication du filament qui doit évoluer. Il faut reconnaître que ca avance, en 2013 les filaments étaient d'une qualité très théorique, la réalité était toute autre... on avait des bulles et le diamètre pouvait allègrement aller jusqu'à 2mm...
L'impression 3D est l'avenir plus ou moins proche de toute l'industrie. Sa découverte ouvre l'esprit à la création, mais aussi à de nouveaux métiers et pour le moment un atout peu ordinaire à mettre impérativement sur un CV.
Pendant vos délibérations, moi j'ai calibré les axes X et Y....
Salutatous,
Intéressant vos idées et discussions sur les fils, mais pour moi ce n'est pas fondamental.
Les fils ont tous grandement évolués et il n'y a plus de fil à ± 0,25mm de tolérance (pour obtenir du 2mm) !!!!
Même du SMARTFIL en promo (12€, promo début décembre 2019, 40 bobines de commandées en différentes couleurs) commandé chez Makershop3D est OK au niveau Ø. C'est devenu un élément marketing et vendeur, au même titre qu'un bon enroulement sur les bobines, sinon les fabricants se font dégommer sur les forums...certes, plutôt anglosaxons les forums...et donc de portée mondiale du coup.
Enfin bref, une belle journée de confinement, passée à imprimer, mesurer et calculer les compensations.
Et donc j'imprime en X et Y pile sur la mesure.
Bin oui: 100,00 mm ...avec 0.00 différence, dans les 2 directions, et c'est répétable.
Juste quelques photos ci-après. Je mettrai les détails dans mon autre post. Tiens une p'tite info pour la route: dans le Firmware de la Mini les valeurs d'origine pour X et Y sont identiques: 100
Pour Ulix: les ±0.2 sur UM3 ou UM5 peuvent être divisés par 10 avec un script en M92 dans le G-Code
Pour Claire-k: Oh un bac F1 mécanique donc! Pour moi: Bac F2 obtenu en 1984 , puis DUT électronique/automatismes à Grenoble….puis bien plus tard une reconversion AFPA en tournage et fraisage, conventionnel et CN, etc... ce qui fait que de l'électronique à la mécanique, en passant par la programmation ….disons que je me "débrouille"...à 54 balais



Bon, j'ai plus qu'à me concentrer sur le Z maintenant...
Bonne soirée à toutes et tous
J'essaye de faire, mesurer et partager...plus pratique que théorique, peu de blabla, des résultats… La preuve incombe à celui qui affirme….en faisant et mesurant
RE: Pourquoi la Prusa Mini ?
Un moteur "numérique" ne peut faire qu'un tour précis en 3200 pas très exactement. Changer ce rapport pas/mm en modifiant le calcul de pas, va entraîner nécessairement une erreur proportionnelle au mouvement effectué. Ca c'est valable pour X,Y et Z
Pour l'extrudeur c'est le même principe sauf que ca dépend aussi du diamètre de la poulie d'extrusion peu précis dans la mesure ou les dents peuvent entrer dans la matière et modifier son diamètre.
Par ailleurs, la quantité de matière déposée qui est le produit du diamètre du fil et de la poulie d'extrusion, va avoir une incidence certaine mesurable sur le périmètre externe. Le dépôt de matière sera bloqué sur le périmètre interne, en bas avec la couche déjà déposé et en haut par le nez de buse. Trop ou pas assez de matière se retrouvera poussé l'extérieur de la pièce modifiant ainsi la cote de cette dernière d'une valeur fixe, peu importe la taille de celle-ci. Il est donc nécessaire de régler ces deux paramètres pour avoir un résultat parfait mais c'est aussi à condition d'avoir un fil parfait.
Si vous tentez une impression avec un flow à 105%, vous pouvez vérifier que l'erreur de côte X et Y sera la même sur une pièce d'1 cm que sur une pièce de 20cm.
L'impression 3D est l'avenir plus ou moins proche de toute l'industrie. Sa découverte ouvre l'esprit à la création, mais aussi à de nouveaux métiers et pour le moment un atout peu ordinaire à mettre impérativement sur un CV.
Je dérange ici, ou quoi?
Bonjour j-gabbai,
J'essaye juste de donner des informations, basées sur la pratique, et des mesures, et essayées avec succès sur Creality Ender 4, Cetus 3D (avec CPU TinyFab XYZ) et sur Sidewinder X1...avant de nouveau de donner satisfaction sur Prusa Mini.
Mais apparemment, cela semble vous déranger, et je ne comprend pas pourquoi:
"Un moteur "numérique" ne peut faire qu'un tour précis en 3200 pas très exactement" ==>Ah bon? Alors pourquoi les spécifications techniques des moteurs pas à pas sont °/pas (généralement 1,8°/pas ) et parfois en pas/tours ? 1,8°/step donne 200 pas par tour, vos "3200" sont valables pour du microstepping à 16
Mais comment sont paramétrés les TMC 2209 d'une Prusa Mini? Combien de microsteps? Vous avez l'info? Faut partager alors!
"Changer ce rapport pas/mm en modifiant le calcul de pas, va entraîner nécessairement une erreur proportionnelle au mouvement effectué" ==> ça tombe bien, car je mesure bien une différence proportionnelle aux dimensions imprimées…. Ce n'est pas une "erreur", c'est un réglage. La commande M92 n'a pas été créée pour rien.
Quand à un éventuel offset d'extrusion...si la qualité/état de surface est bon, je m'en f.... ce n'est pas le cœur de mes préoccupations
Et avec ma commande M92, je n'ai plus de différence entre la CAO et l'impression 3D. Basé sur des impressions et des mesures.
En théorie, certains de vos arguments ne sont pas faux, mais on n'a pas besoin d'un fil à ± 2 microns pour progresser et améliorer le reste. Fort Heureusement.
Mais si vous avez publié une autre approche, pratique, c'est à dire avec des pièces et des mesures, concernant l'améliorations de la précision dimensionnelle des impressions 3D, n'hésitez pas à nous indiquer où cela se trouve. Je lirai avec intérêt.
Bon, j'ai un axe Z à calibrer pour avoir le dernier axe pile poil et les dimensions en Z au top
Ar'vi pas!
J'essaye de faire, mesurer et partager...plus pratique que théorique, peu de blabla, des résultats… La preuve incombe à celui qui affirme….en faisant et mesurant
RE: Pourquoi la Prusa Mini ?
Moi j'ai bien les testes et réglages que tu fais.
Par ailleurs je connaissais pas la commande M.. pour amélioré la machine.
Bonne continuation
Mini Prusia mini + et Bondtech.
Une S3 arrivé et sa fonctionne
RE: Pourquoi la Prusa Mini ?
Bonjour j-gabbai,
J'essaye juste de donner des informations, basées sur la pratique, et des mesures, et essayées avec succès sur Creality Ender 4, Cetus 3D (avec CPU TinyFab XYZ) et sur Sidewinder X1...avant de nouveau de donner satisfaction sur Prusa Mini.
Mais apparemment, cela semble vous déranger, et je ne comprend pas pourquoi:
"Un moteur "numérique" ne peut faire qu'un tour précis en 3200 pas très exactement" ==>Ah bon? Alors pourquoi les spécifications techniques des moteurs pas à pas sont °/pas (généralement 1,8°/pas ) et parfois en pas/tours ? 1,8°/step donne 200 pas par tour, vos "3200" sont valables pour du microstepping à 16
Mais comment sont paramétrés les TMC 2209 d'une Prusa Mini? Combien de microsteps? Vous avez l'info? Faut partager alors!
"Changer ce rapport pas/mm en modifiant le calcul de pas, va entraîner nécessairement une erreur proportionnelle au mouvement effectué" ==> ça tombe bien, car je mesure bien une différence proportionnelle aux dimensions imprimées…. Ce n'est pas une "erreur", c'est un réglage. La commande M92 n'a pas été créée pour rien.
Quand à un éventuel offset d'extrusion...si la qualité/état de surface est bon, je m'en f.... ce n'est pas le cœur de mes préoccupations
Et avec ma commande M92, je n'ai plus de différence entre la CAO et l'impression 3D. Basé sur des impressions et des mesures.
En théorie, certains de vos arguments ne sont pas faux, mais on n'a pas besoin d'un fil à ± 2 microns pour progresser et améliorer le reste. Fort Heureusement.
Mais si vous avez publié une autre approche, pratique, c'est à dire avec des pièces et des mesures, concernant l'améliorations de la précision dimensionnelle des impressions 3D, n'hésitez pas à nous indiquer où cela se trouve. Je lirai avec intérêt.
Bon, j'ai un axe Z à calibrer pour avoir le dernier axe pile poil et les dimensions en Z au top
Ar'vi pas!
Cher Sylvain
Je ne veux surtout, ni vous heurter, ni vous contredire mais que votre moteur soit drivé en natif ou avec des µpas (ce qui est le cas ici), il reste qu'il entraîne une courroie crantée au pas de 2mm sur une poulie 20 dents ce qui donnera un déplacement de 4cm/tour moteur. S'il peut y avoir selon la construction du moteur un très léger décalage entre deux pas, un tour complet fera toujours très exactement le nombre de pas entier fixe lié à sa construction. Tout ça pour dire qu'un tour donnera, en l’occurrence, un déplacement très exact de 4cm. Si vous augmentez ou diminuez le rapport pas/mm, vous induisez une erreur qui sera proportionnelle à la distance de déplacement. Sauf à avoir une courroie qui ne serait pas exactement au pas de 2mm, un moteur pas à pas ne demande aucun réglage autre que le simple calcul nb dents poulie * 2mm/nb de pas moteur= mm/pas. C'est d'ailleurs la seule procédure de calcul applicable à un couple moteur pas à pas/courroie crantée. Pour visualiser la chose plus précisément, si vous faites tourner votre moteur 100.000 tours (320 M d’impulsions électroniques step), votre courroie va avancer de 4 Km au µ près ou du moins qu'il ait fait 1 tour ou 100.000 tour, sa précision sera exactement la même.
J'essaye simplement de vous dire que le léger décalage de vos mesures vient probablement d'autre chose, comme par exemple une extrusion trop importante ou un très léger wobble et que par nature, vous mesurez la limite de l’impression par dépôt de couches ou la moindre "bavure" provoquera systématiquement l'augmentation de vos mesures.
Si l'on prend l’hypothèse d'un fil mesurant 1,80 sur quelques mm au lieu de 1,75, son volume sera augmenté de 3%. Si l'on considère que ces 3% ne peuvent se loger qu'en périphérie de la pièce (là ou il y a de la place), on aura alors 3% de plus que 0,4mm, soit 0,012mm de plus. Sachant que la matière dans le vide prendra une forme arrondie et non cubique, on risque vite d'arriver à 0,02mm d'erreur. Cette erreur se retrouvera sur une face mais aussi sur l'autre, ce qui donnera un total de + 0,04 mm alors qu'on est pourtant dans les tolérances des fabricants. Sachant que la prise de cote se fait non pas sur une moyenne mais la périphérie de l'objet, nécessairement vous trouverez toujours plus que la côte souhaitée.
Notez que comme je l'explique plus haut l'erreur d'extrusion est une variable qui peut-être mesurer, modifiée et enregistrée dans l'EEPROM de l'imprimante (sans toucher au firmware). Ce réglage n'est pas sans intérêt et ne touche pas vraiment à l'aspect de surface de la pièce.
Cela dit, je suis bien d'accord avec vous, si vous ajustez X et Y au quart de poil sur une pièce de 10 cm, vous pouvez obtenir quelque chose de parfait. Sur 20 cm ça le sera nettement moins.
L'impression 3D est l'avenir plus ou moins proche de toute l'industrie. Sa découverte ouvre l'esprit à la création, mais aussi à de nouveaux métiers et pour le moment un atout peu ordinaire à mettre impérativement sur un CV.
RE: Pourquoi la Prusa Mini ?
Bonsoir,
Si je peux me permettre, je pense qu'il y a une petite confusion au sujet de ces moteurs pas à pas.
Selon mes souvenirs, qui sont assez lointains, on peut définir un moteur pas à pas de différentes manières et dans le cas présent on aura :
- 200 pas entiers par tour à raison de 1,8° par pas
- 3200 micro pas par tour déterminés par le pilote, soit 0.1125 ° par micro pas ou par impulsion
Jusque là vous avez chacun raison 🙂
Si l'on choisi le nombre de micro pas utilisés on pourra faire tourner le moteur d'un angle très précis et donc ajuster la longueur du déplacement.
Je suppose, sans en être sûr, que c'est là qu'intervient la fameuse commande M92 en ajoutant un coefficient qui ajusterait la distance que la tête doit parcourir en fonction de ce que le gcode lui indique
Comme dit, ceci n'est basé que sur mes souvenirs 🙂
RE: Pourquoi la Prusa Mini ?
@michel-l8
C'est vrai, cependant pourquoi faire varier une distance alors que nous connaissons très précisément le déplacement de la courroie en fonction du nombres de dents de la poulie et de l'espace entre les dents ?
C'est ce qui est fait de base dans le firmware et nous pouvons même le vérifier dans le fichier configuration.h de Marlin
Ce calcul on le retrouve un peu partout que ce soit pour l'imprimante 3D ou pour l'industrie d'une manière générale.
Cela dit, si un tour fait précisément 4 cm de déplacement, il ne reste pas moins vrai qu'en charge un moteur peut avoir des pas irréguliers à l'intérieur d'une révolution, j'ai pour ma part mesuré jusqu'à 17% d'erreur en charge et 0,7% à vide. Mais ce problème ne peut se régler globalement dans la mesure ou cette erreur dépend de la charge et dans tous les cas trouvera son complément à chaque révolution pour faire effectivement un tour complet tout les 200, 800, ... 3200 pas
L'impression 3D est l'avenir plus ou moins proche de toute l'industrie. Sa découverte ouvre l'esprit à la création, mais aussi à de nouveaux métiers et pour le moment un atout peu ordinaire à mettre impérativement sur un CV.
RE: Pourquoi la Prusa Mini ?
Heuuhh, c'est cela oui, ma montre me dit que j'ai fait seulement 1703 pas aujourd'hui ... confinement...bureau, fauteuil, tele, salle à manger ...
Ca compte ????
Prusa MK4 -2x Prusa Mini+ - Bambulab X1 Carbon/P1P- Flsun SR-Silhouette Cameo 4-Laser Xtool D1 pro 20w- Imprimante Canon Sublimation...
RE: Pourquoi la Prusa Mini ?
Oui 😊
L'impression 3D est l'avenir plus ou moins proche de toute l'industrie. Sa découverte ouvre l'esprit à la création, mais aussi à de nouveaux métiers et pour le moment un atout peu ordinaire à mettre impérativement sur un CV.
RE: Pourquoi la Prusa Mini ?
Bonsoir,
Alors, juste pour conclure, mes dimensions en Z sont également OK maintenant…. la valeur par défaut étant 400 pour l'axe Z. (pour tout hérétique qui oserait s'aventurer dans ma démarche)
Je ne détaille pas plus, car il est donc évident que tout ceci ne sert à rien, vu que toutes les imprimantes 3D sont très précises dans leur cinématique : liaisons sans jeu, courroies GT2 chinoises avec un coefft d'élasticité nulle et un pas de 2,000000 mm garanti sur 4 km de long, etc, etc, etc,etc…
Je rappelle qu'au départ j'avais des dixièmes d'écarts: ce ne sont pas de "légers décalages" . Maintenant tout est rentré dans l'ordre.
Ciao Tutti
J'essaye de faire, mesurer et partager...plus pratique que théorique, peu de blabla, des résultats… La preuve incombe à celui qui affirme….en faisant et mesurant