Unsauberer Druck mit PETG
Hallo, ich bin relativ neu dabei mit meinem Prusa Mini. Die ersten Drucke mit PLA waren super, der Frosch ist immer noch ein Highlight für mich. Dann nach ein paar Wochen setzen nun die ersten Probleme ein, das Filament ist wohl nicht trocken genug.
Ich habe mir so eine SUNLU Filament Trocknerbox gekauft und war damit erst mal zufrieden. Nach durchtrockenen meiner ersten Filamentrolle sah der Druck nun wieder viel besser aus. Nun bin ich auf PETG gewechselt um mal ein paar mechanische Kreationen zu testen, leider hab ich hier ein paar Probleme als Anfänger und weiß nicht weiter.
Ich habe brav das Heatbed geben das textuierte getauscht, da ich ja schon von der hohen Haftung auf dem Standardbett gelesen hatte. Das hat sich bestätigt und das hab ich auch im Griff. Das Z-Leveling habe ich dann auch durchgeführt, läuft.
Um euch jetzt die schlechten Druckergebnisse zeigen zu können muss ich erst ein Studium abschließen wie man in bei Beiträgen Bilder hinzufügt. Tut mir leid!!! Vielleicht hilft mir erst mal jemand dabei. *peinlich*
Keine Ahnung was ich bei Source einfügen soll um ein Foto von meiner Festplatte hier zu posten.
RE: Unsauberer Druck mit PETG
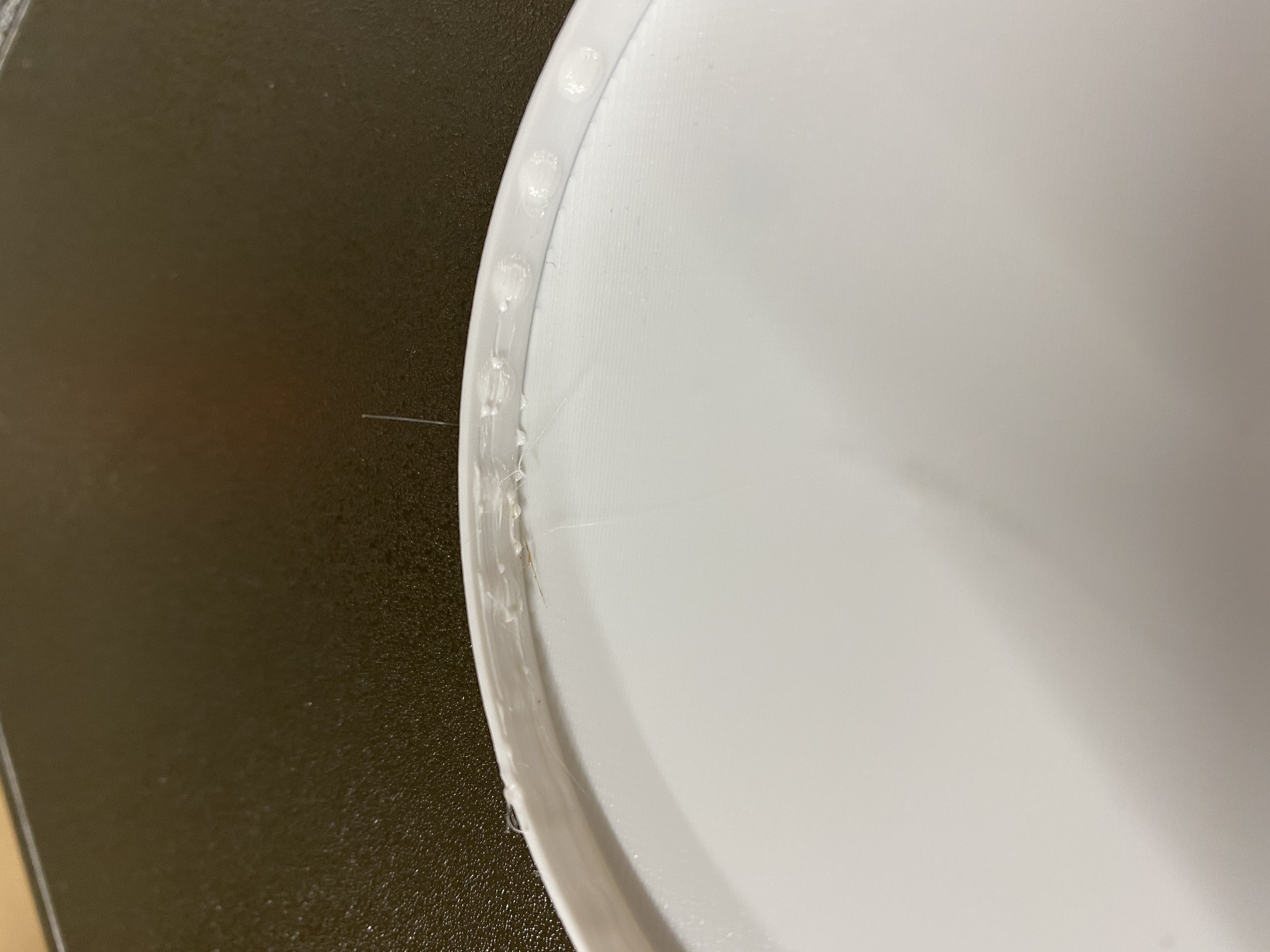
So nun hat es geklappt. Kann mir jemand zu diesem Druckbild der ersten Layer was sagen? Links ist der Kreis total sauber, rechts beginnt er dagegen auszufransen.
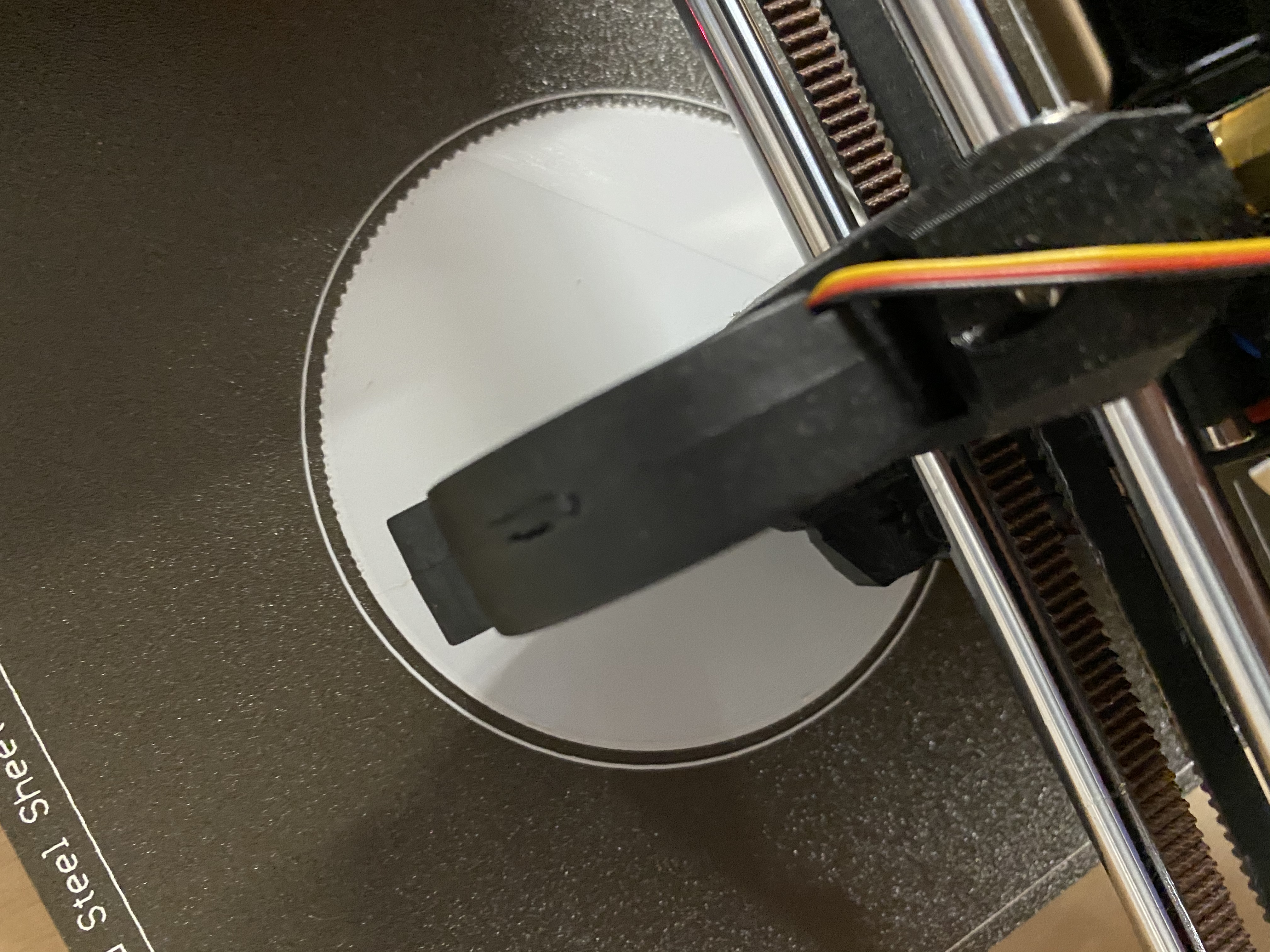
Bei einem anderen Modell sieht es aus als hätte jemand den Drucker bei seiner Arbeit stark bewegt so das sich die Layer verschoben haben. 
das kann doch so nicht normal, oder?
RE: Unsauberer Druck mit PETG
@headshaker
Das sieht für mich eher nach einem Problem der Hardware aus.
Also falls der Kreis rundherum glatt sein sollte und das nicht eine Teilverzahnung ist an der Rechten Seite auf dem Bild.
Was für ein Filament verwendest Du denn da?
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Unsauberer Druck mit PETG
@kai-2
Prusament PETG weiß. Als Anfänger wollte ich erst mal was ausgeben um nicht Abstriche durch billiges Material oder Komponenten zu erfahren. Ich will ja erst mal Erfahrung sammeln und dachte mit den guten Sachen kann ich erst mal nichts falsch machen.
Es gibt bestimmt auch günstigere Wege um Filament trocken zu halten aber ich hab beim Lockdown auch sonst nichts mit dem Geld anfangen können. 😝
Nein es sollte ein dünner Deckel werden. 0.8mm Stärke und eine leichte Rundung. Ich habe den Druck abgebrochen.
So sah nach dem Abbruch die gute glatte Seite aus. 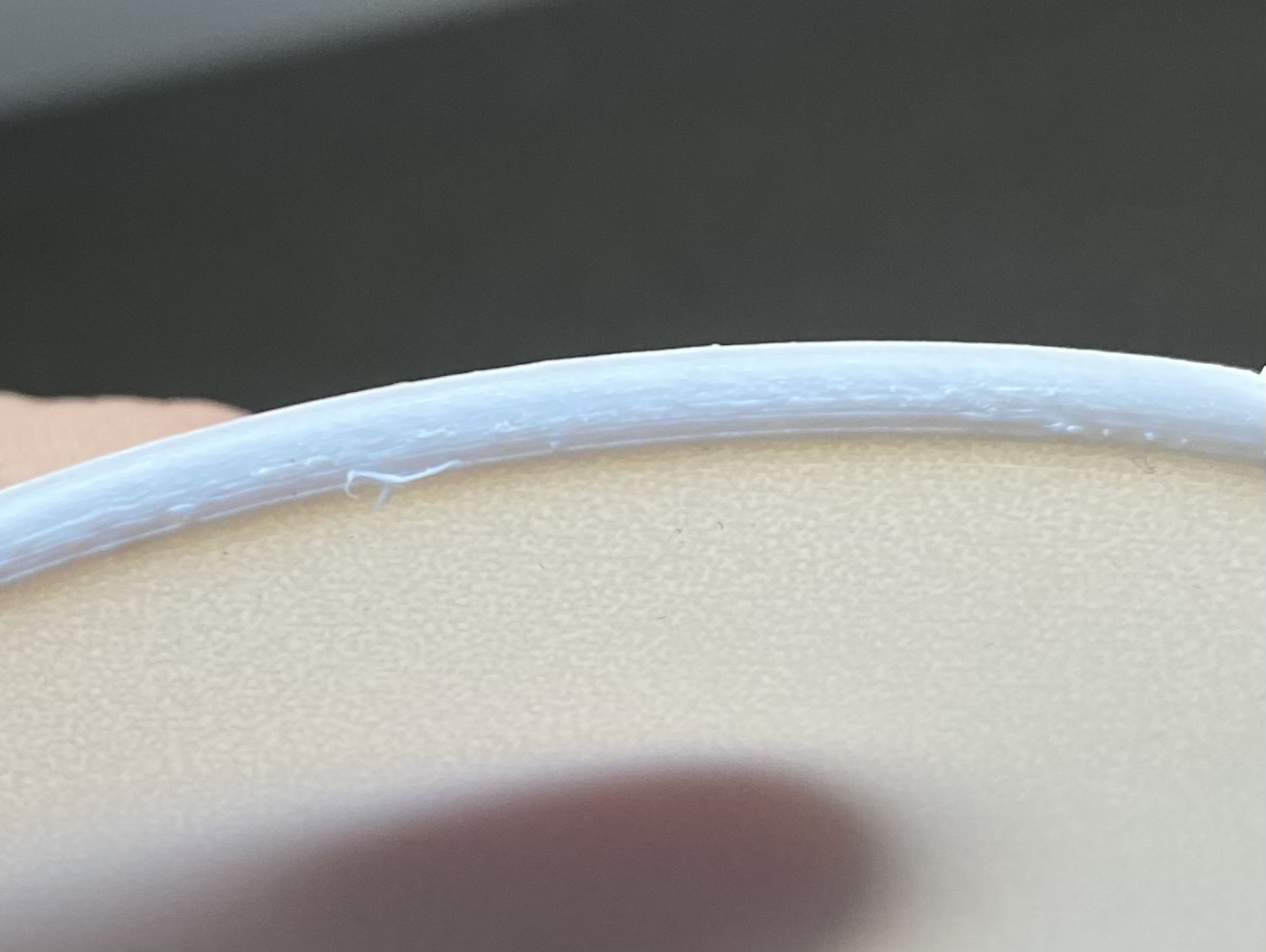
Und so die schlechte Seite. 
Was läuft da falsch?
RE: Unsauberer Druck mit PETG
@headshaker
Vorab erstmal der Hinweis das ich beim Mini mangels Drucker kein Hardwarespezialist bin.
Nun aber zu Deinem Problem. Ich nehme an Du hast Dich mit dem Thema Druckbettreinigung schon beschäftigt?
Denn das ist die Grundvoraussetzung für ordentlich Haftung und einen daraus resultierenden guten Ausdruck.
Und das ist wirklich SEHR wichtig!
Beim zweiten Bild scheint es mir aber tatsächlich eher ein Problem der Hardware zu sein.
Das könntest Du recht einfach prüfen indem Du ein anderes PETg Filament verwendest und exakt den Druck wiederholst.
Wichtig wäre auch zu prüfen ob alle Achsen ordentlich, und vor allem klemm- und ruckelfrei laufen.
Beim Thema saubere Extrusion kann man oft schon viel erkennen wenn man manuell mal einige Zentimeter extrudiert und den Fluss beobachtet. Dann wären wir vielleicht schon bei den hier oft beschriebenen Problemen mit den Hotend-Komponenten.
Ich hoffe damit kommst Du erstmal ein Stück weiter.
Gruß Kai
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Unsauberer Druck mit PETG
@kai-2
Moin, vielen Dank erstmal für deine Erklärung. Wie gesagt, mit der Haftung behaupte ich alles richtig gemacht zu haben. Bei PETG das texturierte Bett und meistens verpasse ich das Ende des Drucks sowieso und alles ist abgekühlt. Dann löst sich alles ohne Probleme. Ich nutze einen weichen Textillappen und IP zum säubern. Glasreiniger war bisher nicht nötig.
Die Druckprobleme werde ich mit einer noch eingeschweißten Rolle PETG versuchen auszuschließen.
Beim Druck ist mir ansonsten aufgefallen das ich viele dunkle Einschlüsse (sehr aus wie zu lange erhitztes Filament) in Form von Knubbeln habe und starkes Stringing.
Könntest du mir ein paar Links zu den oft besprochenen Hotend-Problemen hier antworten. Ich weiß jetzt nicht wonach ich suchen müsste. Vielleicht ist etwas hilfreiches dabei.
Ich berichte ansonsten weiter. So macht mir das Drucken aktuell keinen Spaß mehr wenn die Drucke so schlecht werden und ich nicht weiß was ich pflegen muss um es zu beseitigen.
RE: Unsauberer Druck mit PETG
Servus, sieht für mich bei dem Deckel nach zu wenig Material aus.
Das kann an der Düsentemperatur, einer Verstopfung oder einem Problem im Heatbreak (Das lange Röhrchen vor der Düse) sein.
Im Slicer auf PETG umgestellt?
Kannst du die STL datei des Deckels mal online stellen um sich ein besseres Bild zu machen wie es aussehen sollte.
Bei so kleinen Sachen kannst du auch auf 100% infill stellen.
Wegen dem Versatz:
Jedes Antriebsritzel ist mit 2 Madenschrauben festgeschraubt. diese mal auf festen Sitz überprüfen.
RE: Unsauberer Druck mit PETG
Das mit dem Infill auf 100% probiere ich morgen nochmal aus und packe dann auch das stl-File hier rein.
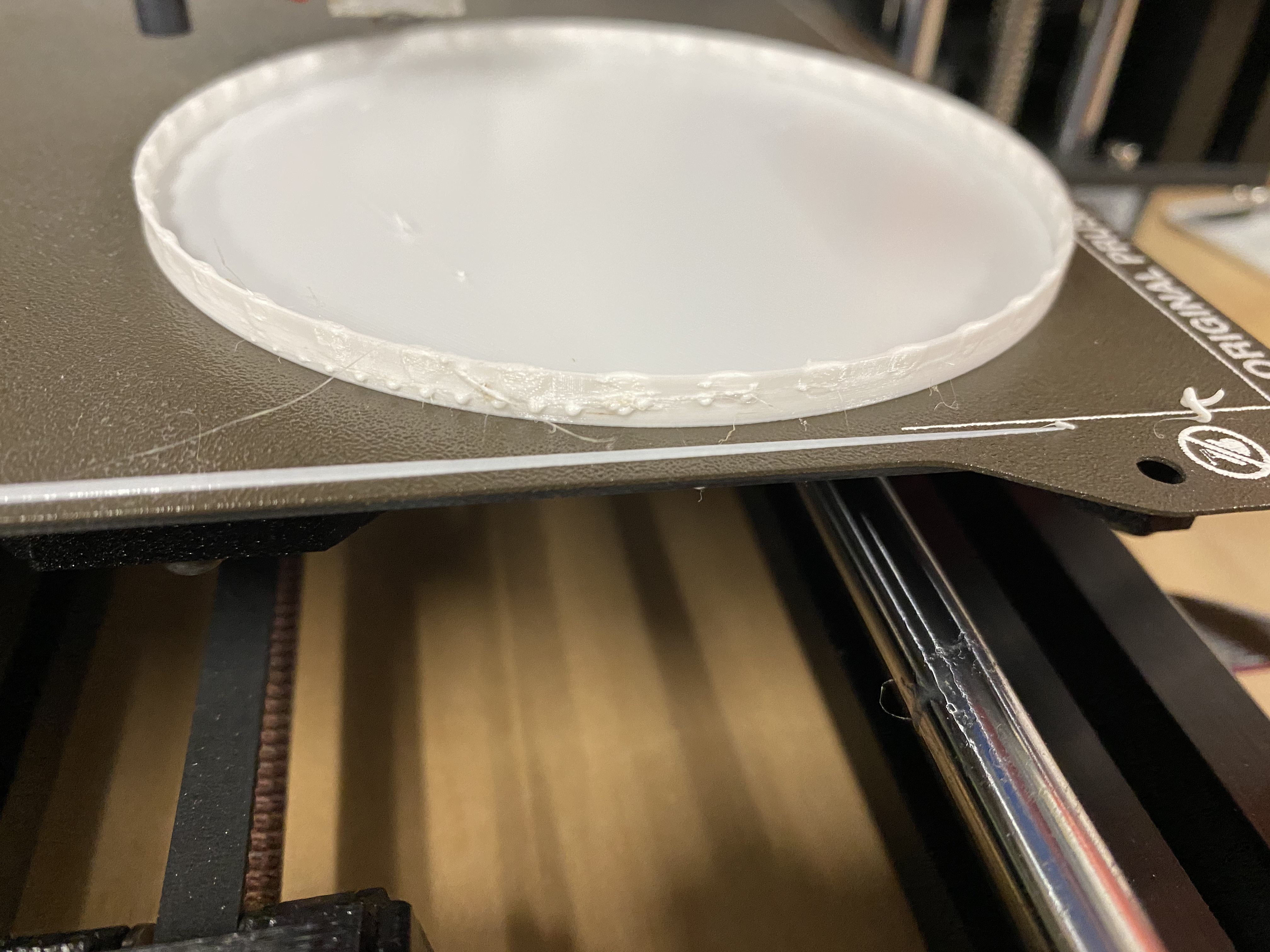
Ich kontrolliere auch die Madenschrauben. Besonders bei dem dünnen Deckel (verschließt zuverlässig die 500ml Joghurt und Skyrbecher 😋) sind beim Druck immer unten rechts auf dem Druckbett die Ausfransungen wenn ich einen 1mm Radius hinzufüge. Aber auch sonst sind alle Details in dem Bereich immer zerfranst. Ich platziere den Deckel mal an eine andere Stelle.
Ich wollte einen sehr dünnwandigen Deckel, am liebsten 0,5mm oder weniger.
RE: Unsauberer Druck mit PETG
@headshaker
Hast Du schon mal überprüft ob Deine Druckplatte plan und sauber gelevelt ist und die Z-Adjustierung passt? Ich deute da eher auf ein mechanisches Problem. Der Mini ist bzgl. Bett Leveling etwas eigen. Da kann schon mal eine Schrägstellung von 1mm und mehr an der X-Achse vorliegen.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Unsauberer Druck mit PETG
Ich verstehe was du meinst. Die Verfahrwege X und Y in der Ebene wären nicht 100%ig rechtwinklig zueinander. Wäre dann das Problem am linken Ende der X-Achse nicht schlimmer anstatt rechts? Der unsaubere Druck entsteht rechts unten.
Aber das werde ich trotzdem überprüfen, gibt es einen Trick wie ich die Ausrichtung des Druckbetts und die Achsen zueinander exakt messen/bestimmen kann?
RE: Unsauberer Druck mit PETG
Das kommt drauf an.
Das einfachste ist, du fährst mit der Düse (manuell drehen oder per Steuerung) bis kurz vor dem Druckbett runter. Leg z.B. irgendein plastikteil drunter (Kreditkarte,...)
Dann kannst du ebenfalls mit der Hand oder per Steuerung die Düse hin und her schieben/fahren und mit deinem selbst gewählten Abstandhalter die Höhe vergleichen.
Anleitung zum beheben wenn hier etwas festgestellt wird findest du hier: https://help.prusa3d.com/de/article/xz-achsen-schraglaufkorrektur-mini_158518
Wenn du das sauber eingestellt hast sollte der Mini den Rest automatisch ausgleichen können.
Wenn du es allerdings noch genauer einstellen willst, kann ich dir noch eine entsprechende Anleitung zusammenstellen. Ist aber eigentlich nicht notwendig. Wichtig ist hier nur, dass das Sheet gerade auf liegt. Das kannst du z.B. mit einem Stahllineal überprüfen.
Allgemein findest du hier sehr viele Hilfestellungen zu Fehlern bei dem Mini:
RE: Unsauberer Druck mit PETG
@headshaker
Und bevor Du @andy_p's Tipps durchführst, könntest Du, falls vorhanden einen Check mit einem größeren Flachwinkel, sozusagen als Grobeinstellung, durchführen.


Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Unsauberer Druck mit PETG
So, endlich Feierabend. Vielen Dank für die super Tipps. Auf den Anschlagwinkel hätte ich auch kommen können. Das probiere ich gleich auf jeden Fall aus. Ich würde gerne die stl-Datei von dem ausgefransten Deckel meiner Fotos oben anhängen aber die ist über der Grenze von 10MB für das Forum. Stattdessen hab ich die gcode-Datei drangehängt. Für PETG mit 0.05mm Ultradetail mit ansonsten Standard Settings im Prusa Slicer.
Mittlerweile habe ich schon wieder Änderungen an der Konstruktion gemacht und bin schon bei Version 6. Wer interessiert ist kann in Onshape mal reinschauen. Alle Versionen, habe ich mal mehr oder weniger detailiert gedruckt (0.05 - 0.15mm). Das mit dem 100% Infill probiere ich jetzt mit dem Model. Natürlich schaue ich mir Z noch an wie von euch beschrieben.
RE: Unsauberer Druck mit PETG
@headshaker
Reinschauen geht zwar über Onshape, aber kein Download, zumindest finde ich keinen. Hätte es auf meinem Mini mal getestet.
Den gcode sehe ich auch nicht 😉
RE: Unsauberer Druck mit PETG
@andy_p
Okay komisch. Hatte den gcode ausgewählt und er stand dort mit dem Hinweis das Dateien über 10MB nicht funktionieren. Es waren keine 5. Dachte dann das beim Speichern die Datei dabei ist. Muss ich nochmal gucken was da falsch gelaufen ist.
Bei Onshape musst du eine Kopie in deinem Bereich ablegen. Dann kannst du es bearbeiten und stl exportieren.
RE: Unsauberer Druck mit PETG
Hier hab ich Version 6 mal ganz unten rechts auf dem Druckbett gedruckt. 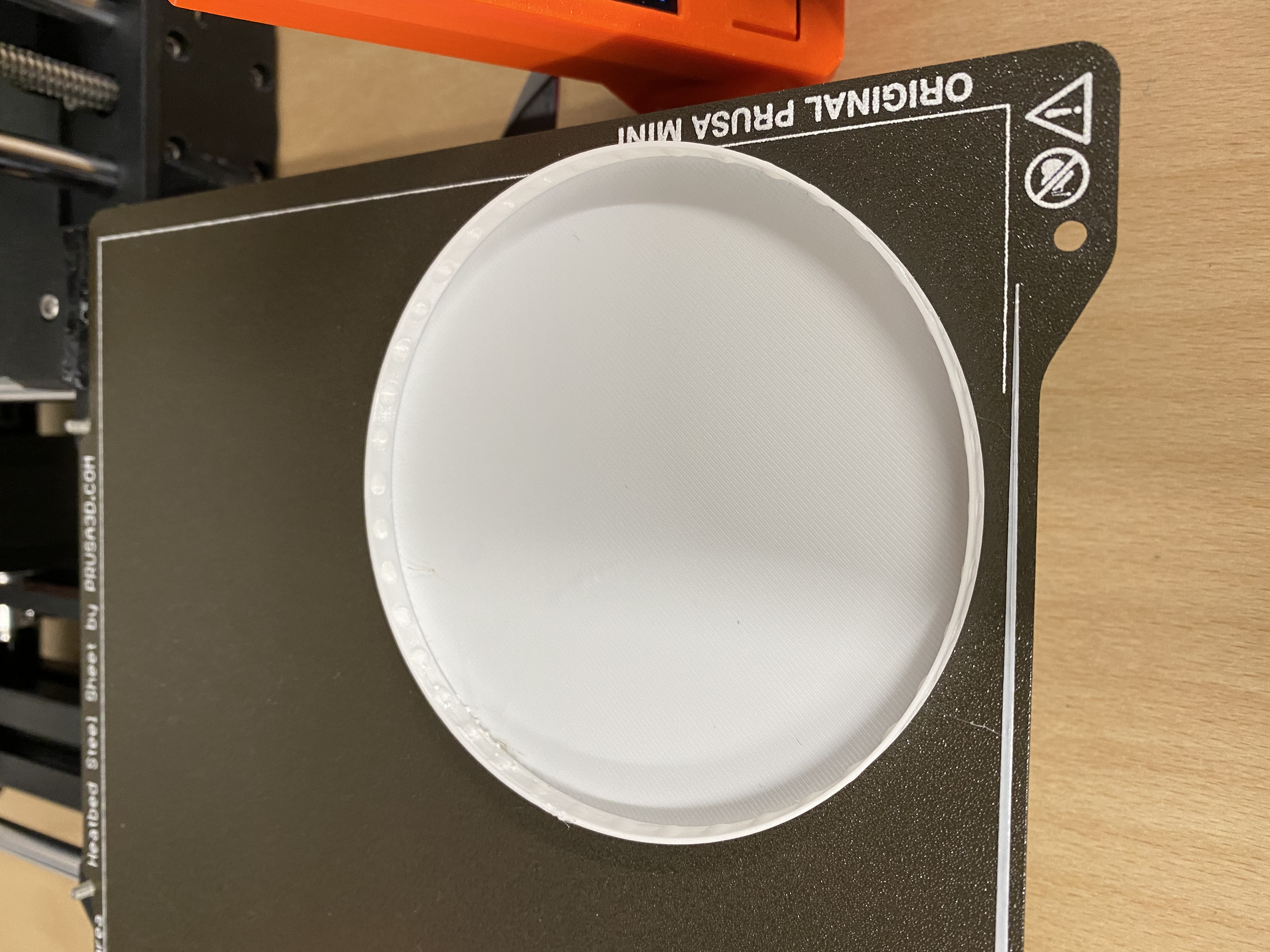
Das war jetzt mit 0.2mm Detail.
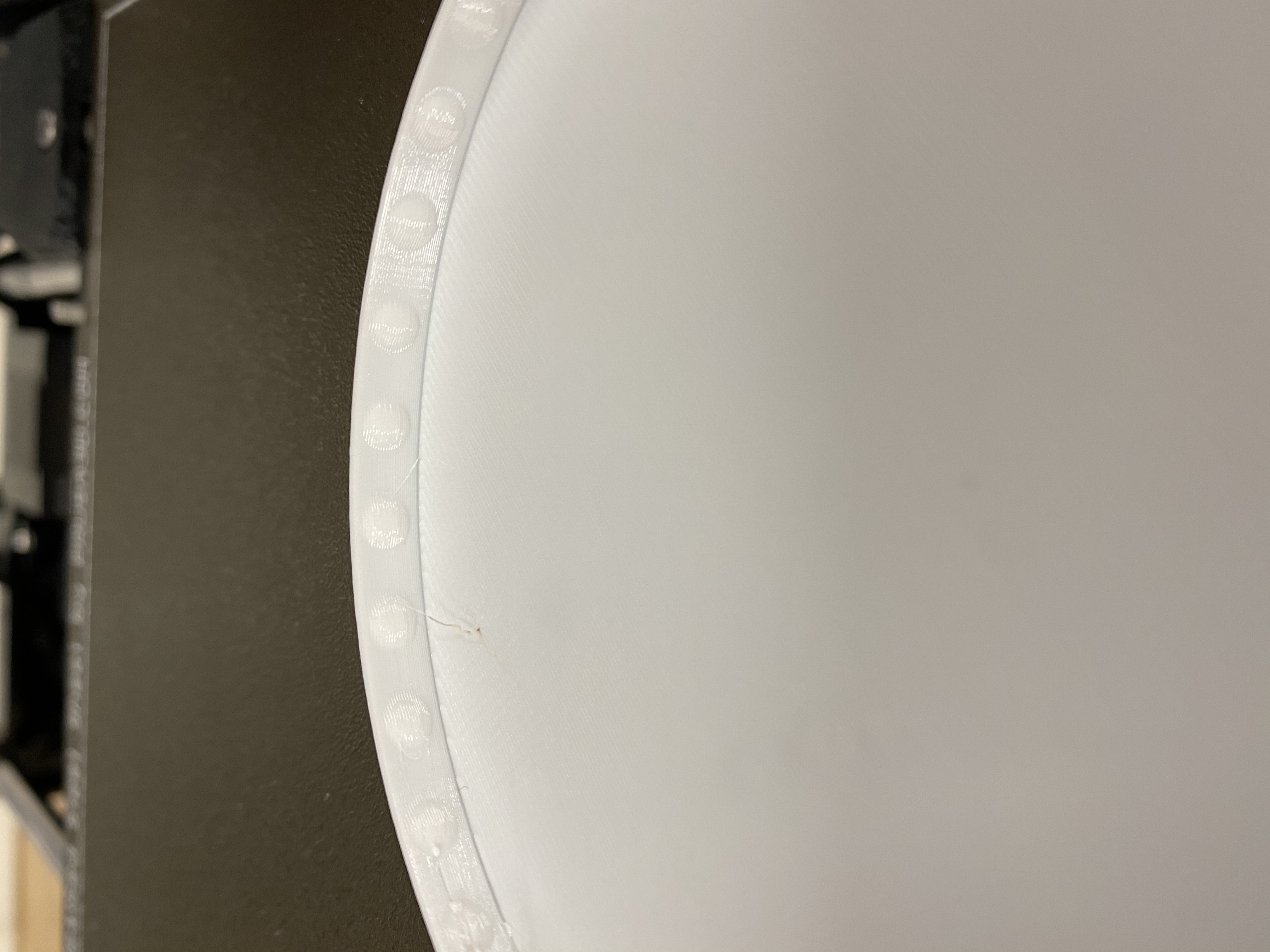
Aktuell läuft der Druck mit 0.1mm und wenn ich mir da den äußeren Rand anschaue bekomme ich schon wieder schlechte Laune.
RE: Unsauberer Druck mit PETG
@headshaker
STL Datei über 10Mb finde ich für den Deckel extrem groß. Hast Du die STL Datei schon mal per netfab gecheckt. Könnte sein, dass das Druckergebnis durch einen Fehler in den Daten verursacht wird. Die Datei am Besten zippen und über "Add Media" hier reinstellen.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Unsauberer Druck mit PETG
Hier als zip.
RE: Unsauberer Druck mit PETG
Und hier mal die aktuelle Version 6 die ich gerade eben gedruckt habe und von der die Bilder sind.
Ich habe mit 100% Infill erst in 0.2mm und dann zuletzt in 0.1mm gedruckt.
Die Achsen hatte ich mit dem großen Anschlagwinkel geprüft. Druckbett ist plan und der Z-Turm steht wie ne Eins, total senkrecht, sowohl zum Druckbett als auch zum Tisch von der anderen Seite gemessen.
RE: Unsauberer Druck mit PETG
Meine Gcodes mit denen ich v3 und v6 gedruckt hatte.