Schwierigkeiten beim drucken von Flex Material
Hallo,
wir drucken viele Bauteile aus Flex Material, wir benutzen Fex Medium von extrudr. Hauptproblem ist, die Materialförderung stoppt und der Drucker druckt fröhlich weiter in der Luft. Druckgeschwindigkeit war 25mm und Layerhöhe 0,2mm, 0,4mm Düse, Rückzug war abgeschaltet und die Bauteilkühlung auch weil das Bauteil recht groß ist. Haftung war sehr gut.
Hauptproblem, Verstopfung an der Düse bzw. im Antriebsrad und das schon ca. 15-20 Mal.
RE: Schwierigkeiten beim drucken von Flex Material
Hallo Prusa hat dazu mal was geschrieben.
https://blog.prusaprinters.org/de/wie-man-mit-flexiblem-filament-druckt_29672/
Falls Dir das nicht schon hilft bemüh einfach die Suche. Das Thema Flex haben wir hier schon sehr häufig gehabt und verschiedenste Filamente und Anwendungsfälle dabei betrachtet.
Gruß Kai
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Schwierigkeiten beim drucken von Flex Material
Was auch noch gut helfen würde wäre die Antwort auf die Frage mit welchem Drucker Du unterwegs bist - irgend ein i3 MK irgend etwas mit direktem Extruder oder einem MINI. Zumindest wenn Du in einem nicht einem Drucker zugeordneten Forum unterwegs bist. Diese beiden Drucker verhalten sich doch recht unterschiedlich bei Flex.
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Schwierigkeiten beim drucken von Flex Material
Hallo,
es ist ein i3 MK, gerade vor 6 Wochen gekauft. Gestern habe ich wieder einen Druck gestartet und wieder kam nach 5-6 Layern kein Material mehr aus der Düse. Daneben steht ein Anycubic für 156 Euro der hat das gleiche Teil mit dem gleichen Material fertig gedruckt und das mit Bowdensystem.
Ich habe gefühlt schon alles probiert: Treibrollenanpressdruck, neu kalibriert, langsam mit 20mm, verschiedene Materialien. Ich habe jetzt von entrudr ein Flex medium.
Der i3 legt eine super saubere Bahn hin, läuft sehr sehr schön und dann kommt kein Material mehr aus der Düse. Übrigens ist das Reinigen recht einfach, ich bekomme es gut aus dem HotEnd raus. Düse habe ich auch schon gewechselt. Düsenkopf auch schon zerlegt.
Ich weiß nicht was ich noch machen könnte.
Gruß Uwe
RE: Schwierigkeiten beim drucken von Flex Material
Ich habe jetzt übrigens Filament von Prusa mit A98 bestellt. Möglicherweise ist es ja dann besser.
RE: Schwierigkeiten beim drucken von Flex Material
Wenn die Filamentförderung zusammen bricht und Du den Druck abbrichst - hat das Filament an der Stelle wo die "Förderräder" das Filament greifen abgeschliffene Stellen oder hast Du ein Klackern im Extruder (weil der Stepper überspringt weil er am Drehen gehindert wird). Kannst Du versuchen das näher zu beschreiben?
Ich habe nur 2 unterschiedliche flexible Filamente daheim:
1x TPU von Sain Smart - dazu findet man sicherheitshalber auf die Schnelle KEIN Datenblatt - kann Dir also leider nichts zur Shorehärte sagen (liegt aber eher auf der härteren Seite - höherer Shorehärte Wert)
1x TPU von Amazon Basic - ebenfalls keine Shorehärte parat
Beide lassen sich auf meinem MK2.5 problemlos drucken (gleicher Extruder inkl. Förderung wie beim MK3S) und daher glaube ich, dass es da was anderes hat. Auch mein MK2S der einen deutlich einfachere Förderung hat - nur ein angetriebenes Rad, Filament wird auf der Gegenseite gegen ein Kugellager gepresst kommt damit spielend zurecht. Weichere Filamente werden natürlich immer schwieriger zu drucken.
Hast mal mehrere Coldpulls nacheinander gemacht und geschaut, ob nicht doch irgendwo ein kleiner Bösewicht zurück geblieben ist im Bereich des Hotend?
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
Nachtrag:
Sain Smart transparent ==> Shorhärte 90A
Amazon finde ich auch nach längerem Suchen nichts zur Härte.
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Schwierigkeiten beim drucken von Flex Material
Hallo Clemens,
Wenn ich das Filament rausziehe sieht man sehr deutlich wie es im Stepper zerknüllt wurde. Das Überspringen habe ich auch schon häufiger gehört, es knackt dann mehr oder weniger häufig und ich habe daraufhin den Anpressdruck runter und hoch gestellt, Drucktemperatur hoch und runtergestellt und die Layerhöhe erhöht. Es hat alles nix genutzt. Ah so, den Fluss habe ich auch verändert.
Was meinst Du mit den Coldpulls? Du meinst sicher ich soll prüfen ob noch irgendetwas im Bereich der Düse hängt?
Gruß Uwe
RE: Schwierigkeiten beim drucken von Flex Material
Hallo Uwe,
ColdPull ist eine Möglichkeit den Extruder von Verstopfungen zu reinigen - ist eine recht einfache Geschichte - solltest in jedem Fall ein paar mal (3 bis 5 mal wäre jetzt einmal was ich machen würde) vor dem nächsten Druck probieren.
Hier ist das beschrieben: https://help.prusa3d.com/en/tag/mk3s-2
Hier lösen lohnt sich in jedem Fall - genauer (ColdPull): https://help.prusa3d.com/en/article/cold-pull-mk3s-mk2-5s_2075
Kannst Du mal von "zerknüllt im Extruder" ein Bild machen - kann mir da nichts vorstellen (geht über den Button Add Media).
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Schwierigkeiten beim drucken von Flex Material
@nebolex-umwelttechnik-gmbh
Ich gehe mal davon aus, dass die MMU2 nicht mit im Spiel ist.
Hast Du schon mal ins hotend geschaut? Vielleicht hilft ein Austausch des PTFE (richtige Länge und sauber angefast). Hier gibt's ein schönes tool zumBearbeiten von 4'er PTFE: https://www.prusaprinters.org/prints/34035-ptfe-multitool
Bei der Gelegenheit würde ich auch die Filamentkanäle auf Grate und Verunreinigungen prüfen und gegebenenfalls nacharbeiten. Sind die Lager der Transportritzel in Ordnung (nicht zuviel Spiel) und die Ritzel auch sauber?
Wird der Extrudermotor evtl. übermäßig heiß (70 Grad C. und mehr) oder zu hohe Drucktemperaturen? Dann wären wir beim Thema "Heatcreep". https://www.filamentpreis.de/die-richtige-drucktemperatur/
Druckbett braucht bei Flex normalerweise keine Heizung - Hafttrenner würde ich empfehlen.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Schwierigkeiten beim drucken von Flex Material
... Hafttrenner würde ich empfehlen.
Weil ich es mal gestern wieder nicht erwarten konnte habe ich nach TPU am Mini mal wieder eine Folie geschrottet - weil der Herr weiß ja dass man alles gut auskühlen soll und dann erst runter nimmt - er kann es halt einfach nur nie erwarten - wie ein kleines KIND !!!
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Schwierigkeiten beim drucken von Flex Material
Servus Clemens,
da bist Du nicht das einzige "Kind". Ich habe auch schon 2 PEI Folien ruiniert und habe mir es deshalb zur Gewohnheit gemacht, die heiße Platte vom Heizbett zu nehmen und auf den Tisch meiner Fräse zu legen. Nach ca. einer Minute ist die Platte dann soweit ausgekühlt (man hört's am Knistern beim Abkühlen), dass man das Druckteil "biegend" entfernen kann. Dann geht's brav zum Entfetten und Spülen und der nächste Druckprozess darf folgen.
Schönen Gruß,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Schwierigkeiten beim drucken von Flex Material
Hallo Clemens,
danke für die sehr gute Antwort. Hat leider etwas gedauert bis ich es lesen konnte, aber ich werde es heute Abend mal ausprobieren und den cold pull wie beschrieben durchführen.
Nochmal Danke
Gruß Uwe
RE:
Bin mal ein bisschen durch Eure Homepage gesurft und habe jetzt ein grobes Bild davon, was ihr grundsätzlich macht - was mich aber jetzt interessieren würde: Welche Teile aus Flex-Material stellt ihr am 3D-Drucker her? Falls Du es erzählen darfst, ich wäre sehr neugierig.
Mir fallen bei den Bildern fast nur Düsen ein - aber ich glaub damit liege ich daneben. 😉
Danke und lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Schwierigkeiten beim drucken von Flex Material
Hallo,
ich drucke auf dem Mini+ Flexfilament von Saintsmart sowie von AmazonBasic beides in der Shorehärte 95A, bei beiden stelle ich die vorgefertigten Filamentprofile von Prusa ein, die Drucke laufen einwandfrei durch ohne das ich am Mini irgendwas geändert habe.
RE:
 Hi Clemens M.,
Hi Clemens M.,
ich habe noch nicht geschaut, was die Kollegen drucken, aber da gibt es viele Einsatzmöglichkeiten...
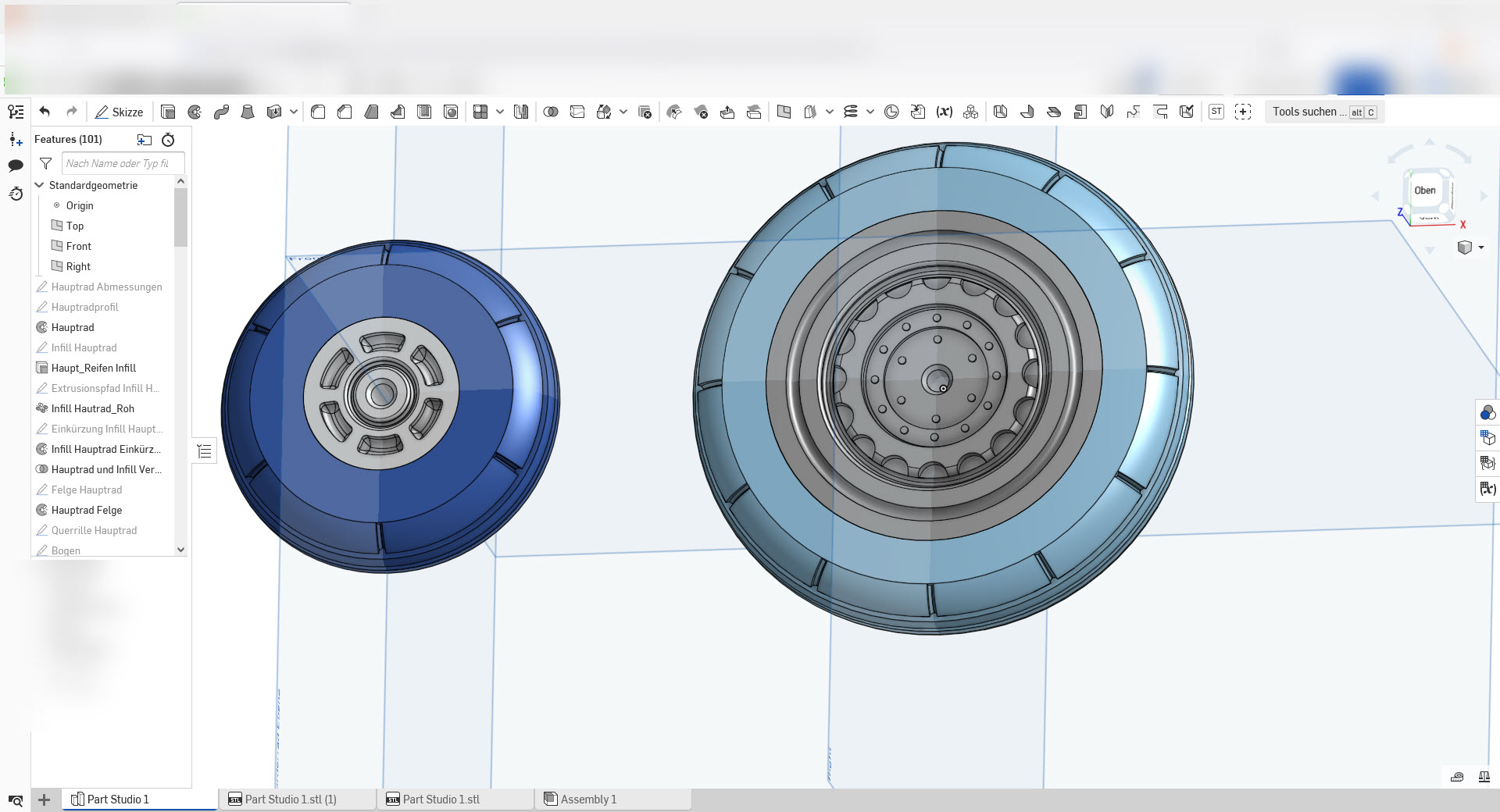
Ich habe z.b. für die MIG15, die ich meinem Vater gedruckt habe (Impeller-Variante von 3D LabPrint) einen Radsatz entworfen, der in einem Gedruckt wird - Reifen sind TPU und Felge ASA. Etwas Tricky, aber absolut Verlier sicher... Und meine Magnetmaskenbänder kann ich auch am laufenden Band drucken - gehen weg wie "warme Semmeln" - Corona sei dank...Um ein paar bsp. zu drucken. Bei meiner Einhausung habe ich auch einen Dichtflansch für den Kühlkanal des Prusa-Boards gedruckt - Ideen gibt es immer wieder...
Gruß, Digibike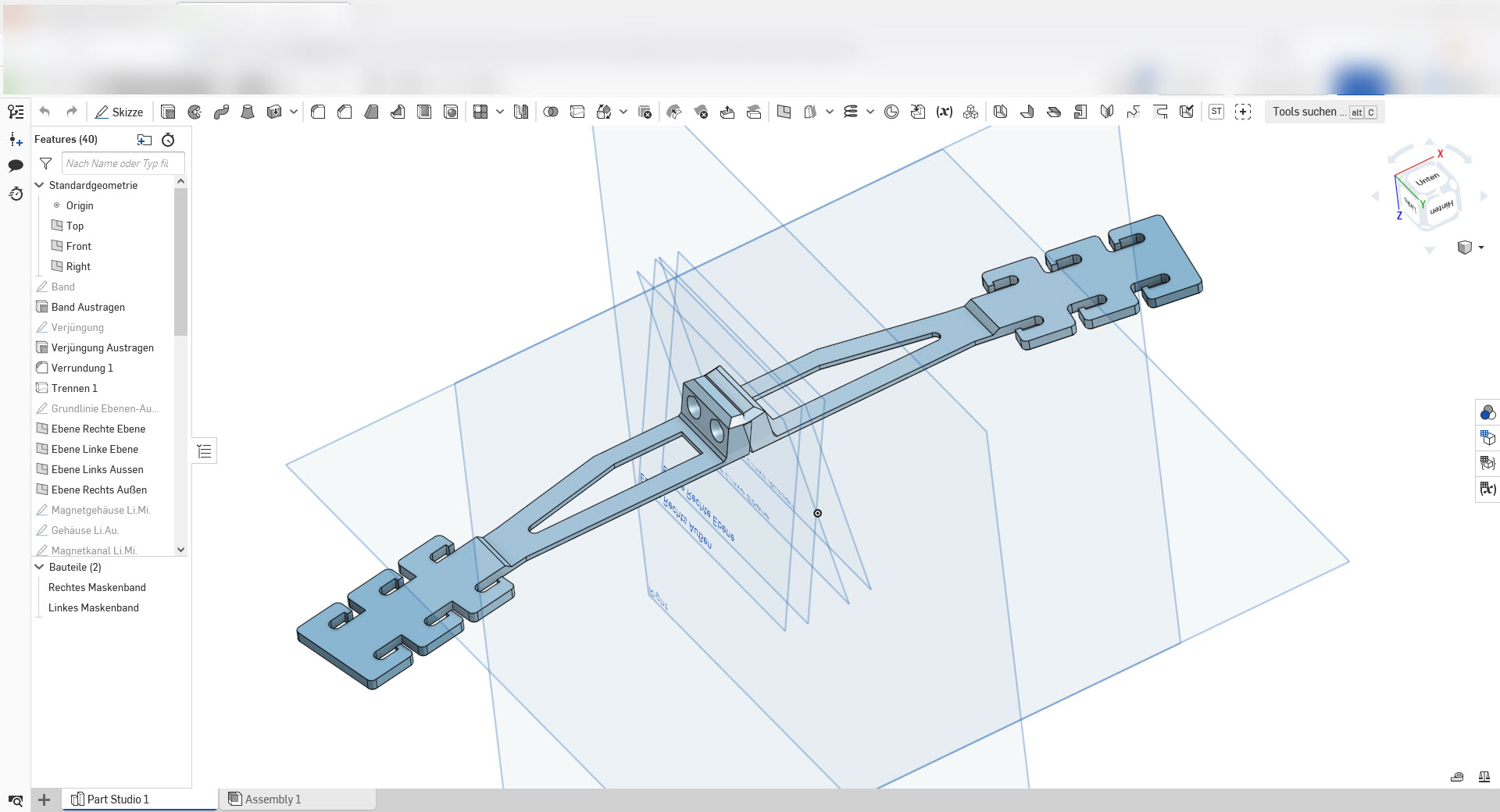
RE: Schwierigkeiten beim drucken von Flex Material
Ein kleiner Nachtrag zum Verstopfen bei TPU: TPU mag absolut keine Hitzeeinwirkung! Es verkokt recht schnell in der Düse. Ohne Retract ist schonmal sehr gut, auch weil Fäden sich kaum vermeiden lassen. Aber man fängt sich sehr schnell schon eine Vorschädigung ein, wenn das Filament schon in der Düse ist, während es aufgeheizt wird und der Drucker noch im Temperaturfenster "einpendelt"...! Ich ziehe es vorab immer raus und schiebe es, während er anfängt, die Purgeraupe drucken zu wollen, dann rein. Laß ich es vorab drin, hab ich sowohl beim Ultimaker als auch beim Prusa schon nach relativ kurzer Zeit "Maleur"... Irgendwann ist es an der Düsenwand "durch" und wird mitgerissen. Das Loch der Düse wird aber nicht größer - der Klumpen hängt drin...
Gruß, Digibike