RE: Pourquoi la Prusa Mini ?
Oui mais il faut éviter que la chaleur monte a plus de 35-40° a l'intérieur du caisson pour le PLA, sinon y a des risques de coincer le filament.
CR20 Custom - Photon mono X - Ratrig Vcore3
https://www.thingiverse.com/Sulfu/makes
RE: Pourquoi la Prusa Mini ?
@ulix
Oui, tu peux lui construire un petit enclos, mais pour l'impression du PLA il te faudra très probablement le laisser ouvert sauf si tu ajoutes un extracteur d'air contrôlé pour modérer la température. En effet, PLA et caisson ne font pas forcément bon ménage. Pour ma part, mes imprimantes sont sans caissons dans une pièce rarement utilisée.
Dagoma Neva, Prusa Mk3s, Anycubic Photon Mono X 6k et Wash&Cure Plus.
RE: Pourquoi la Prusa Mini ?
Ok, je compte plus utilise avec du PETG et ABS le PLA rarement .
Mini Prusia mini + et Bondtech.
Une S3 arrivé et sa fonctionne
RE: Pourquoi la Prusa Mini ?
Bonjour à tous et à toutes !! Heureux possesseur d'une Mini depuis un mois, je commence à faire face aux désagréments de clic-clic de l'extrudeuse et bouchage de la buse. Dommage, mes premières impression étaient très belles 😀 !
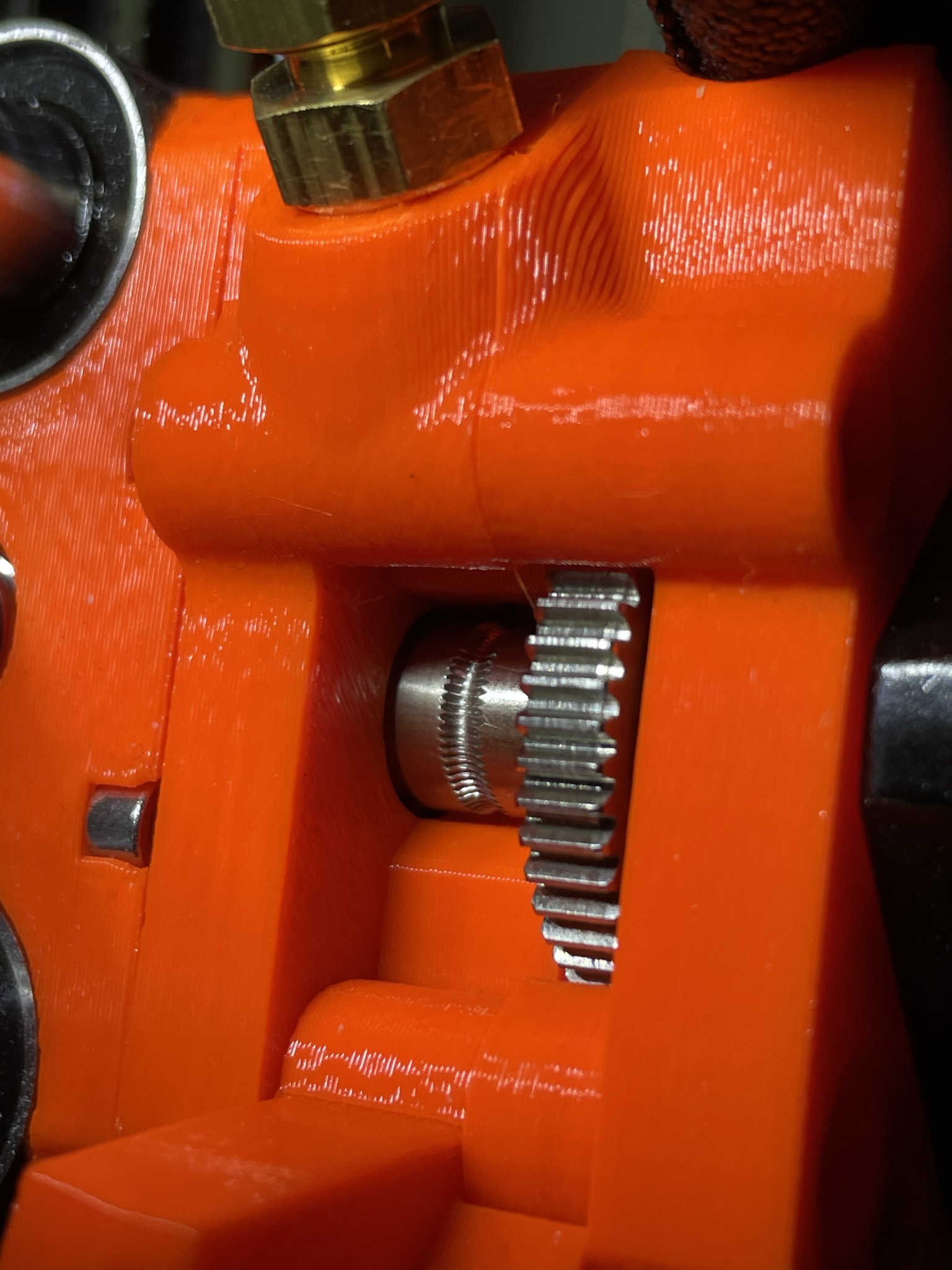
J'en suis à mon 3ème démontage/nettoyage de l'extrudeur (rainures du pignon d'entrainement bouché par des débris de PLA) plus opération de débouchage/nettoyage de la buse via la traction à froid.... C'est chiant....
Depuis aujourd'hui , mes impressions ne dépassent pas la 1ère, voire la 2ème couche : l'extrudeur se met à claquer et plus rien ne sort de la buse.
La question que je me pose est : pourquoi ?
Je n'ai pas encore changé le PTFE au niveau du hotend : qu'en pensez vous ? Quelles sont les prochaines étapes que je dois faire (avant de penser à prendre un extrudeur + heat-break Bondtech) ?
Sinon, bravo pour la qualité des échanges sur ce topic en particulier et sur le forum en général.
Benchy quand tout allait bien 😀
Et là , voici ce que j'obtiens depuis ce matin : qualité 1ere couche = bof et 2ème couche = buse bouchée/extrudeur qui clique

RE: Pourquoi la Prusa Mini ?
Salut
Le même souci que j'avais. J'ai tout remplacé par du Bondtech et plus de souci pour le moment. 😉 😉
Dommage de Prusa de sortir les imprimante avec ce défaut persistant.
Mini Prusia mini + et Bondtech.
Une S3 arrivé et sa fonctionne
RE: Pourquoi la Prusa Mini ?
@thierry-m-de-butry
Il te faut apparemment refaire ton réglage première couche, il a dû dériver. J'ai l'impression qu'elle n'est pas assez écrasée.
On explore les autres solutions une fois que ce point sera éclairci, stp 🙂 Mini ou Mini+?
Dagoma Neva, Prusa Mk3s, Anycubic Photon Mono X 6k et Wash&Cure Plus.
RE: Pourquoi la Prusa Mini ?
@thierry-m-de-butry
as-tu essayer de faire un cold pull ? j'ai eu le même soucis avec du PETG sur ma MK3S, une fois le cold pull réalisé tout est redevenu normal.
RE: Pourquoi la Prusa Mini ?
@olivier-saraja
Merci beaucoup pour cette réponse rapide. C’est une mini je pense, sa date de fabrication est septembre 2020.
Je suis en train de nettoyer la buse (pas mal de traces de filament au fond de la buse)et changer le ptfe, puis je referai un réglage de la 1ère couche.
RE: Pourquoi la Prusa Mini ?
@vincentm
Je suis en train de le faire. Ça fonctionne bien, j’ai pu retirer toute trace de filament collé au fond de la buse. J’en profite pour changer le ptfe. A suivre.... 😀
RE: Pourquoi la Prusa Mini ?
@thierry-m-de-butry
Bonsoir,
Bienvenu au club. Il y a plusieurs point à vérifier, à commencer par la longueur réelle du tube PTFE à l'intérieur de la tête d'extrusion.
Et puis surtout...faudrait lire ceci, en entier:
Et surtout, zapper aucune étape...
Il y a aussi quelques infos ici:
en page 4...
Attention aussi aux infos de montage/démontage à chaud/à froid indiquées par PRUSA.
Perso, en faisant tout çà et en mettant un tube PTFE "légèrement précontraint" (= un poil + long) dans la tête d'extrusion AVEC un chanfrein à 120° en contact au fond du tube du heatbreak, plus aucun pb depuis des mois.
J'avais acheté le Bondtec pour changer si ça refaisait le pb... bin je le garde en réserve...
A noter des kits avec double denture chez TriangleLab (Aliexpress)
Bonne soirée
S.T.
J'essaye de faire, mesurer et partager...plus pratique que théorique, peu de blabla, des résultats… La preuve incombe à celui qui affirme….en faisant et mesurant
RE: Pourquoi la Prusa Mini ?
@olivier-saraja
Voila je viens de finir le nettoyage et changement du Ptfe.
je viens de refaire la calibration de la 1 ère couche... Toujours difficile d’apprécier si c.est bien ou non...Entre une valeur d’offset de 1,600 ou 1,700 j’avoue être un peu perdu
RE: Pourquoi la Prusa Mini ?
@sylvain-t2
Merci Sylvain,
J’avoue avoir écumé le site de Prusa + vidéos YouTube + forum prusa avant de me lancer dans cette aventure d’impression 3D.
J’ai suivi les consignes indiquées dans le lien que tu m’as donné
J’ai lancé une petite impression test (un shark articulé)....rendez vous dans une heure 50 😀

RE: Pourquoi la Prusa Mini ?
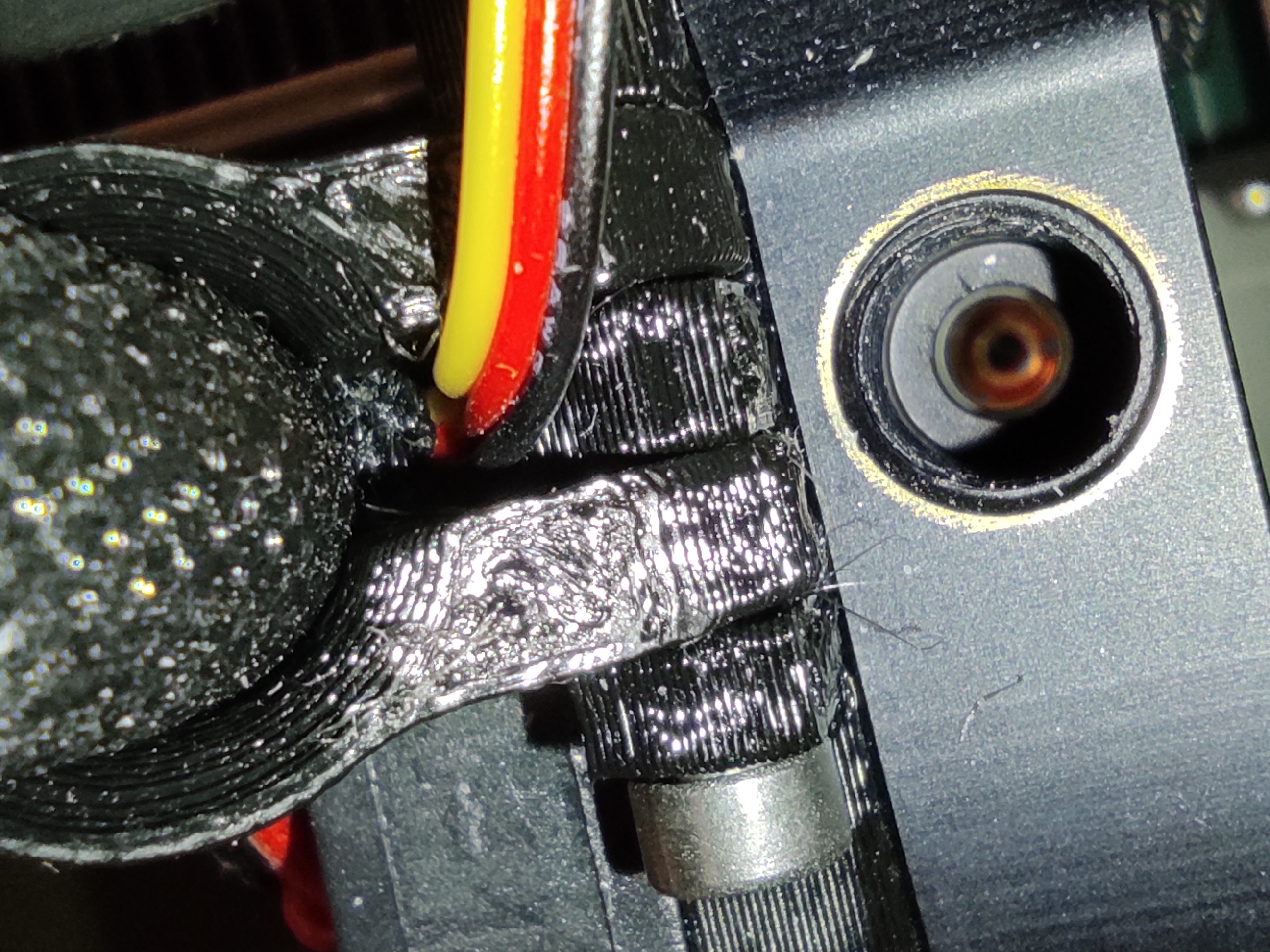
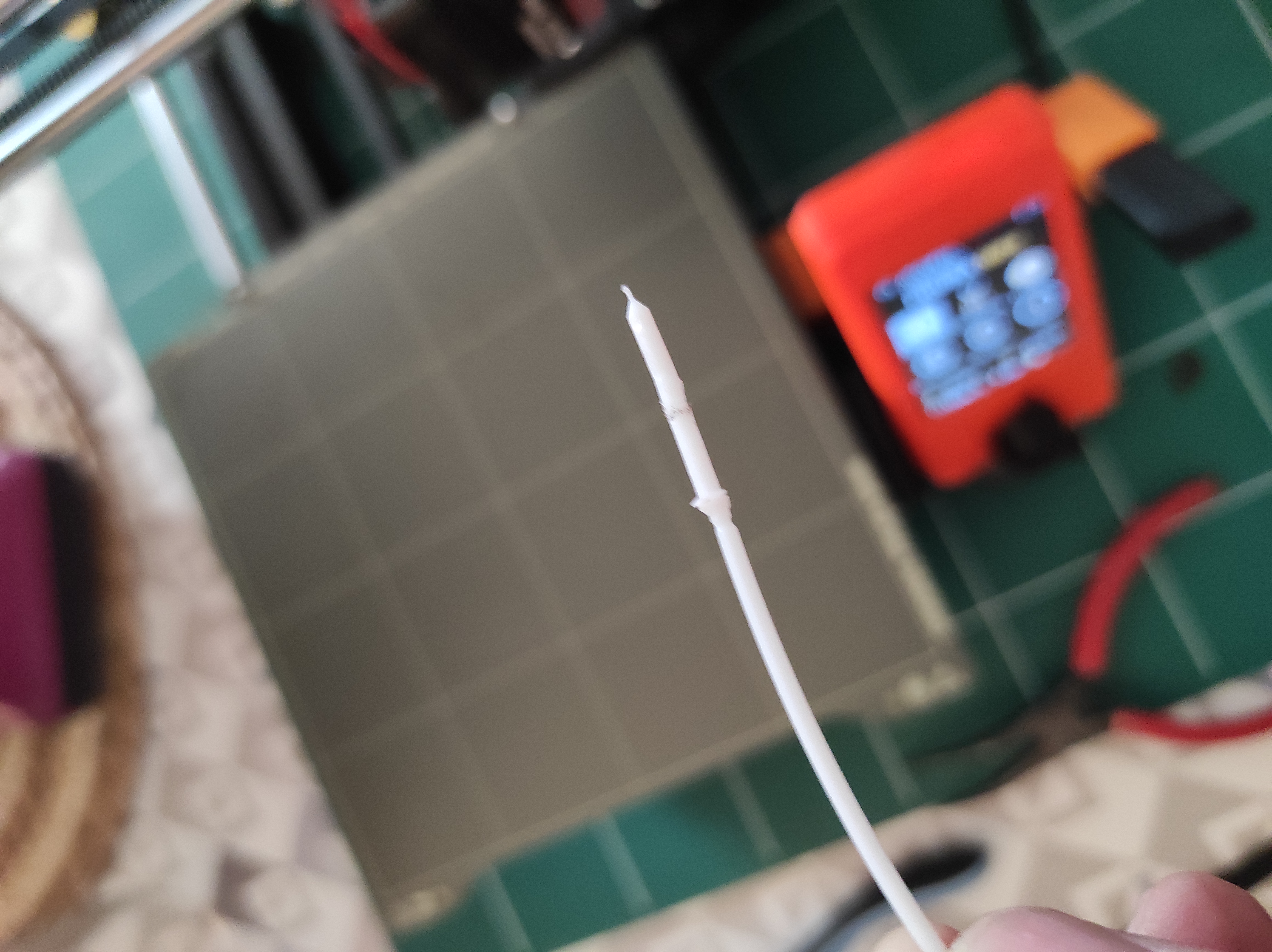
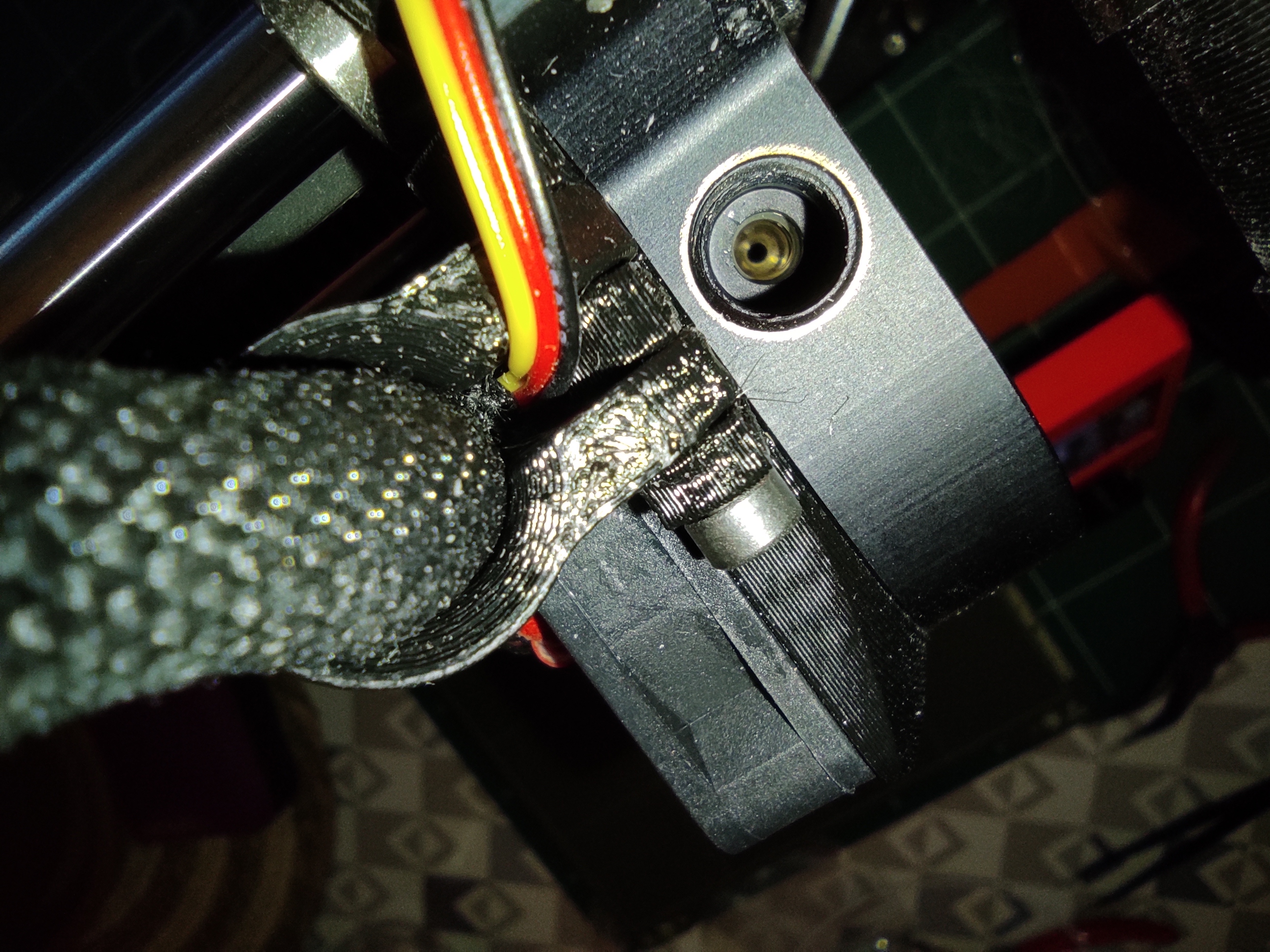
J'ai pu enfin obtenir une bonne impression hier, après nettoyage de la buse, remplacement du tube PTFE (l'ancien était un peu plus court) et aussi nettoyage de l'extrudeur.
Avant nettoyage :
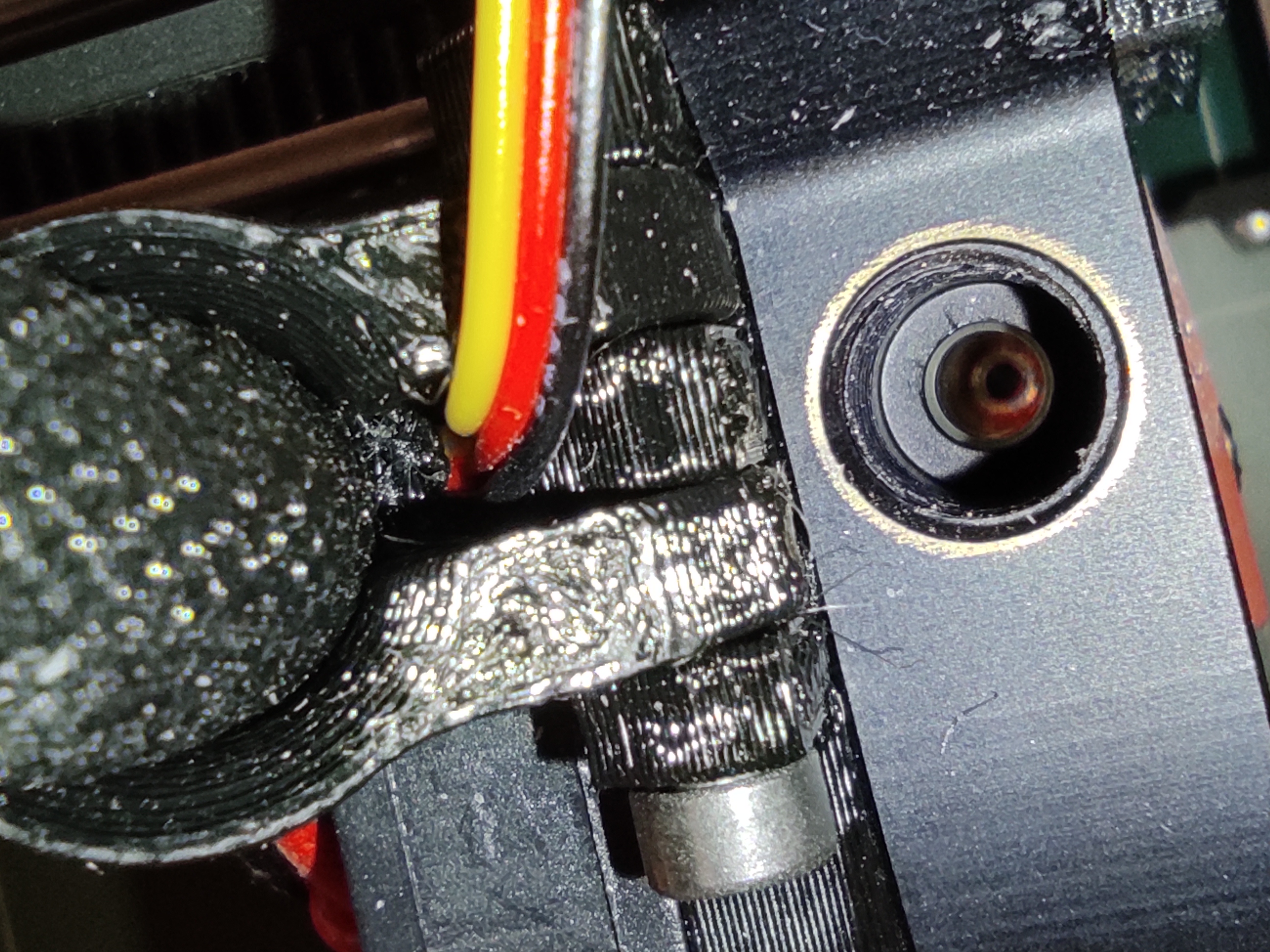
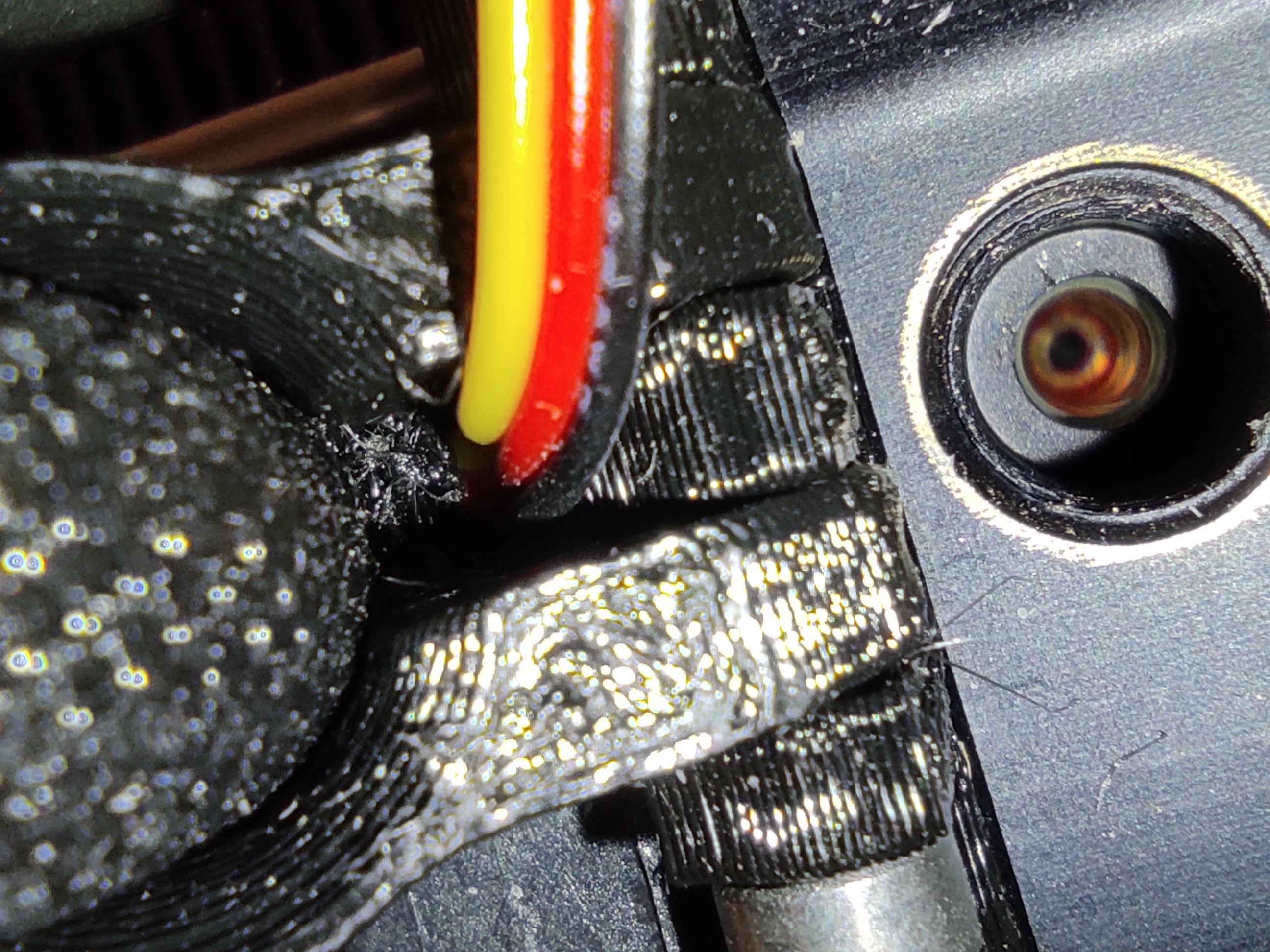
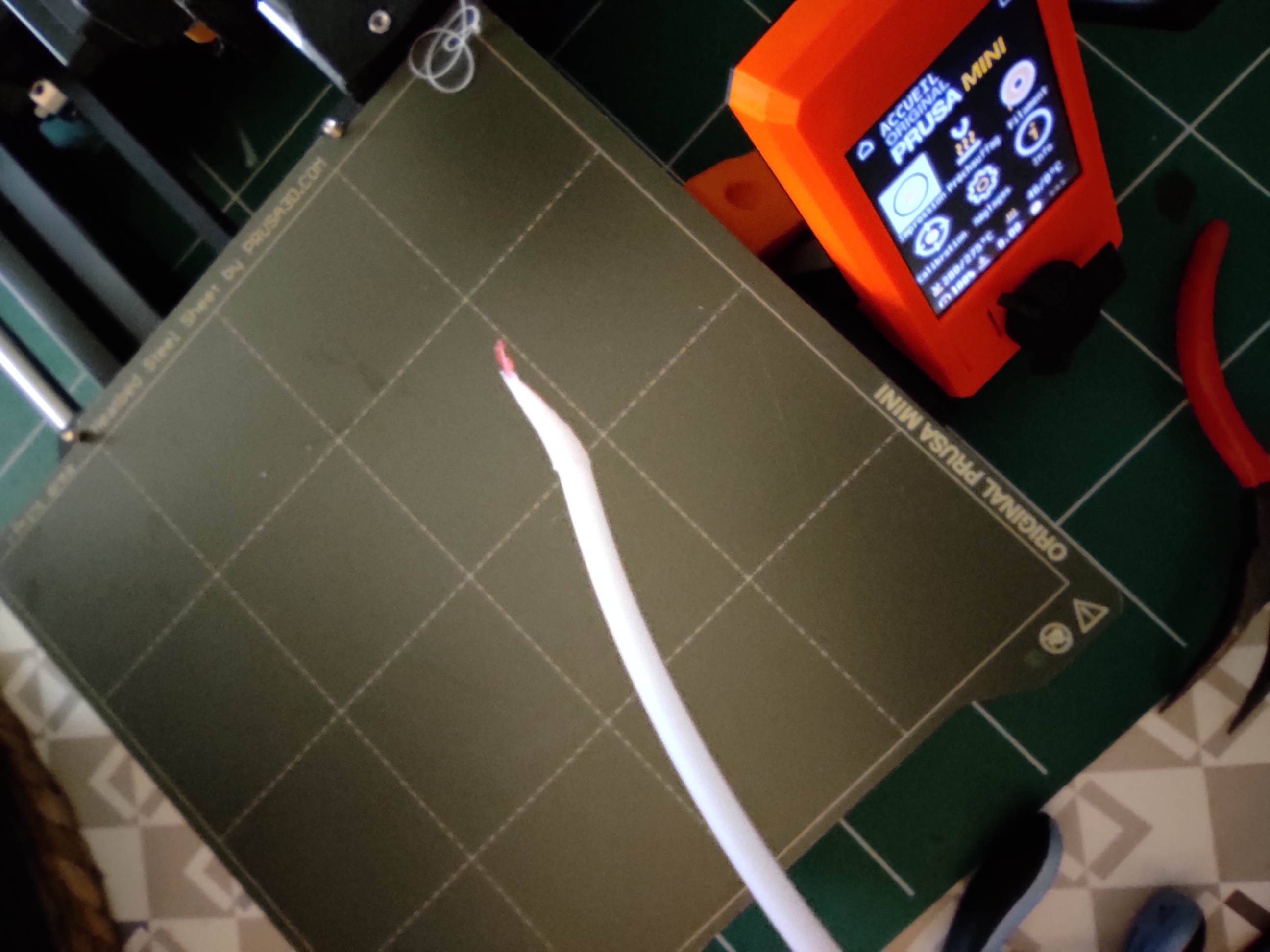
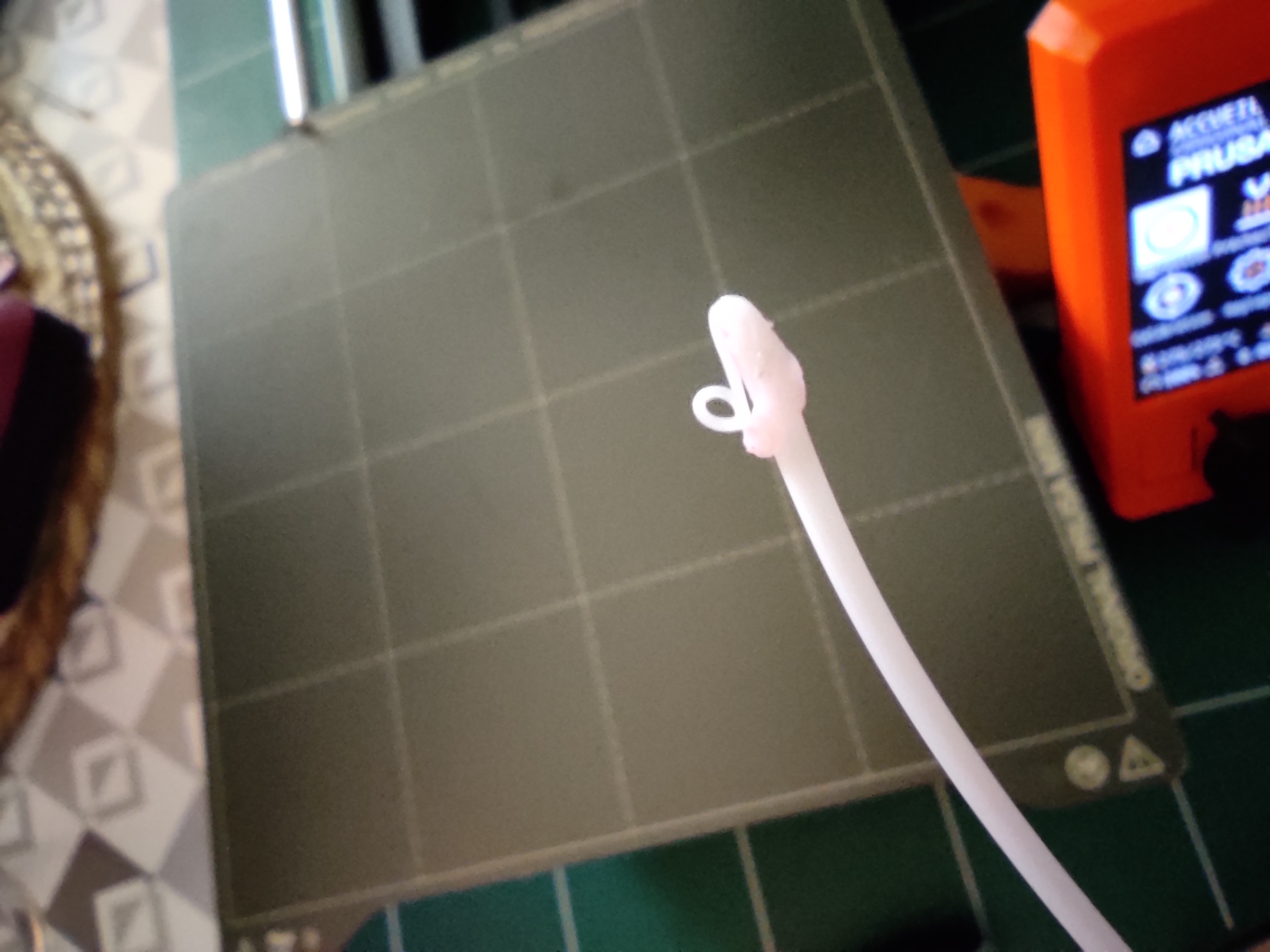
Après nettoyage
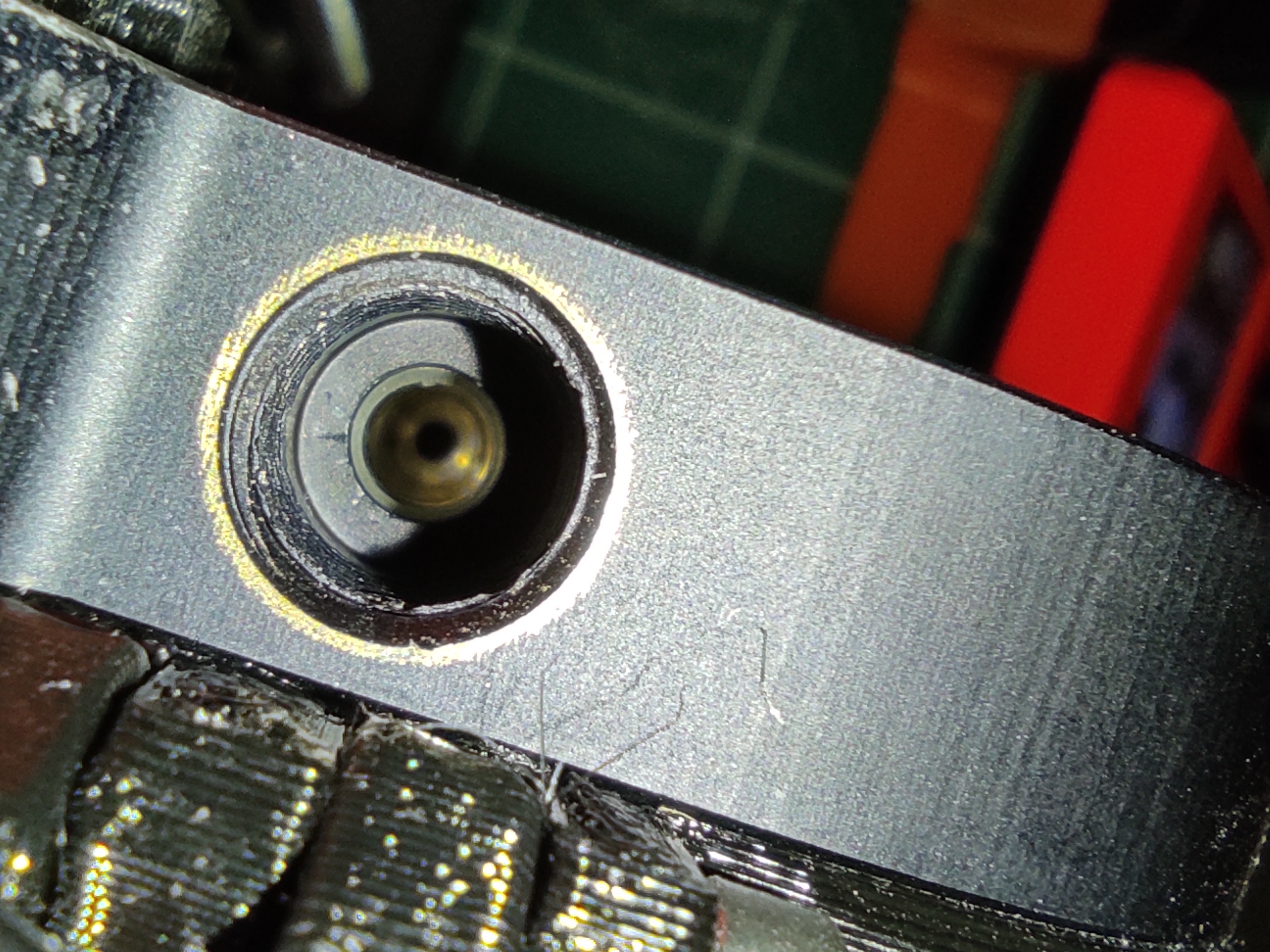
Merci pour tous vos conseils.
RE: Pourquoi la Prusa Mini ?

RE: Pourquoi la Prusa Mini ?

RE: Pourquoi la Prusa Mini ?
@thierry-m-de-butry
Bonsoir!
Bin voilà! Nickel.
Dans un précédent message tu écris:
- "je viens de refaire la calibration de la 1 ère couche... Toujours difficile d’apprécier si c.est bien ou non...Entre une valeur d’offset de 1,600 ou 1,700 j’avoue être un peu perdu"
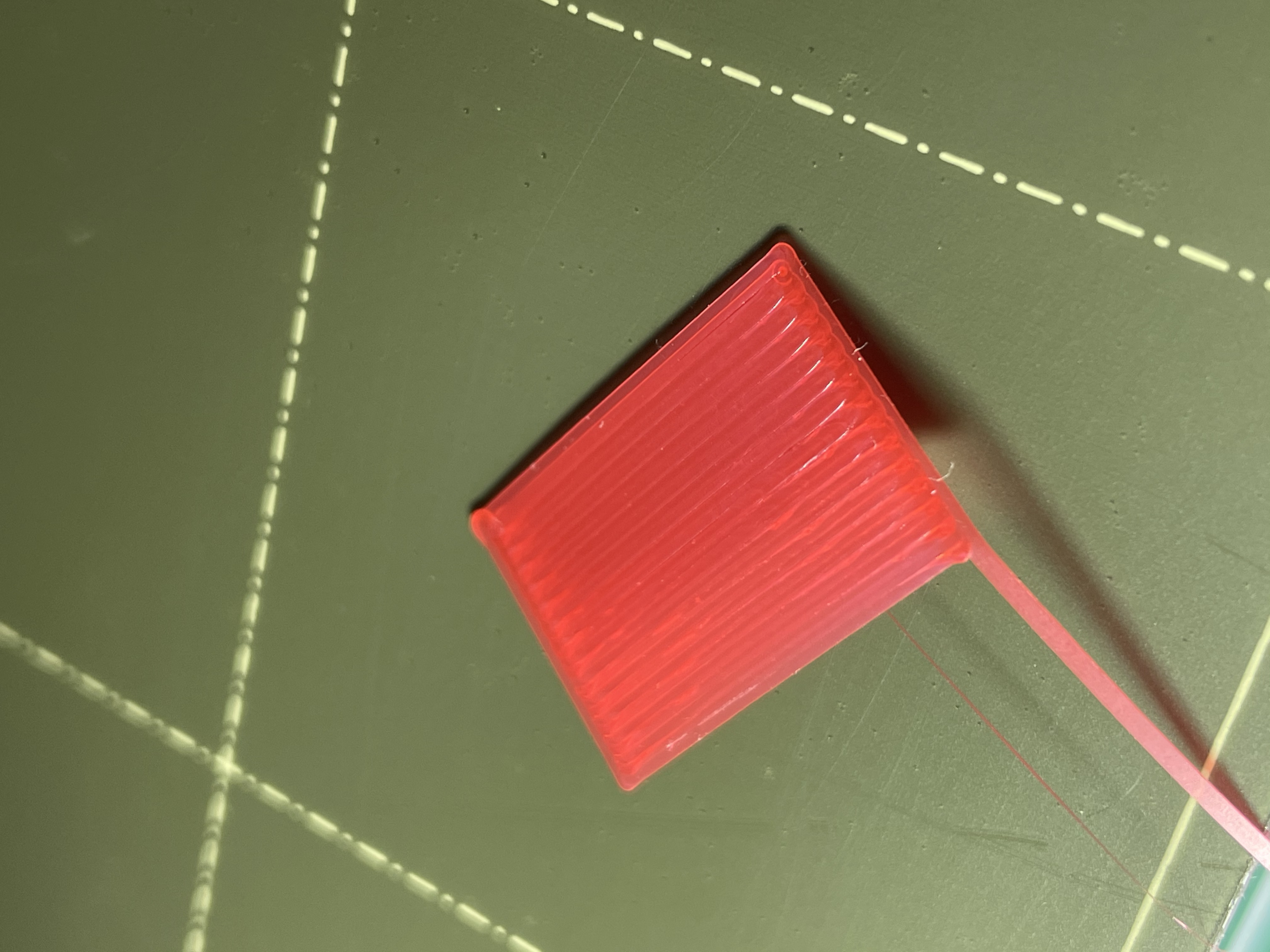
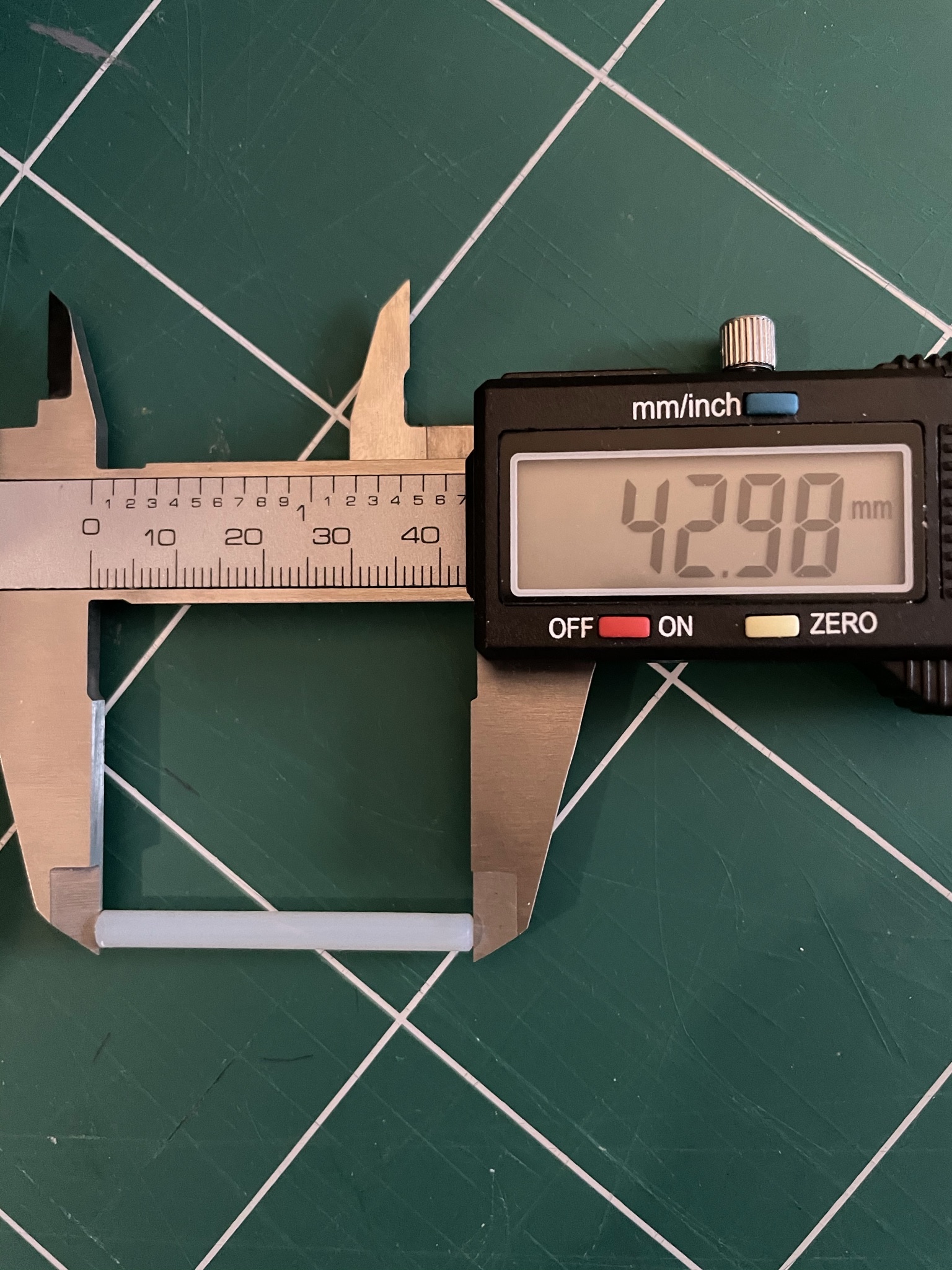
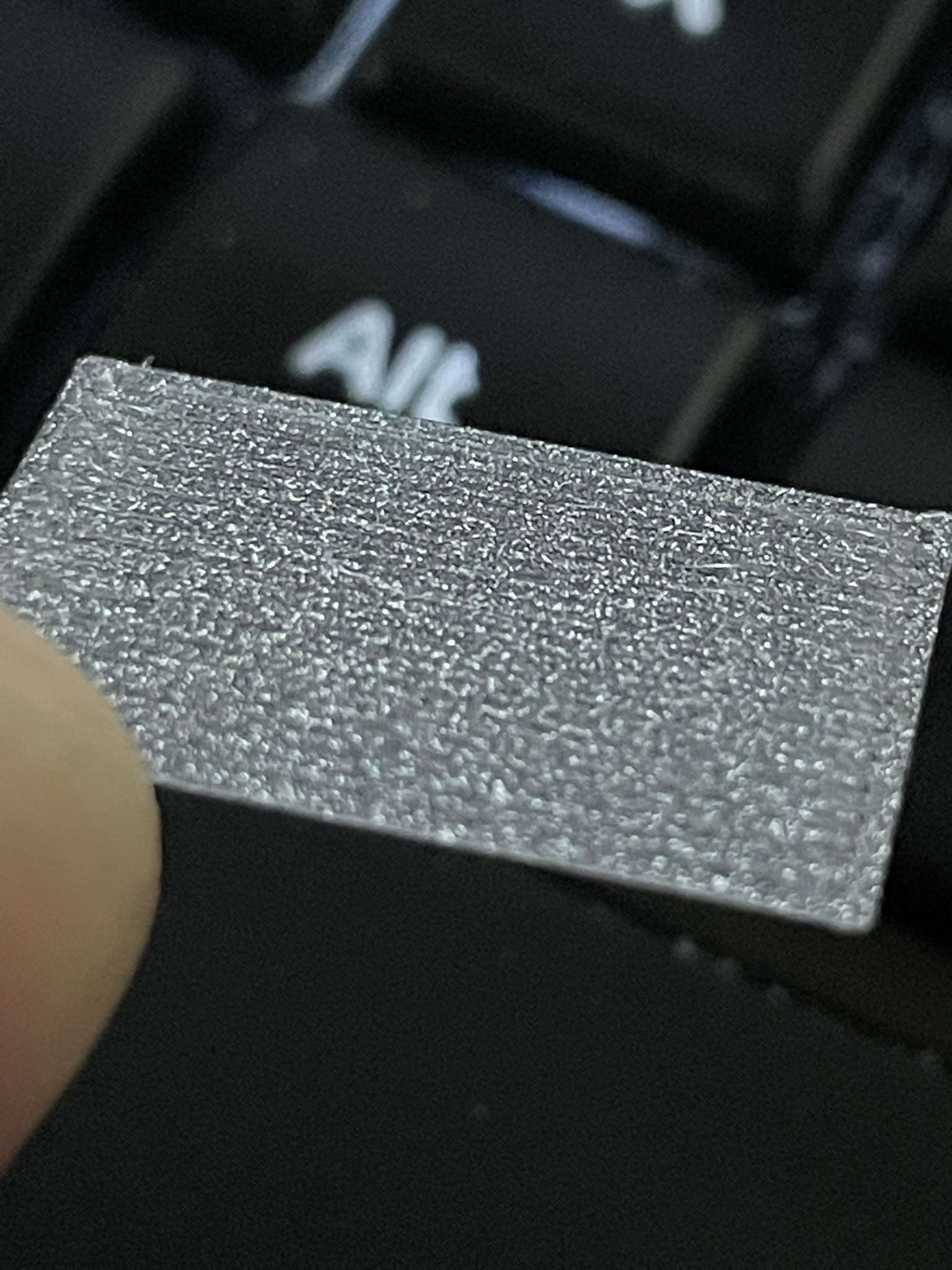
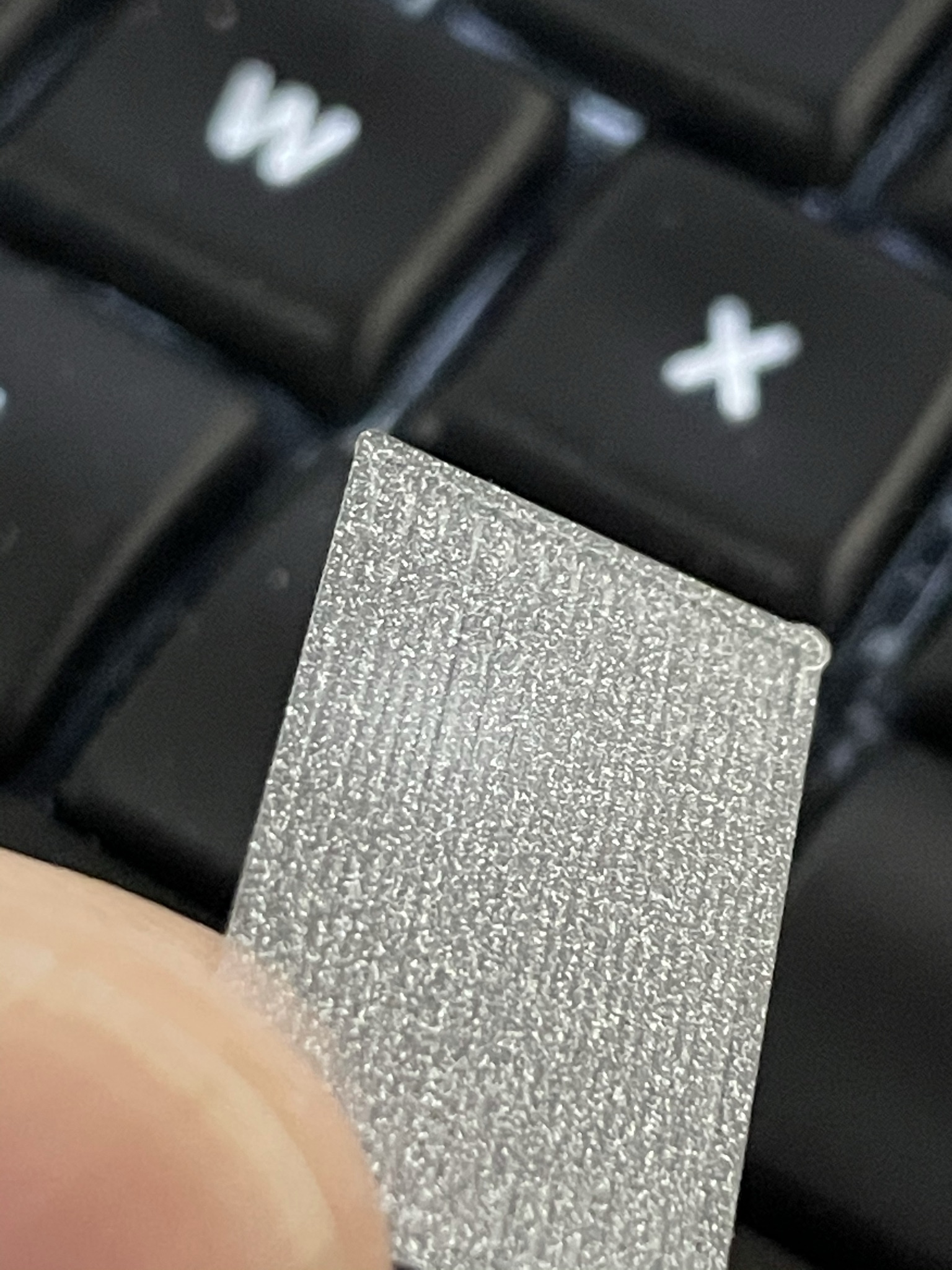
Après le "calibration de la 1ère couche", y'a un truc qui est pas mal: tu utilises un micromètre 0-25mm et tu mesures l'épaisseur du carré de remplissage que fait la machine à la fin de son parcours. tu mesures en plusieurs endroits... et tu peux même mesurer l'épaisseur du fil sur le parcours...mais c'est plus "chaud" parce qu'il faut le mesurer vraiment dans le sens de son épaisseur, pas de sa largeur.
En principe, il doit faire 0,20 mm ... en fonction de ce que tu mesures, tu enlèves ou tu ajoutes la quantité nécessaire au décalage du Z. Et là, tu arrives à obtenir 0,20 mm à ±0,02 ~±0,03 , facile. Et tu n'as pas besoin d'un micromètre à 300 balles: un "équivalent chinois" purement mécanique, ça va très bien...
Pour un bon nettoyage du fond de tube heatbreak, tu peux aussi faire chauffer le hot end et utiliser plusieurs coton tiges imbibés d'acétone: là çà décrasse! Pour le remontage du tube, j'espère que tu as bien mis le chanfrein à 120° du tube PTFE au contact du fond du tube INOX du Heatbreak...sinon ça va reboucher...
Et si un jour tu veux des dimensions précises sur tes prints...alors à ta disposition (mais en MP, stp)
Bonne soirée
S.T.
J'essaye de faire, mesurer et partager...plus pratique que théorique, peu de blabla, des résultats… La preuve incombe à celui qui affirme….en faisant et mesurant
RE: Pourquoi la Prusa Mini ?
Nickel!
De façon générale, lorsque je ne sais pas me décider entre deux valeurs d'offset z, je laisse la plus haute, pour écraser un peu moins la première couche. Car si la couche est trop écrasée, et que la première couche de mon modèle à imprimer occupe une surface importante, cela va augmenter les risques de bouchon. Mais l'idée de mesurer au micromètre l'épaisseur de la première couche de test est bonne, je l'avais entr'aperçue ici ou là, mais bizarrement je ne l'ai jamais pratiquée.
Dagoma Neva, Prusa Mk3s, Anycubic Photon Mono X 6k et Wash&Cure Plus.
RE: Pourquoi la Prusa Mini ?
@sylvain-t2
Re bonjour !! Désolé pour ce retour tardif mais entre les congés puis le boulot, les journées sont bien chargées....
J'ai suivi ton conseil et après achat d'un micromètre (30 €) j'ai vérifié l'épaisseur du carré après relance d'un test de calibration en conservant l'offset de -1.700 --> je trouve 0.221 en moyenne ce qui me parait alors pas mal du tout.

Sinon, je n'ai plus eu de pb de buse bouchée depuis mon grand nettoyage.
Du coup pour l'instant je ne compte pas changer l'extrudeur (par le Bondtech).
Merci en tout cas pour tous ces précieux conseils 🙂
RE: Pourquoi la Prusa Mini ?
@thierry-m-de-butry
Bonsoir,
Voilà...çà c'est de la belle approche!
On imprime, on mesure, on observe, on analyse, et on corrige si besoin (enfin, à 0,22mm pour 0,20mm théorique, tu as bien compris que dans ce cas...on touche rien 😀 ).
En plus...un micromètre au micron ...à 30 balles. 😲 ..çà paraît un très bon deal... 👍
A l'occasion, essaie de te dégoter un jeu de cales d'épaisseur: çà commence à 0.05mm et çà va jusqu'à 1mm (généralement): c'est pas très coûteux, çà prend pas de place, et çà te permet de vérifier ton micromètre de temps en temps (entre autres utilisations...), sans te ruiner avec une boite de cales étalons...
Bon...et bien tu n'a plus qu'à faire "couler le PLA"!
Bonne soirée
S.T.
J'essaye de faire, mesurer et partager...plus pratique que théorique, peu de blabla, des résultats… La preuve incombe à celui qui affirme….en faisant et mesurant