mini+ ständig verstopft
Hallo zusammen,
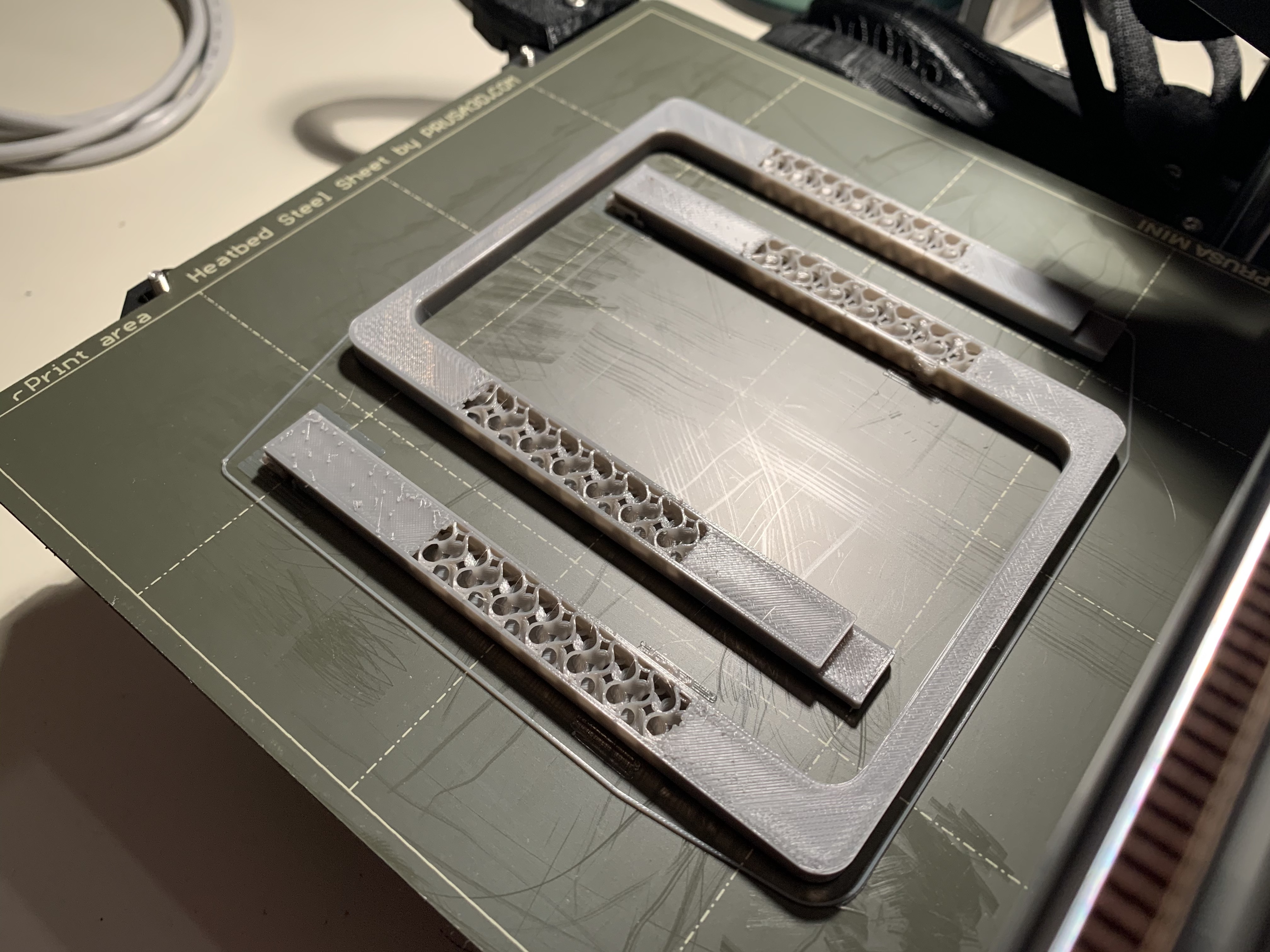
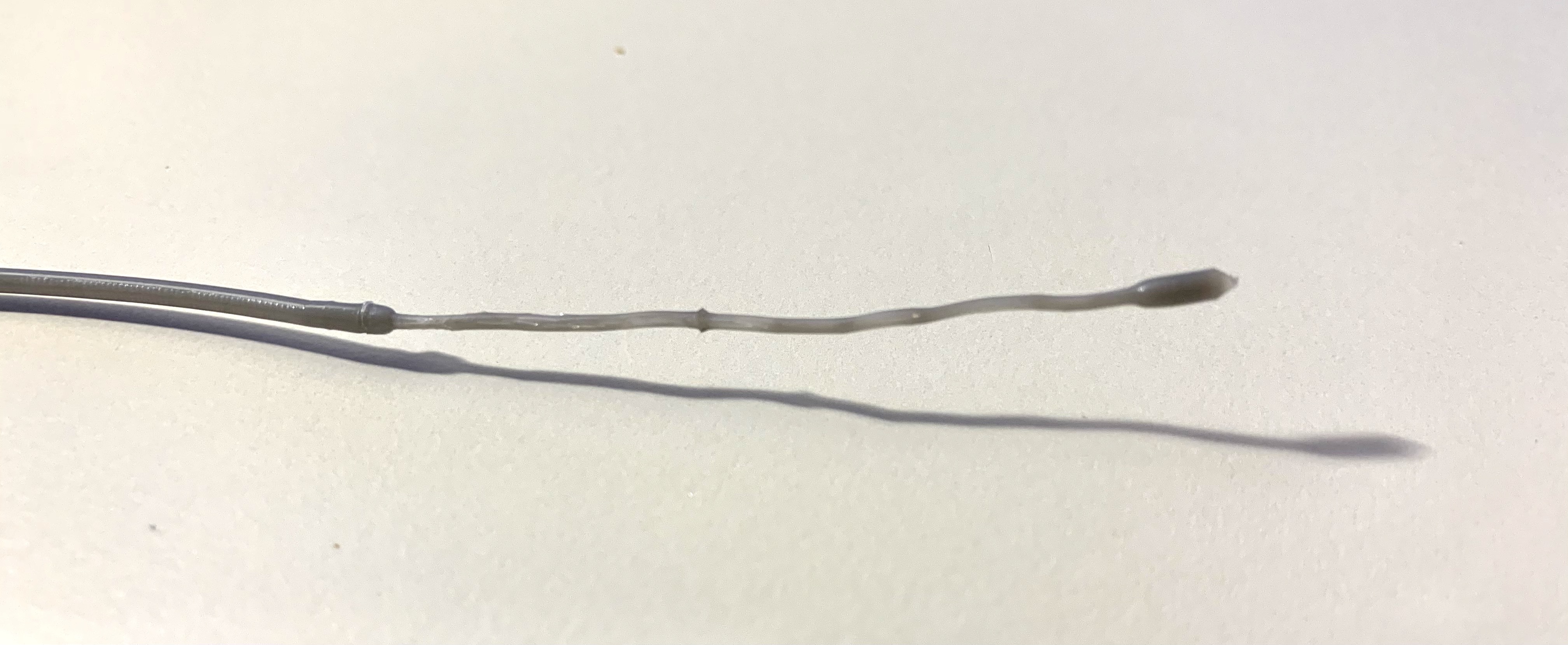
nach der anfänglichen Euphorie über meinen mini+ und den ersten Drucken, bin ich an einem Punkt angelangt, wo es gerade ziemlich frustrierend ist. Ich kämpfe derzeit damit, dass das Hotend/Nozzle (?) irgendwie verstopft ist. Es fing damit an, dass der nachfolgende Druck in schwarz nicht gelingen wollte. Ich hatte erst das Ironing in Verdacht und hab ewig gebraucht, bis der Drucker wieder lauffähig war. Ich hatte einige cold pulls gemacht und bin dabei auf grau umgestiegen. Anfangs konnte ich einen kleinen Calibration-Würfel drucken, der auch soweit ok war. Dann wagte ich mich wieder an mein verunglücktes Modell und der Druck ist an der gleichen Stelle ausgestiegen. Ich habe die Düse wieder auf 250°C hochgeheizt, Filament gereinigt und auch wieder mehrere cold pulls gemacht. Bei der First Layer Calibration gab es dann irgendwann wieder das Klackern des Extruders zu hören - ich vermute das Filament ist wieder ordentlich durch das Zahnrad "angefressen". Das Resultat des Drucks seht ihr unten. Der Anfang ist noch ok, dann geht wieder nichts. Das Ergebnis meines letzten cold pulls hab ich auch mal mit angehängt, vielleicht gibt es da irgendwelche Erkenntnisse.
Ich bin ratlos, vielleicht könnt ihr einem Anfänger etwas unter die Arme greifen.
Danke, Holger
Filament:
* PLA. schwarz, geeetech
* PLA grau, nunus 3d

RE: mini+ ständig verstopft
Hallo zusammen,
nach der anfänglichen Euphorie über meinen mini+ und den ersten Drucken, bin ich an einem Punkt angelangt, wo es gerade ziemlich frustrierend ist. Ich kämpfe derzeit damit, dass das Hotend/Nozzle (?) irgendwie verstopft ist. Es fing damit an, dass der nachfolgende Druck in schwarz nicht gelingen wollte. Ich hatte erst das Ironing in Verdacht und hab ewig gebraucht, bis der Drucker wieder lauffähig war. Ich hatte einige cold pulls gemacht und bin dabei auf grau umgestiegen. Anfangs konnte ich einen kleinen Calibration-Würfel drucken, der auch soweit ok war. Dann wagte ich mich wieder an mein verunglücktes Modell und der Druck ist an der gleichen Stelle ausgestiegen. Ich habe die Düse wieder auf 250°C hochgeheizt, Filament gereinigt und auch wieder mehrere cold pulls gemacht. Bei der First Layer Calibration gab es dann irgendwann wieder das Klackern des Extruders zu hören - ich vermute das Filament ist wieder ordentlich durch das Zahnrad "angefressen". Das Resultat des Drucks seht ihr unten. Der Anfang ist noch ok, dann geht wieder nichts. Das Ergebnis meines letzten cold pulls hab ich auch mal mit angehängt, vielleicht gibt es da irgendwelche Erkenntnisse.
Ich bin ratlos, vielleicht könnt ihr einem Anfänger etwas unter die Arme greifen.
Danke, Holger
Filament:
* PLA. schwarz, geeetech
* PLA grau, nunus 3d
Hallo und willkommen im Prusaforum!
Ein viel diskutiertes und sehr bekanntes Problem des Mini. Hervorgerufen durch entweder zu geringe Feder Vorspannung am Extruder, verschmutztes hotend, verstopfte Düse, nicht gefaster und/oder zu kurzer PTFE usw... https://help.prusa3d.com/de/article/verstopfte-duse-hotend-mini_112011
Ich denke, dass die Ursache auch am heatbreak zu suchen ist. Diese ist im Gegensatz zum MK3 sehr simpel (Edelstahlrohr mit Gewinde) und weniger effektiv ausgeführt, wodurch es zu erhöhten Wärmerückstaus und dadurch auch zu Verstopfungen kommen kann.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: mini+ ständig verstopft
komischer Weise hatte ich vor einigen Tagen ähnliches Problem mit diesen Filament. Nach einer gewissen Zeit, 1-3 Stunden fing der Extruder an zu rattern obwohl ein Heatbreak und Extruder von BondTech installiert ist. Noch merkwürdiger war, das dieses Filament auf beiden meiner Minis nicht druckbar war. Auf dem MK3/S ging es ohne Probleme. Auch jedes andere PLA lief danach auf den Minis ganz normal wie immer.
Bei diesen Problem habe ich auch gemerkt, das Heatsink-Lüfter ganz schön auf den Heizblock bläst. Eventuell ist dies das Problem, warum manche berichten beim Mini mit einer höheren Temperatur drucken zu müssen. Ich hab mir dazu ein kleines Schild gedruckt und werde die Tage nochmal versuchen das Prusament PLA zu drucken.
Aber ehrlich gesagt ist die Bauteilkühlung auch nicht optimal, die bläst für mein Empfinden etwas zu stark auf den Heizblock. Ich glaub langsam muss ich Karls Umbausatz montieren, da sitzt der Heizblock doch einige Millimeter weiter weg vom Lufteinlass.
Man kann Dir den Weg weisen, aber gehen musst du ihn selbst - happy Printing 🙂
RE: mini+ ständig verstopft
Kontrolliere auch mal den Innendurchmesser des PTFE-Schlauches im Heat-Break. Bei mir war der Innendruchmesser zu groß und hat zu einer Verstopfungen geführt. Bei mir hat es schon gereicht, einen Ersatzschlauch daneben zu halten und man hat es mit bloßem Auge gesehen.
RE: mini+ ständig verstopft
@manfred
Was mir auch noch aufgefallen ist: Die Werte in den Thermistortabellen weichen doch um Einiges von denen des MK3 ab. die Konstruktion der Heatsink und des Heizblocks weichen zwar ab, aber es werden dieselben Elemente (Thermistor und Heizblock) verwendet. Siehe folgende Tabelle:
Thermistortables_Mini_MK3_Vergleich
An der Mini Thermistortabelle könnte man sicherlich noch schrauben (blöderweise Firmwarehack notwendig) um das evtl. in den Griff zu bekommen. Ich habe jedenfalls mit meinem E3D V6 am Mini so gut wie keine Probleme dieser Art. Sonderzähe Materialien sind dann wieder ein anderes Thema.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: mini+ ständig verstopft
Willkommen im Geetech Klub...
Seit ich auf 240first/235Grad umgestellt habe, flutscht es mit dem schwarzen Geeetech. Für PLA ne stolze Temperatur. Neues Profil im Slicer angelegt...läuft.Siehe meinen Extruder Wartung Beitrag...
Oder wenn du wie ich bei Amazon bestellt hast, schaue in die Bewertungen.
Gruß Matthias
Mini+ und 3D Druck Experte since 12.january2021 (first print 😉 )
RE: mini+ ständig verstopft
Ergänzend:
Auf mein problembehaftes erstes halbes Kilo, sind jetzt über 3Kilo(Geeetech/Tinmorry/Eryone) Temperatur angepasst vollkommen problemlos verdruckt worden.
Mini+ und 3D Druck Experte since 12.january2021 (first print 😉 )
RE: mini+ ständig verstopft
wenn man sich diverse Postings durchliest, haben die meisten Leute Probleme mit PLA. Druckt man es mit einer zu geringen Temperatur, geht nichts durch die Düse, steigert man sie, verstopft das Heatbreak, da das PLA nach oben zu weich wird. Also gehe ich mal davon aus, dass dieses Problem mit der Bauteilkühlung & Heatsink-Kühlung zutun hat und ein etwas zäheres PLA verwendet bzw. die Drucktemperatur nicht genau erwischt.
Da bei mir dieses Phänomen erst vor wenigen Tagen auftauchte und das nur im Zusammenhang mit einem Prusament PLA kann ich dazu nur mutmaßen . Da ich ein BondTech-Heatbreak eingesetzt habe, kam ich gerade noch mit von einer totalen Verstopfung vorbei, konnte aber beim Entfernen des Filaments sehen, das dieses 3-4cm erweicht wurde... und das liegt schon im Bereich des Heatbreaks.
Mal schaun ob das FW-Update was bringt, vl liegt es auch nur an der Bauteilkühlung, da wurde auch einiges an der Lüfterdrehzahl gefixt.
Man kann Dir den Weg weisen, aber gehen musst du ihn selbst - happy Printing 🙂
RE: mini+ ständig verstopft
Wenn die Parameter stimmen, läuft es. Mindestens 2 PLA(Geeetech black)
Drucke mit jeweils ca. 14h waren kein Problem . Diverse 8h drucke in PETG (insgesamt etwa 300h superfein bis draft)haben nie rumgezickt. Das Titan Heatbreak liegt schon bereit, aber da ich mit den angepassten Temp Einstellungen dann null Probleme hatte(pla&petg) ,liegt der Umbau auf Eis, bis zur nächsten größeren Wartung.
Gruß Matthias
Mini+ und 3D Druck Experte since 12.january2021 (first print 😉 )
RE: mini+ ständig verstopft
@m-k-2
ich drucke mit den Minis hauptsächlich PETG (beinahe rund um die Uhr). Mit zahlreichen verschiedenen Marken von PETG (billigster "Müll" bis teure Filamente) gab es noch nie Probleme. Könnte sein, das ich in meinen Fall eine etwas misslungene Rolle Prusament PLA erwischt habe, da wie sonst mit Extrudr, Sunlu, Fiberlogy, usw. PLA noch nie Probleme hatte.
Ich finde es nur etwas komisch, das sehr viele fast nur mit PLA Probleme haben und auch sehr viele ihre Hotend-Einheit modifizieren oder ganz ändern. Normal sollte man davon ausgehen können, Temperaturtechnisch mit den selben Angaben wie beim MK3/S drucken zu können, was bei vielen Leuten nur bedingt möglich ist. Im Mini ist die gleiche Heizpatrone und der gleiche Thermistor eingebaut.
PLA mit 240/235°C zu drucken finde ich schon etwas arg, überhaupt wenn die Herstellerangaben bei 190-220°C liegen. Im schlimmsten Fall wird das PLA im Heatbreak zu weich, staucht sich zusammen und der Extruder schafft es nicht mehr nachzuschieben (rattern).
Druckt man einen PLA-Temp.-Tower kann es sein, das sich Düse/Heatbreak verstopfen, dann reißt man mit einen Coldpull etwas am Mini rum und verstellt sich dazu auch gleich die X-Achse (1. Schicht). Sollte so nicht sein, denke ich.
Man kann Dir den Weg weisen, aber gehen musst du ihn selbst - happy Printing 🙂
RE: mini+ ständig verstopft
@manfred
Bisher habe ich meist vom Geeetech Black gelesen. Ist bei Amazon sehr gut bewertet und auch günstig und schnell geliefert. Wenn man aber die Rezessionen durchliest, immer wieder Beschwerden über Verstopfungen bei diversen Modellen...das liegt an der Charge. Sonst habe ich keine Probleme mit den Slicer Vorgaben.
Bin natürlich auch Anfänger im 3D Druck und habe nur eine begrenzte Übersicht und Erfahrung.Ein Umbau auf MK3 Standard schadet bestimmt nicht 😉
Gruß Matthias
Mini+ und 3D Druck Experte since 12.january2021 (first print 😉 )
RE: mini+ ständig verstopft
Geeetech kenne ich zugegeben nicht, da ich zu 97% nur Filament aus der EU kaufe. Ich hatte nur manchmal kleine Probleme mit PLA im geschlossenen Bauraum, da die Erweichung von PLA doch relativ niedrig ist. Das mir ein PLA mal nicht beim frei stehenden Mini durch geht hätte ich nie geglaubt 😀 Mein verwendetes PLA ist in der Regel von 190°C bis 230°C druckbar (ohne Verstopfung), beim Prusament PLA beginnt der Extruder bei 220°C zu rattern (Temp.-Tower). Drucke ich ein normales Model, friert mir die Düse bei 200 bis 215°C zu. Muss mal ein anderes Prusament PLA bestellen und testen ob es da auch in Verbindung mit dem Mini zu Probleme kommt.
Man kann Dir den Weg weisen, aber gehen musst du ihn selbst - happy Printing 🙂
RE: mini+ ständig verstopft
Hallo zusammen,
nach der anfänglichen Euphorie über meinen mini+ und den ersten Drucken, bin ich an einem Punkt angelangt, wo es gerade ziemlich frustrierend ist. Ich kämpfe derzeit damit, dass das Hotend/Nozzle (?) irgendwie verstopft ist. Es fing damit an, dass der nachfolgende Druck in schwarz nicht gelingen wollte. Ich hatte erst das Ironing in Verdacht und hab ewig gebraucht, bis der Drucker wieder lauffähig war. Ich hatte einige cold pulls gemacht und bin dabei auf grau umgestiegen. Anfangs konnte ich einen kleinen Calibration-Würfel drucken, der auch soweit ok war. Dann wagte ich mich wieder an mein verunglücktes Modell und der Druck ist an der gleichen Stelle ausgestiegen. Ich habe die Düse wieder auf 250°C hochgeheizt, Filament gereinigt und auch wieder mehrere cold pulls gemacht. Bei der First Layer Calibration gab es dann irgendwann wieder das Klackern des Extruders zu hören - ich vermute das Filament ist wieder ordentlich durch das Zahnrad "angefressen". Das Resultat des Drucks seht ihr unten. Der Anfang ist noch ok, dann geht wieder nichts. Das Ergebnis meines letzten cold pulls hab ich auch mal mit angehängt, vielleicht gibt es da irgendwelche Erkenntnisse.
Ich bin ratlos, vielleicht könnt ihr einem Anfänger etwas unter die Arme greifen.
Danke, Holger
Filament:
* PLA. schwarz, geeetech
* PLA grau, nunus 3d
Ich möchte meine Erfahrung auch mit euch teilen und vielleicht die Lösung schlecht hin.
Ich habe mir ein Prusa MINI Clone letztes Jahr gekauft mit Trianglelab Extruder und Trianglelab T-V6 überzogene Kupfer Rubin Düse, zudem noch BondTech Heatbreak und Capricorn PTFE Teflonschlauch, also schon mal gute Voraussetzung, dazu noch das PLA Filament von LABISTS.
Was sich auch super Drucken lassen hat mit 1.4mm Einzuglänge und 60mm/s Einzugsgeschwindigkeit und Wieder, bei 210°, aber dann habe ich anderes PLA Filament genommen und nix ging mehr, alle Einstellungen, Geschwindigkeiten, Temperaturen usw., irgendwann hat es angefangen zu Klackern, immer wieder, besonders da, wo viele Einzüge stattgefunden haben, z.B beim 3DBenchy im oberen Teil ab 17mm angefangen, der Druck hat auch immer scheiße ausgesehen.
Ok, habe gedacht, es liegt am Filament, anderes genommen, das gleiche Problem bleibt bestehen, habe mich schon damit beschäftigt, ein anderes Hotend zu verbauen, aber irgendwie war es mir nicht wert, dann habe ich mich beschlossen, ein Original BondTech Extruder zu verbauen, da die Federspannung vielleicht zu hoch ist beim Trianglelab Extruder, da ich schon drücken musste, um ins Gewinde zu greifen.
Der Original BondTech Extruder war jedenfalls besser zum Einstellen, leider hat es auch hier wieder zum Klackern angefangen, aber nicht so extrem, trotzdem hat der 3DBenchy scheiße ausgesehen, dann habe ich mich mit dem Thema Hitzestau auseinander gesetzt und überlegt, wird der Heatbreak genug gekühlt, ist der Lüfter vielleicht zu schwach?
Nun kommen wir zur Lösung des Problem mit der verstopften Düse und Klackern, Klackern, Klackern, ich hatte noch für mein Notebook eine gute Thermalright TF8 Wärmeleitpaste, also habe ich den BondTech Heatbreak von außen gut eingeschmiert, da das Loch vom Hotend heatsink MINI doch ein wenig zu groß ist und die Wärme gar nicht so gut abzutransportieren kann am Kühler, dann habe ich das Gewinde der Düse auch noch eingeschmiert, sollte man eigentlich sowieso machen, aber ob es nur an der Düse lag, glaube ich nicht.
Jedenfalls, seit dem ich das gemacht habe, habe ich kein Wärmestau mehr und es ist egal welcher Einzug eingestellt ist von 1,4 bis 4mm, das 3DBenchy sieht immer gleich aus, keine Blobs, Kleckse, Pickel, Lücken, Klackern usw., es funktioniert endlich, vielleicht hätte es dann auch mit Trianglelab Extruder funktioniert, aber jetzt bleibt der BondTech Extruder verbaut.
Wenn der Tipp mit Heatbreak und Wärmeleitpaste außen rum sowie auf der Düse, auch bei anderen funktioniert, bitte um Feedback, könnte auch nur Zufall sein, aber irgendwie auch logisch, wenn das Loch vom Hotend heatsink MINI zu groß ist?
PS. Ich weiß, hätte den Text kürzer verfassen können, aber das Problem hat mich mehr als nur beschäftig, bis ich auf diese Lösung gekommen bin, von daher musste ich das mal loswerden und hoffe andere damit helfen zu können.
RE: mini+ ständig verstopft
@daniel-20
Freut mich, dass Dein Mini nun tut was er tun soll. Ich kann dies nur bestätigen. Eine bessere heatbreak (ich habe eine Titanvariante verbaut und verwende immer eine hochwertige Kupferpaste), sauber präparierter hotend PTFE (gute Qualität z.B. Capricorn und angefast), eine gute Düse und die richtigen Temperatur- und Vorschub bzw. Slicer Einstellungen verhindern Verstopfungen bzw. "heatcreep". Besonders problematisch bei der Verwendung von PLA Materialien ( geringe Erweichungstemperatur)

Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: mini+ ständig verstopft
@daniel-20
Freut mich, dass Dein Mini nun tut was er tun soll. Ich kann dies nur bestätigen. Eine bessere heatbreak (ich habe eine Titanvariante verbaut und verwende immer eine hochwertige Kupferpaste), sauber präparierter hotend PTFE (gute Qualität z.B. Capricorn und angefast), eine gute Düse und die richtigen Temperatur- und Vorschub bzw. Slicer Einstellungen verhindern Verstopfungen bzw. "heatcreep". Besonders problematisch bei der Verwendung von PLA Materialien ( geringe Erweichungstemperatur)
Die Titanvariante habe ich auch vor kurzen bestellt, da Titan weniger Hitze transportiert als Stahl, aber da es jetzt so funktioniert, lasse ich es mit der Heatbreak von BondTech. Das habe ich vergessen zu sagen, den Schlauch hatte ich natürlich auch getaucht, was auch nix gebracht hat. Die Einstellungen waren meine kleinste Sorge im Slicer, natürlich kann man Direct mit Bowden-Extruder nicht vergleichen, wenn es zum Hitzestau kommt, gerade bei PLA, bringen die besten Komponenten nix, aber man lernt nie aus, was Wärmeleitpaste am Drucker bringen kann.
Stimmt, an Kupferpaste habe ich nicht gedacht, hätte aber die Befürchtung, dass diese zu dick sei, aber sicher eine gute Alternative.
RE: mini+ ständig verstopft
@daniel-20
Die Kupferpaste ist hochtemperaturbeständig (ca. 1000 Grad C.), verhindert Korrosion zwischen 2 verschiedenen Komponentenmaterialien, gewährleistet eine leicht Entformung bzw. Lösbarkeit,verhält sich neutral und widerstandsfähig gegen aggressive chemische Umgebungen, gute elektrische und Wärmeleitfähigkeit.
Was man aber dazu erwähnen muss: Das Aluminium reagiert (Kontaktkorrosion) mit dem Kupfer aus der Paste. Da ich aber einen Kupferblock verbaut habe, kann ich diese Tatsache vernachlässigen. Bei Alublöcken kann man alternativ Alupaste oder Graphitpaste verwenden.
Wärmeleitpasten enthalten meist Silikonöl mit feinen Kupfer, Alu, Graphit, oder Silberpartikeln versetzt und sind gut wärmeleitfähig.
Ich habe diese 2 Komponenten (Kupfer Titan Kombi) getestet und bin bei Nummer 2 geblieben:


Wichtig ist, dass man nicht zu hoch dosiert. Das Öl in der Paste verdampft nach dem Erhitzen der Düse auf Werte jenseits der 200 Grad C., was man in den ersten Minuten auch riecht. Der Vorteil ist eben, dass alle Schraubverbindungen wieder leicht lösbar sind.
Wie ich zu meinem Mini kam. Ein User hatte mit einer festgefressenen Schraube im Heizblock zu kämpfen, konnte diese nicht lösen und wollte frustriert den Drucker, ich sag mal entsorgen. Ich hab ihn vom Leiden erlöst, ihm den Drucker abgekauft, hergenommen, die Schraube im Heizblock ausgebohrt, die neue Schraube (Madenschraube) mit Kupferpaste beschichtet und..... inzwischen schon wieder 3x ohne Probleme zerlegt und zusammengbaut.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: mini+ ständig verstopft
...
Wie ich zu meinem Mini kam. Ein User hatte mit einer festgefressenen Schraube im Heizblock zu kämpfen, konnte diese nicht lösen und wollte frustriert den Drucker, ich sag mal entsorgen. ...
Entsorgen ist aber sehr nobel ausgedrückt 😉 Da wurde eigentlich rohe Gewalt angedroht !!! So was in der Art:

lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: mini+ ständig verstopft
@clemens-m
Ich hab's mir eher so vorgestellt 🤣

Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: mini+ ständig verstopft
@karl-herbert
😉 - Stimmt, der Typ passt einfach besser!
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
Wohin genau mit der Kupfer-Wärmeleitpaste?
Hallo, ich super blutiger Anfänger und haben für unsere Schule 2 Minis und 2 mk3+s (ein Bausatz) gekauft. Vieles noch in Kartons... Die Minis verstopfen ständing. Habe verschiedenstes Filament hier. Das hat mir mega den Spass geraubt, gerade so am Anfang.
Deine Lösung hört sich super an. Aber leider verstehe ich nicht ganz, wohin Du die Wärmeleitpaste / bzw. Kupferleitplaste machst. Sorry, wenn das eine ganz blöde Frage ist.
Grüße