Verschiedene (?) Probleme nach Filamentwechsel
Hallo Leute,
nachdem ich gestern erfolgreich einen Druck mit dem weißen PLA von 3DJake abgeschlossen hatte, wollte ich einen Druck mit dem orangenen PLA von Prusament drucken. Das Prusament habe ich bereits häufiger benutzt und es hat bisher immer recht gute Ergebnisse gebracht. Nur gestern bin ich verzweifelt.
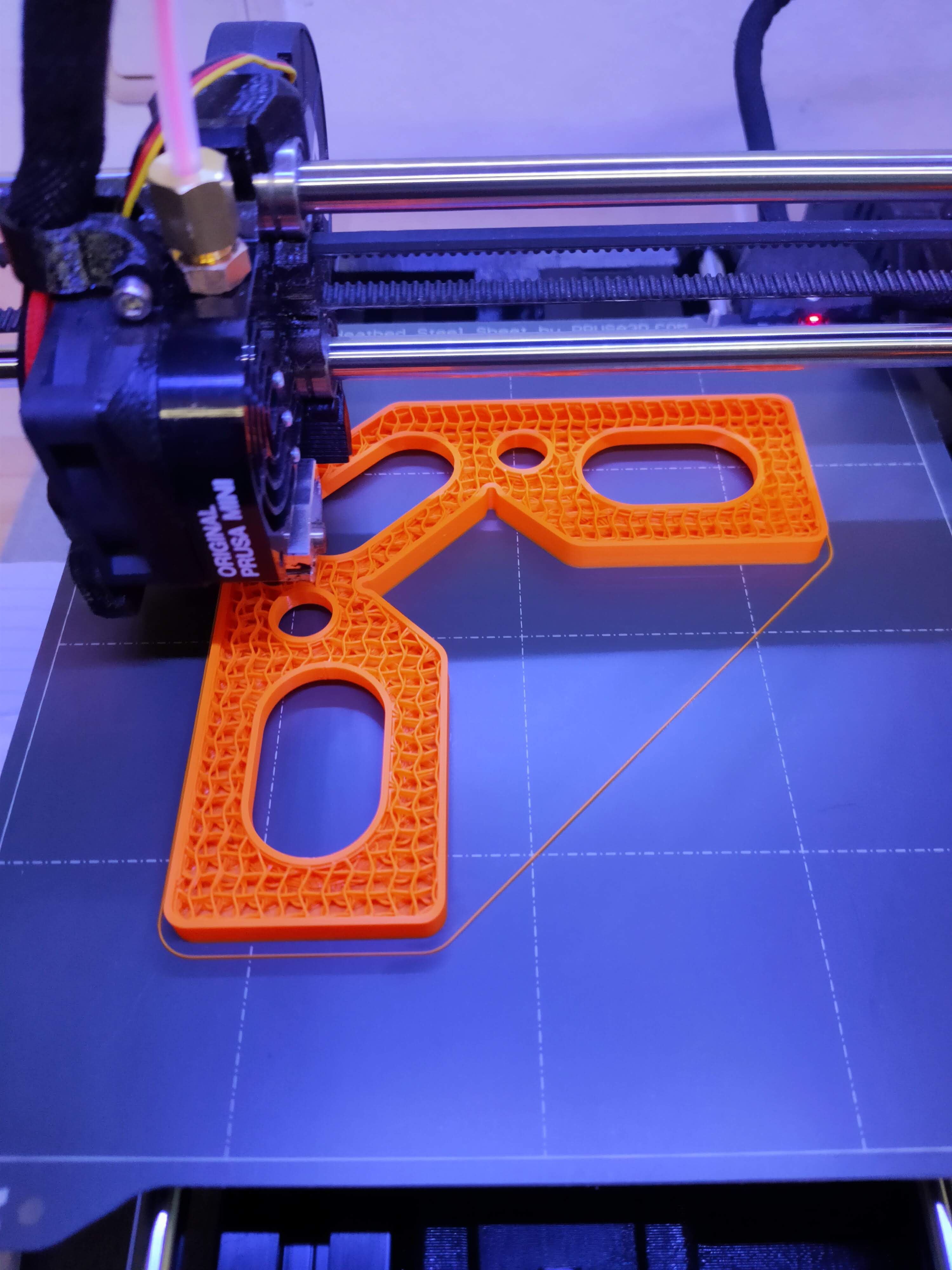
Nachdem ich das Filament gewechselt hatte, habe ich mit dem Druck begonnen. Bereits bei der ersten Schicht habe ich festgestellt, das diese nicht gleichmäßig genug auf dem Bett extrudiert wird und dann mit Live-Z gegengesteuert. Kurz darauf, so bei Schicht 3-4 fing der Extruder an zu "klicken" - kurzer check und festgestellt das sich Abrieb beim Gear abgelagert hat. Da dachte ich mir noch: Ok, kommt ja wohl mal vor... kannst ja mal eine kleine Wartung durchführen, das Ding ausbauen, saubermachen und weiter geht's. Gesagt, getan. Neue 1. Schicht Kalibrierung durchgeführt und den Druck erneut gestartet. Hier das Ergebnis nach ca. 20 Min:
Auch war das "klicken" beim Extruder wieder zu hören und so sah es dann beim Antrieb aus:
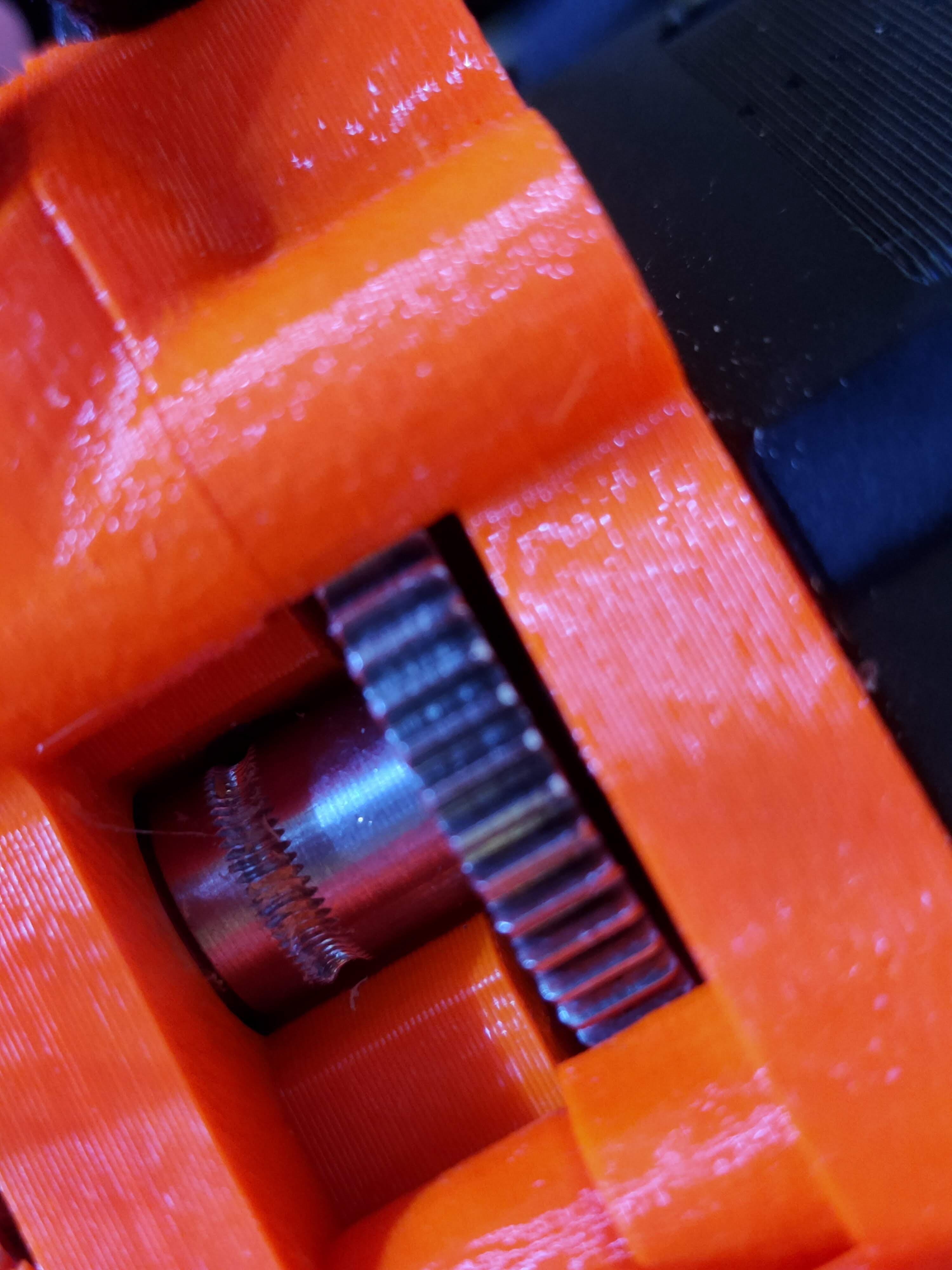
Auf dem Bild ist nur ein Teilbereich der zugesetzten Zähne zu sehen. Einen Teil hatte ich schon mit einer spitzen Pinzette wieder entfernt. Dennoch habe ich das Zahnrad noch einmal ausgebaut und gereinigt.
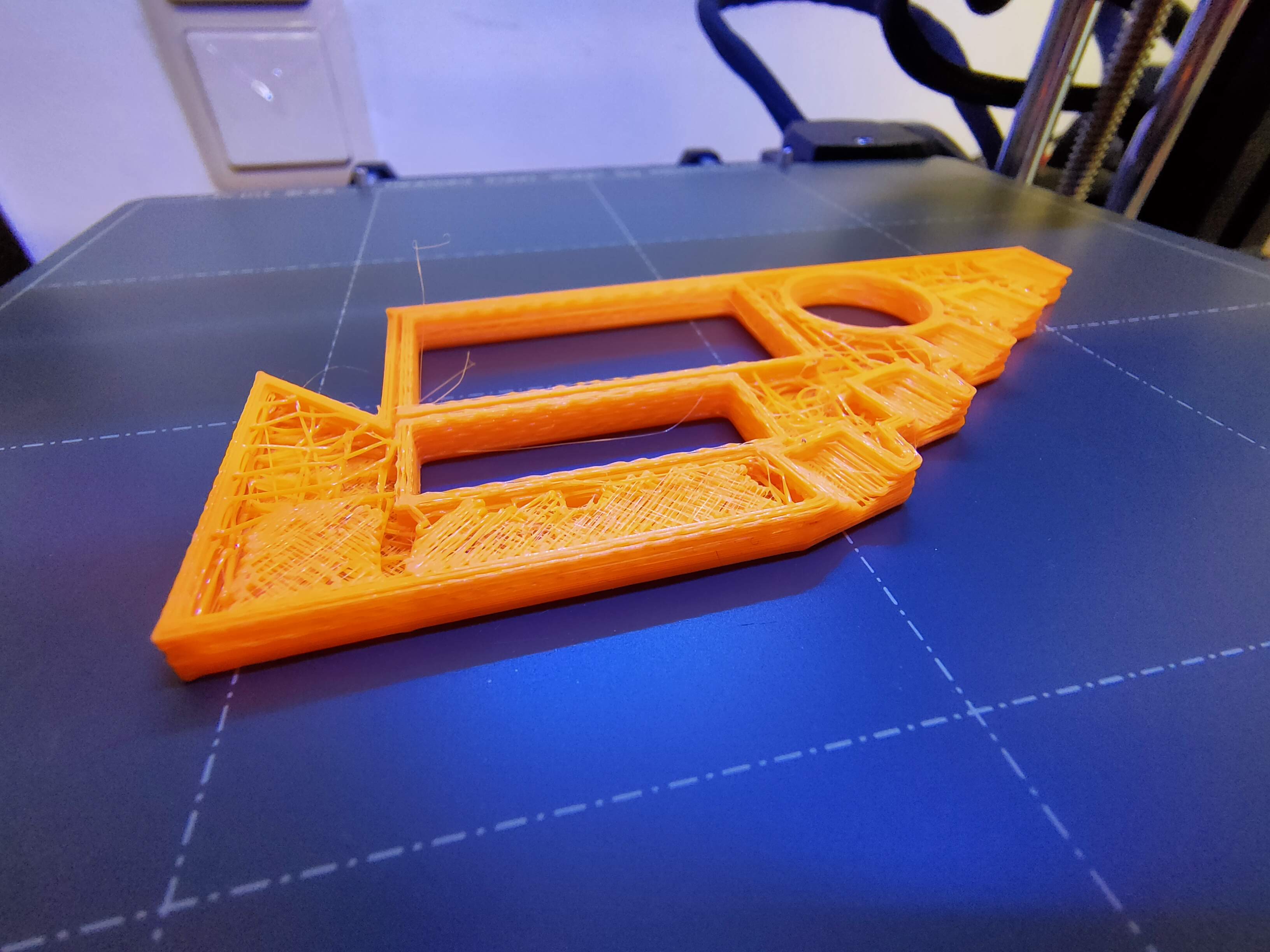
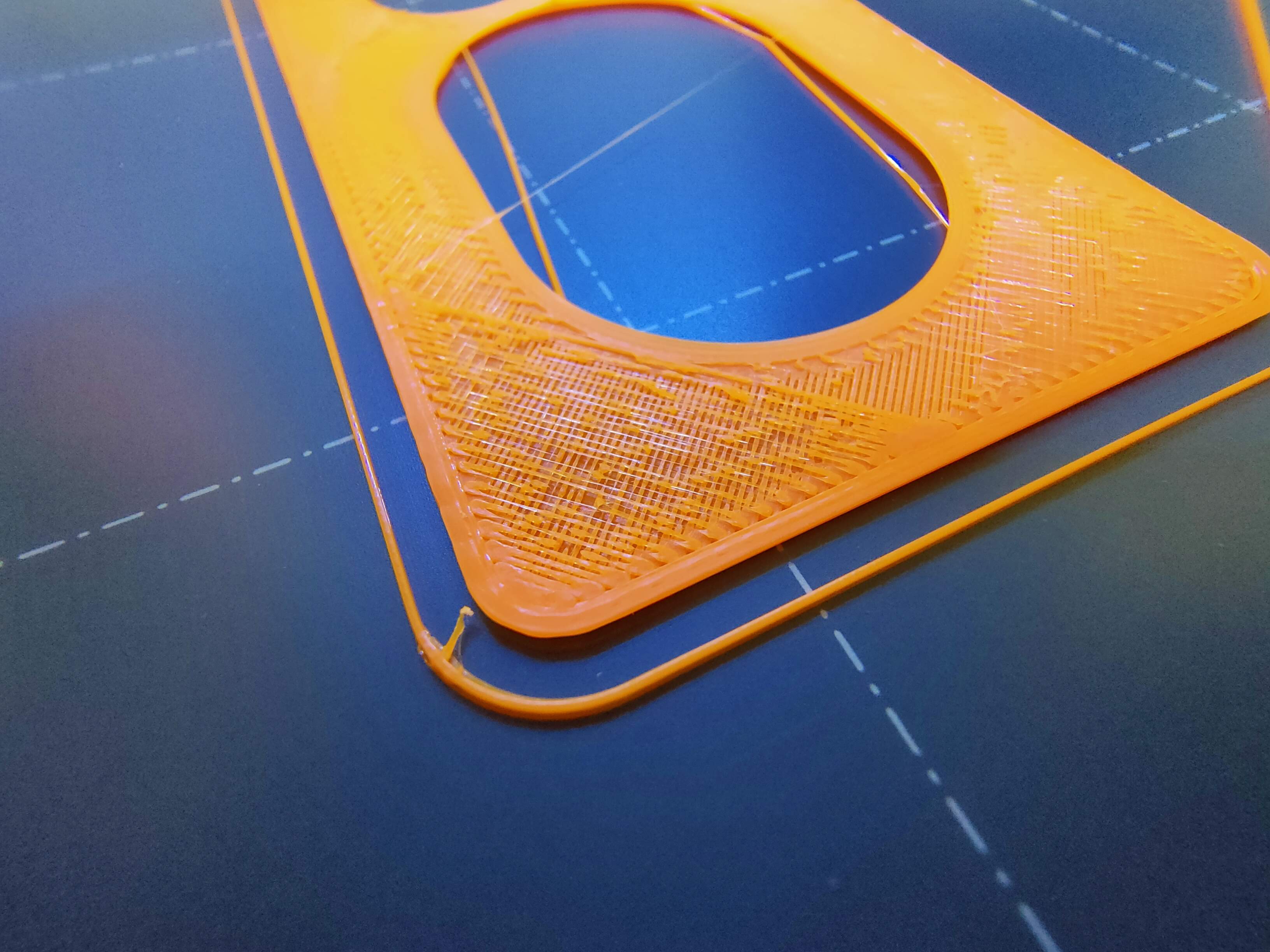
Dann dachte ich mir, das es vielleicht an dem Druckteil liegt und ich habe etwas anderes auf die Platte geworfen. Das Ergebnis nach einigen Schichten seht ihr auf den folgenden 2 Bildern:

Ich habe dann frustriert auch hier den Druck abgebrochen und das Filament entladen. Dabei ist mir dann aufgefallen, das dass Filament welches durch den Extruder herauskam, verschiedene "Beschädigungen" aufwies. Ich habe auch das gerade mal versucht in Fotos festzuhalten:


Ich habe auch schon versucht über die Schraube unterhalb des PTFE-Schlauches den Druck auf das Filament zu variieren, jedoch ohne nennenswerten Erfolg - da habe ich auch gar kein "Gefühl" dafür wie rum ich drehen müsste usw... Die Doku gibt da auch nicht allzu viel her - oder ich habe nichts passendes gefunden.
Im Moment bin ich ziemlich gefrustet - heißt es doch das der Mini eigentlich ein "Workhorse" ist. Bei mir ist er aktuell eher ein lahmer Gaul :-/
Ich werde jetzt noch einmal den Extruder reinigen und dann mal wieder das PLA von 3DJake ausprobieren. Sollte das klappen, kann es ja fasst nur am Prusament liegen, oder?
Hat jemand weitere / andere Vorschläge, wie ich systematisch diese Problematik in den Griff bekomme?
RE: Verschiedene (?) Probleme nach Filamentwechsel
Habe noch vergessen zu erwähnen, das ich zwischendurch auch 2x jeweils einen Cold-pull gemacht habe...
RE: Verschiedene (?) Probleme nach Filamentwechsel
Kurze Rückmeldung - alles wieder fit! Der "lahme Gaul" druckt wieder 🤣
Folgendes habe ich machen müssen, damit es wieder weiter gehen kann:
- Extruder reinigen
- Cold pull (mehrmals)
- Hotend reinigen
- PTFE-Tube im Hotend durch das mitgelieferte Ersatzstück ausgewechselt
Die Nozzle habe ich im Zuge der Hotend-Reinigung auch ausgebaut und konnte leider noch immer nicht durch das Hotend hindurchblicken. Da musste ich noch mal Aufheizen und habe dann ein Stück Filament mit der Verstopfung verschmelzen lassen. Dann Temperatur -> Abkühlen und bei ca. 100° konnte ich die Verstopfung dann herausziehen. Es war ein Mix aus fast allen Farben die ich hier habe... *lol*
Anschließend habe ich dann mit den oben genannten Schritten weiter gemacht. Zum Schluss dann noch die Minda-Sonde neu eingestellt und die 1. Schicht wieder neu kalibriert. Mit der ersten gedruckten Schicht des Bauteils war/bin ich zwar noch nicht zu 100% zufrieden, aber das scheint mir auch an der ein oder anderen Einstellung im Slicer zu liegen. Da ich das Druckteil nicht neu gesliced hatte, wird das jetzt erstmal so gehen müssen.
Eigentlich wollte ich auch direkt die Nozzle tauschen, doch obwohl ich der Meinung war noch eine 04er liegen zu haben, hat sich herausgestellt, das ich diese doch meinem Junior das letzte mal mitgeschickt hatte - und extra 100km fahren wollte ich dafür nun auch nicht... 😀
Das wirft bei mir die Frage auf, welche Ersatzteile sollte man für den Mini so vorrätig haben? Was liegt bei Euch so in der Wartungskiste (außer das passende Werkzeug natürlich)?
RE: Verschiedene (?) Probleme nach Filamentwechsel
@zappodrom
Wenn Du den Filamenttyp änderst, würde ich empfehlen vorher einen coldpull durchzuführen. Es ist erstaunlich, was da manchmal an "Farbresten" von den verschiedenen Vorgängern herausgezogen wird. Für den coldpull verwende ich transparentes PA12 (Temp. ca. 270 Grad C.).
Ein wenig Wartung und Plege schadet jedenfalls nicht, nimmt nicht viel Zeit in Anspruch und kann einigem Ärger vorbeugen. Die Führungswellen freuen sich auch, wenn diese gelentlich nachgeschmiert werden. Einige Tropfen Öl können schon ausreichend sein.
happy printing!
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Verschiedene (?) Probleme nach Filamentwechsel
Hat jemand weitere / andere Vorschläge, wie ich systematisch diese Problematik in den Griff bekomme?
Ein paar generelle Tipps:
Ein kleiner Block aus Hartschaumstoff (aus dem Verpackungsmaterial vom Mini z.B.) als Filter für das Filament wirkt Wunder.
Etwa so groß wie ein Stück Würfelzucker geschnitten, am Anfang der Rolle einmal auf das Filament "gespießt" streift das Material den unvermeidlichen Staub vom Filament. Und da kommt einiges zusammen, Siehe Bild des am Ende aufgeschnittenen Filters. Einfach für jede Rolle ein neues Stück verwenden und am Ende entsorgen. Sinnvolle Zweitverwendung der Verpackung. Alles was der Filter an Staub fängt, schafft es dann schon mal nicht mehr in die Düse und kann da auch nicht verkoken.
Das Hotend nie länger als notwendig geheizt lassen.
Immer wenn der Kunststoff unnötig lange in der geheizten Düse verbleibt, degeneriert das Zeug und bildet Ablagerungen. Das ist leicht vermeidbar und spart ne Menge Ärger.
Die richtige Temperatur
Klingt vielleicht trivial, aber führt tatsächlich immer wieder zu Problemen.
Ich habe es schon erlebt, das Leute versucht haben PLA bei 160° zu drucken. Geht dann ein wenig schwer durch die Düse, hat dann was von Kaltverformung.
Oder nach dem Moto "viel hilft viel", PLA lässt sich bei 260° doch bestimmt noch viel flotter drucken...
Ne, aber das Zeug "verschmodert" dann die Düse.
Ich denke nicht, das dieser Hinweis bei dir notwendig ist, habe beides aber tatsächlich schon erlebt.
Wenn es mal nicht so richtig will.
Coldend vom Hotend entkoppeln, Hotend auf Betriebstemperatur bringen und Filament von Hand durchschieben.
Geht problemlos und leicht? ==> Coldend checken.
Geht irgendwie nicht so toll ==> Revision des Hotends. Gar nicht erst versuchen am Coldend was zu reißen. Führt nur zu Frust.
Nach meiner Erfahrung liegt das primäre Problem zu 99% beim Hotend. Gerade bei Bowdensystemen.
Wenn man die ersten zwei Tipps beherzigt und halbwegs gutes Filament verwendet, gibt es eigentlich keine Probleme.
Der Weg zum guten Druckergebnis führt über Beobachtung und Erfahrung.