1. Drucke mit PC Blend
Moin
Ich habe endlich wieder mal Zeit gefunden, mich mit meinem 3D Drucker, zu beschäftigen.
Interessant fand ich das PC Blend, von Prusa.
Ein Poly Carbonat, dass für Funktions Modelle gut geeignet scheint.
Leider nicht ganz so leicht, zu drucken, wie ich feststellen mußte.
1. Versuch ein Disaster 🙂

Hier habe ich meine texturierte Druckplatte, auf 110C° vorgeheizt. Vorher gut gereinigt. Sonst aber nicht weiter behandelt.
Meine Düse konnte ich hinter her suchen, in dem Haufen.
Der Druck hatte sich, von der Druckplatte, gelöst.
2. Versuch, mit Klebestift, die Druckplatte, vor behandelt. Jedem PC Blend wird, von Prusa, ein Klebestift, bei gelegt.
Hab ich noch nie mit gearbeitet, aber was soll's. Probieren wir es mal 😉
Der Druck hat diesmal gehalten. Aber das Material ist sehr empfindlich und verzieht sich recht schnell.
Meine Druckerkabine hatte eine Innen Temperatur, von 50C°.
Die Druckplatte wieder auf 110C° aufgeheizt.
leichter Verzug, an einem Bauteil, zu erkennen.
3. Versuch, mit Windschield
Sehr deutlich zu erkennen, dass der Verzug, im Bereich der Tür, von meiner Drucker Kabine, auftritt. 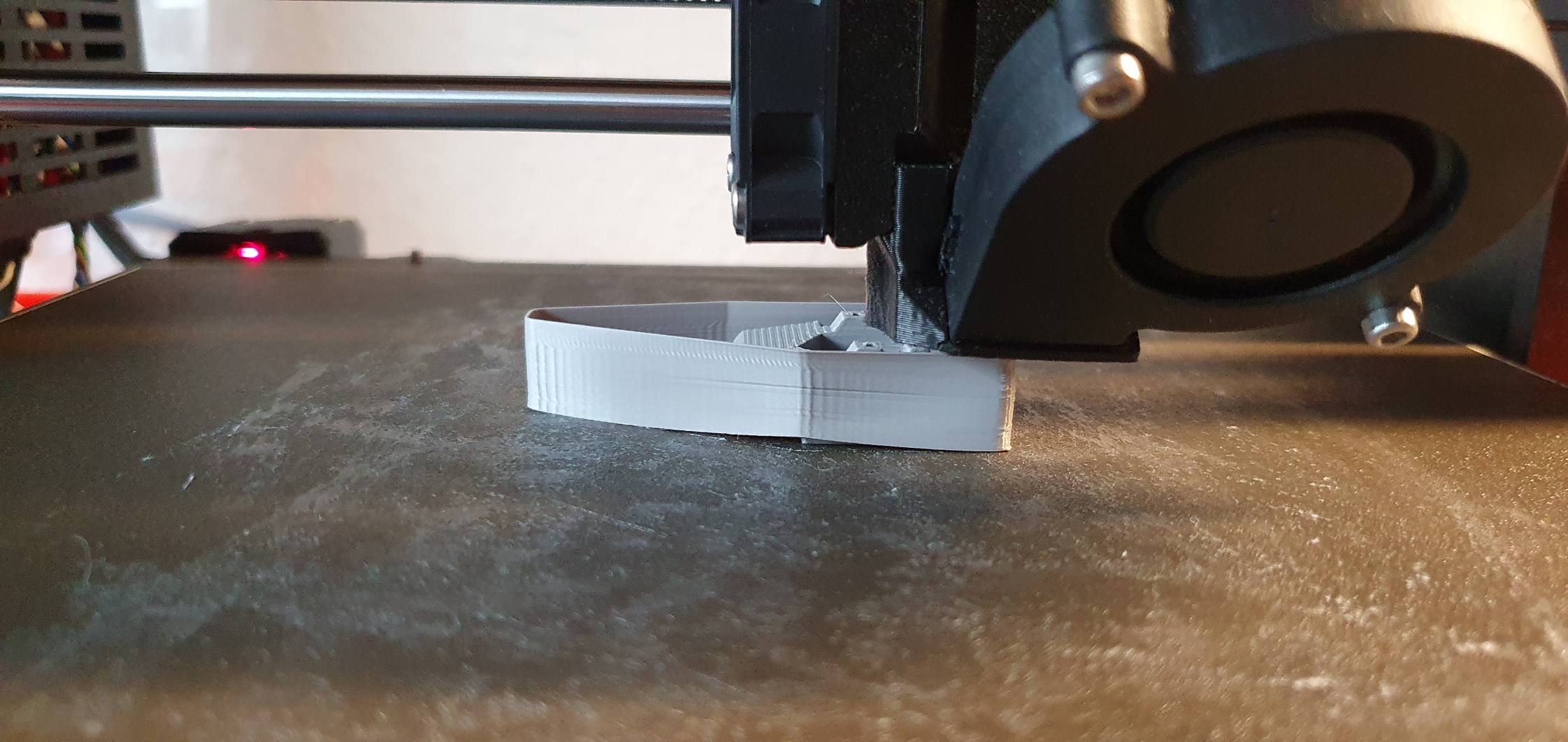
Ohne Drucker Kabine würde ich das Material also nicht drucken.
Selbst mit Kabine, muss ich da wohl besser isolieren.
Original Prusa i3 MK3S - PEI pulverbeschichtetes Federstahlblech - Federstahlblech mit glattem doppelseitigem PEI - Octoprint - raspi 4 - 3,5" - Octoscreen
RE: 1. Drucke mit PC Blend
Der Druck, mit Windschutz ist schon mal wesentlich besser gelaufen.

Ich will endlich ein vernünftiges Sensor Gehäuse, für meinen 3D Drucker, dass sich auch entsprechend einstellen lässt, drucken.
Auch die Oberfläche (Unterseite Druckplatte) sieht sehr sauber aus.
Der Druck selbst ist aber nicht so einfach und ich brauche da noch viel Übung, den perfekt hin zu bekommen.
Original Prusa i3 MK3S - PEI pulverbeschichtetes Federstahlblech - Federstahlblech mit glattem doppelseitigem PEI - Octoprint - raspi 4 - 3,5" - Octoscreen
RE: 1. Drucke mit PC Blend
@dermartin
Donnerwetter, nachdem was Prusa zu dem Material schreibt hätte ich gedacht das es einfacher zu drucken ist.
Gut das hier mal jemand nicht nur den Versuch wagt, sondern den auch gleich so dokumentiert. Mit dem ASA letzte Woche hätte ich fast eine Rolle PC Blend mitbestellt.....
Ich habe einen ähnlichen Start mit Nylon gehabt. Das ist halt alles eine ganz andere Welt im Vergleich zu PLA und PETg.
Beim Nylon habe ich übrigens gut Erfahrungen damit gemacht kleine "Haftflächen", auch Ohren genannt, zusätzlich an des Teil zu modellieren.
Je nach Größe des Teils auch bis zu 5 Layer dick. Das hat schon immens geholfen. Brim war dafür bei mir gänzlich ungeeignet.
Da ist das Filament direkt am Teil eingerissen und hat sich abgehoben.
Ich bin gespannt auf Deine weiteren Erfahrungen.
Halt uns mal bitte auf dem Laufenden.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: 1. Drucke mit PC Blend
@kai-r3
ich mußte feststellen, dass sich ASA wesentlich leichter drucken ließ, als PC Blend.
Mit ASA hatte ich noch keine Probleme, beim Druck. Auch waren keine weiteren Vor Behandlungen, der Druckplatte, nötig.
Ich habe ja noch einige Druck Folien, vom Stratasys Drucker. Da will ich mal mit experimentieren. Muß mir nur noch überlegen, wie ich die, auf meine Druckplatte, befestigen kann.
Oder vielleicht doch Kapton Tape , Sprühkleber.
Ohne Haftmittel wird es wohl ehr schwierig werden. Haarspray, welches für kritische PETG Drucke, gut funktioniert, funktioniert hier auch nicht.
Original Prusa i3 MK3S - PEI pulverbeschichtetes Federstahlblech - Federstahlblech mit glattem doppelseitigem PEI - Octoprint - raspi 4 - 3,5" - Octoscreen
RE: 1. Drucke mit PC Blend
@dermartin
Du könntest Klammern versuchen für die Befestigung.
Je nach Stärke der Folie könnte das funktionieren.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: 1. Drucke mit PC Blend
Da sich mein Fan shroud/duct oder einfach Lüfterdüse, aufgrund der hohen Temperaturen, aufgelöst hat, habe ich den gleich mal, mit PC Blend gedruckt.
1. Druckplatte mit warmen Wasser, Schwamm und Spüli, gründlich gereinigt. Entgegen der Empfehlung, von Prusa, im übrigen 😉
Aber hier, im Forum hat man ja gute Erfahrungen damit gemacht.
2. Kleber (Kores Klebestift) aufgetragen
3. Druckplatte auf 110C° vorgeheizt und die Druckerkabine mit einer Heißluft Pistole auf 40C° erhitzt
4. Druck gestartet
Diesmal kein Verzug. Der Druck ist schön sauber geworden. Keine Fädenbildung.
Auch die Unterseite sieht sauber aus, wobei ich da wohl noch ein klein bisschen tiefer kann 😉
Original Prusa i3 MK3S - PEI pulverbeschichtetes Federstahlblech - Federstahlblech mit glattem doppelseitigem PEI - Octoprint - raspi 4 - 3,5" - Octoscreen
RE: 1. Drucke mit PC Blend
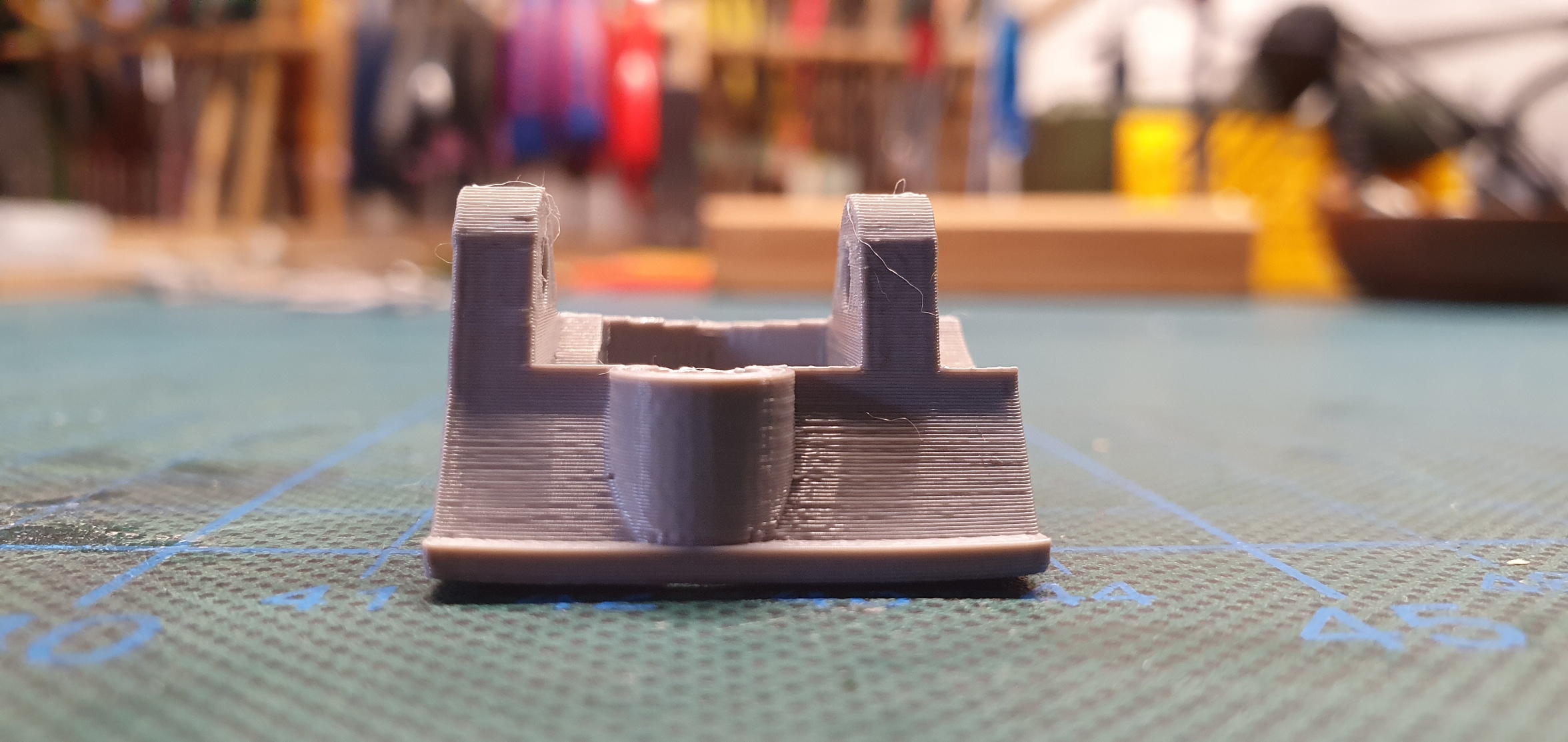
sooo
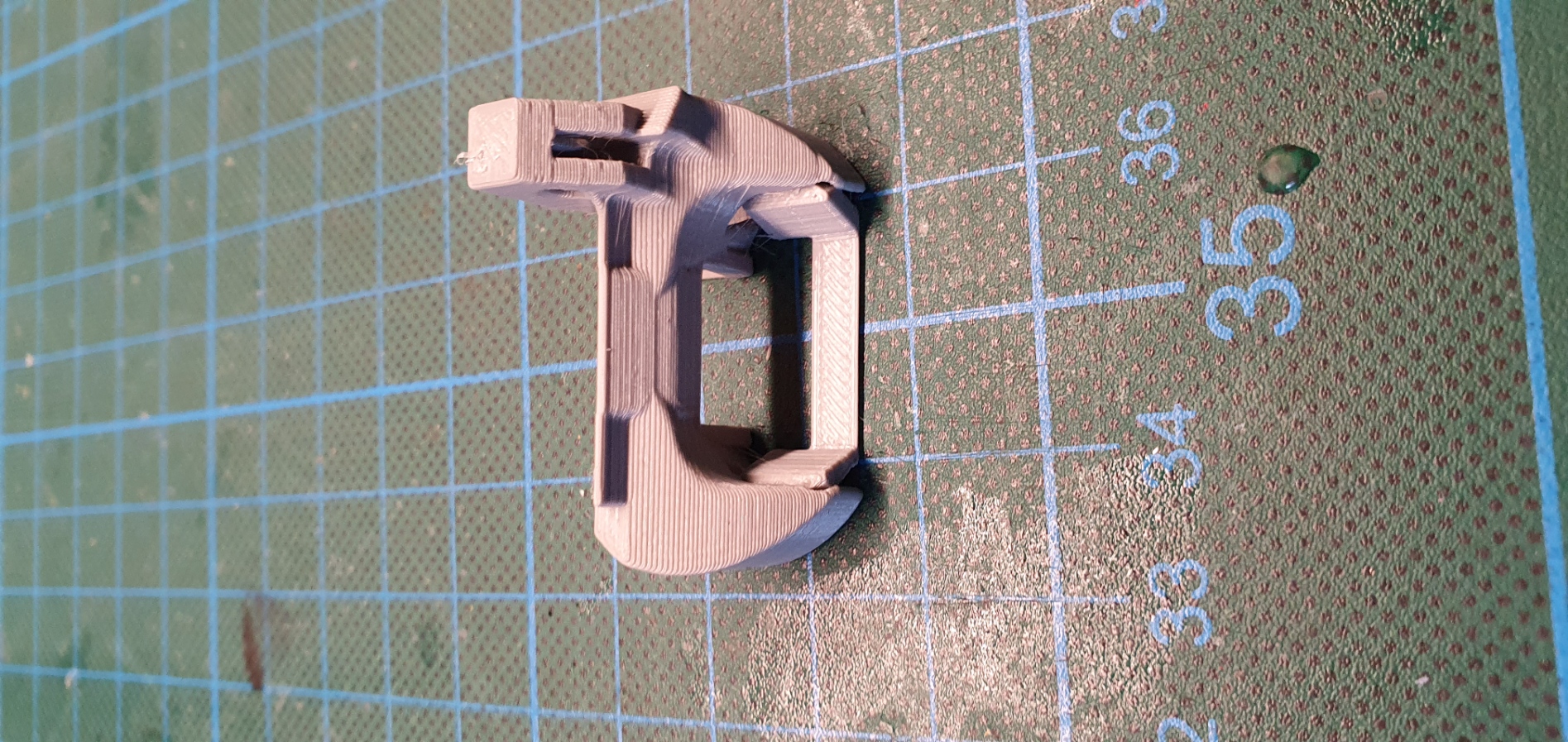
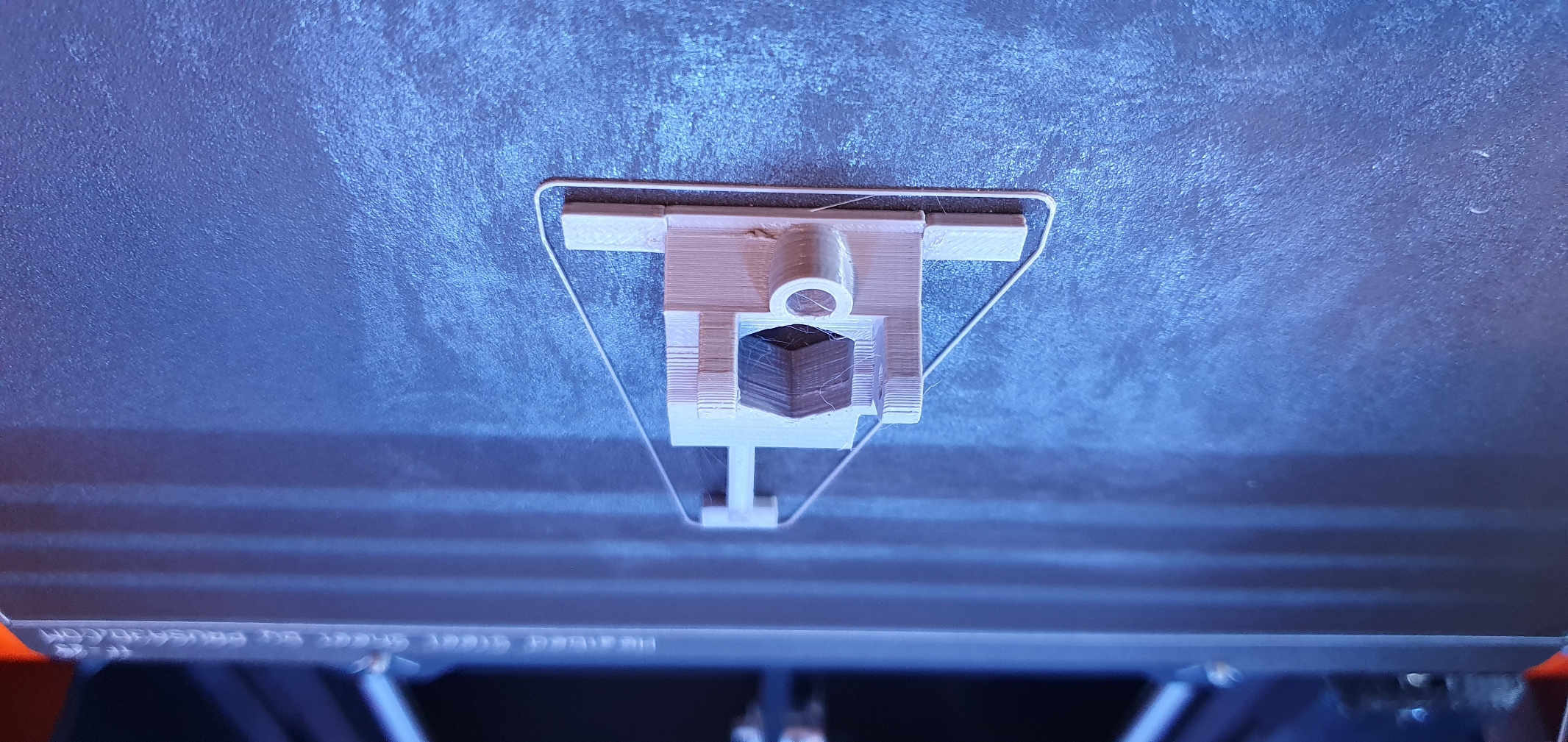
Das kritische Bauteil, welches ständig mit Verzug, zu kämpfen hatte, habe ich nun auch drucken können.
Danke an Kai.
Ich habe nämlich Deinen Vorschlag aufgenommen und einfach, an den kritischen Stellen, ein Kubus dran gesetzt.
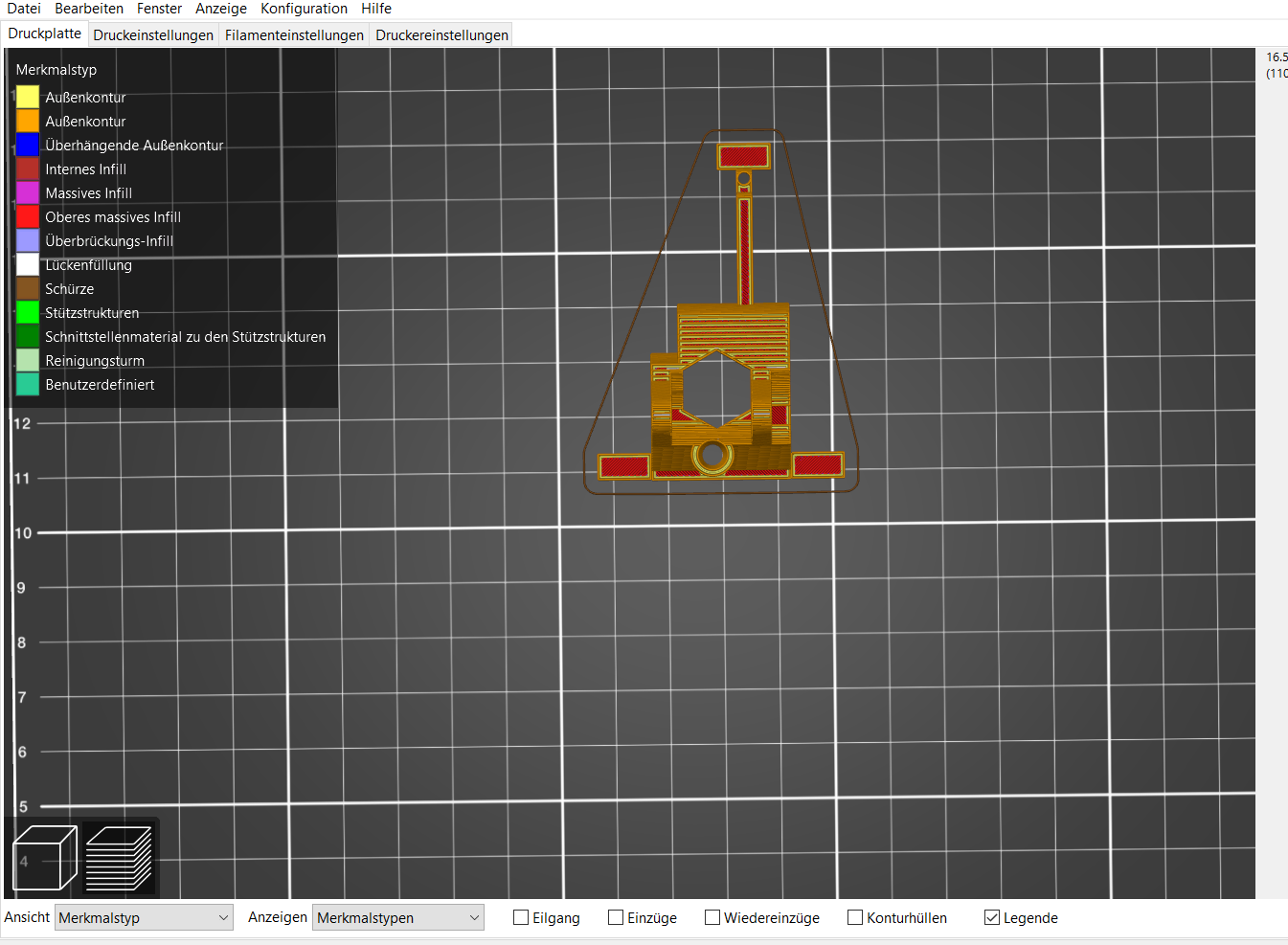

Der idler ist jetzt am Boden geblieben 🙂
Jetzt kann ich endlich mal anfangen und meine Extruder umbauen 🙂
Original Prusa i3 MK3S - PEI pulverbeschichtetes Federstahlblech - Federstahlblech mit glattem doppelseitigem PEI - Octoprint - raspi 4 - 3,5" - Octoscreen
RE: 1. Drucke mit PC Blend
@dermartin
Der Druck ist Dir ja relativ gut gelungen. Das PC nicht so auf die Schnelle zu drucken ist, hatte ich einst mit dem polymax PC auch erfahren dürfen.
Mit diversen Hilfsgeometrien und Kleber ging das dann relativ gut, aber in den Bauteilen lagerten sich reichlich Spannungen ab, welche sich im späteren Einsatz durch Risse bemerkbar machten. Hätte ich die Teile getempert, wäre dies wahrscheinlich nicht passiert.
Ich bin mal gespannt, wie das Prusa PC verhält und freue mich auf diesbezügliche Rückmeldungen!
Danke!
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: 1. Drucke mit PC Blend
@dermartin
Na das schaut doch schon sehr gut aus. Schön das die Ecken nun unten bleiben.
Ich bin auch sehr gespannt auf deine weiteren Erfahrungsberichte.
Besonders wie sich der Fan Shroud so verhält was das Thema verziehen angeht.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: 1. Drucke mit PC Blend
Das Spannungen, im Material, vorhanden sind, kann ich mir gut vorstellen.
Auf jeden Fall schrumpft das Bauteil, wenn auch gering, beim Abkühlen, aber deutlicher, als PETG.
Die Bohrungen sind alle etwas zu eng.
Bin aber auch sehr gespannt, wie sich die Lüfterdüse verhält.
Auch der idler, vom Extruder. Mal abwarten ob der nicht vielleicht, im Bereich der Transportrolle, bricht.
Original Prusa i3 MK3S - PEI pulverbeschichtetes Federstahlblech - Federstahlblech mit glattem doppelseitigem PEI - Octoprint - raspi 4 - 3,5" - Octoscreen
RE: 1. Drucke mit PC Blend
@dermartin
Wenn Du konstruktiv beim Thema Schrumpfung nicht eingreifen möchtest kannst Du das auch gut mit dem Slicer erledigen.
Dort die prozentuale Größe etwas anpassen.
Das ist dann zwar keine Ingenieurslösung, aber für die meisten Teile ausreichend.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: 1. Drucke mit PC Blend
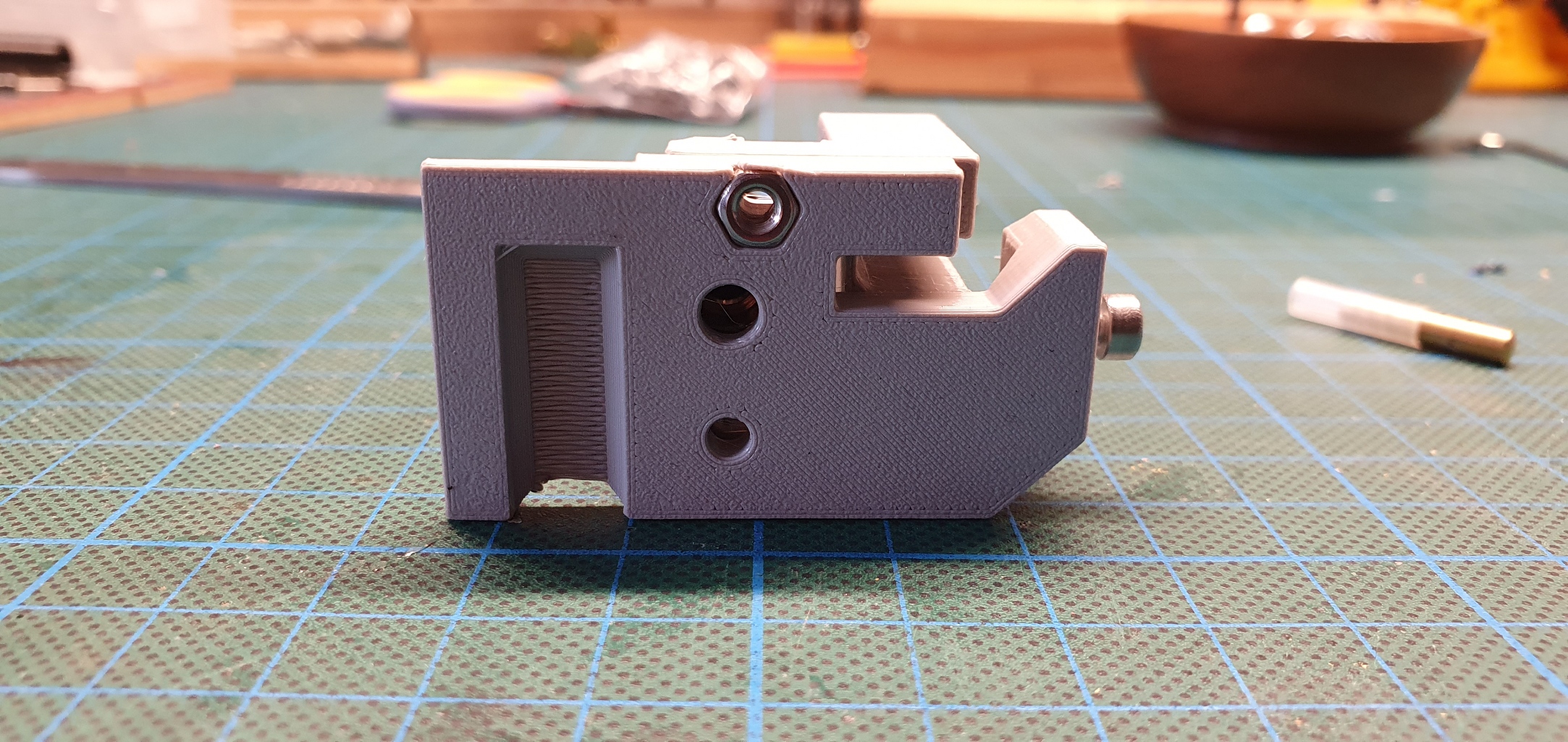
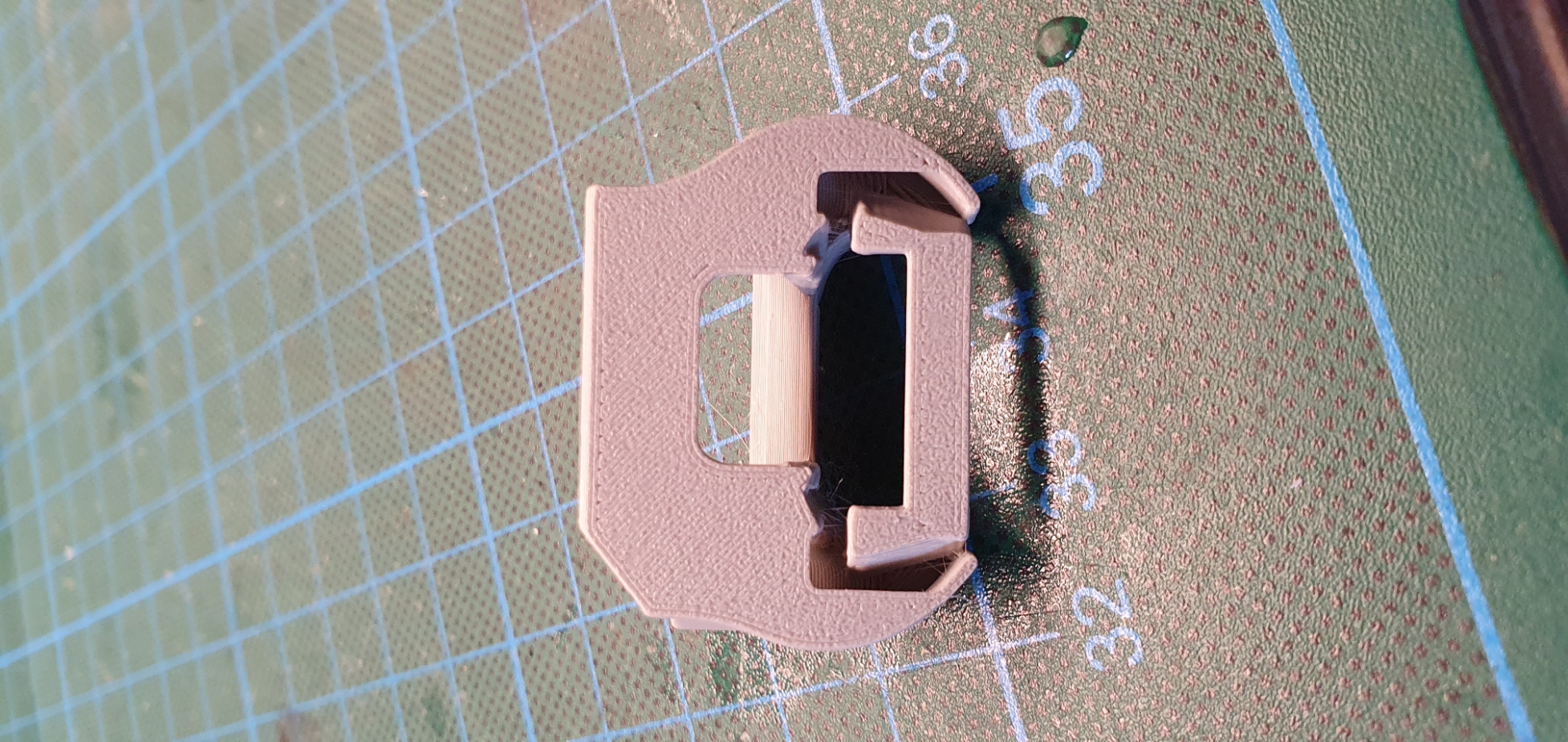
Ich bohre bzw. reibe die Bohrungen fast immer nach. Zumindest wenn es um Lagersitze und/oder Passungen geht.
Die Einstellung für den IR Sensor ist damit schon mal erheblich einfacher geworden 🙂
Diese Druck Vorlage habe ich dazu verwendet.
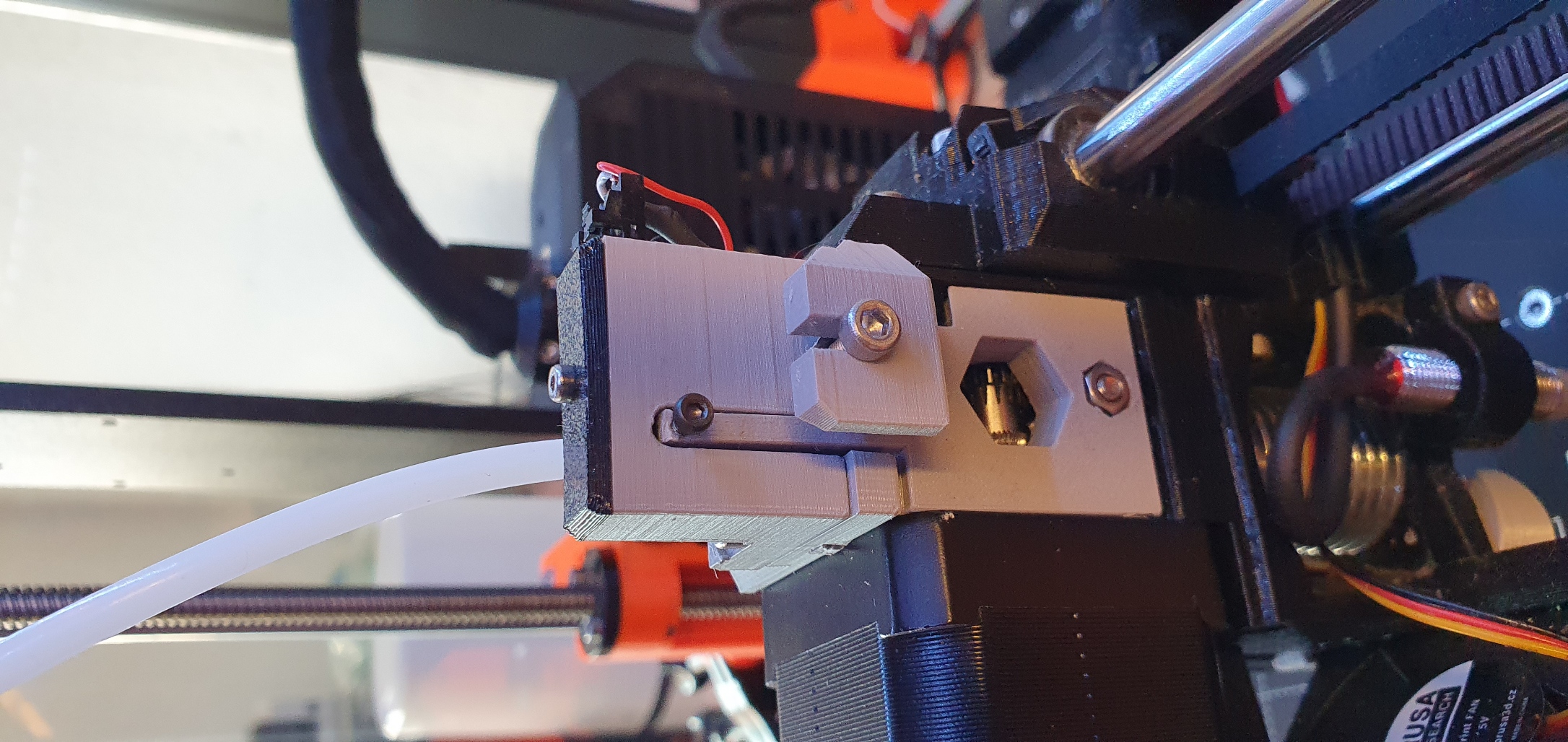
Die kleine M2 Inbus Schraube ist gut zur fein Einstellung.
Jetzt fehlt eigentlich nur noch die LED oben drauf.
Original Prusa i3 MK3S - PEI pulverbeschichtetes Federstahlblech - Federstahlblech mit glattem doppelseitigem PEI - Octoprint - raspi 4 - 3,5" - Octoscreen
RE: 1. Drucke mit PC Blend
@dermartin
LED Lösung habe ich an FINDA und Extruder IR-Sensor installiert. Das ist sehr praktisch. Ich habe eine SMD LED Lösung vorgezogen, was zwar etwas frickelig (als Ungeübter) zum Löten, aber dafür platzsparender ist.
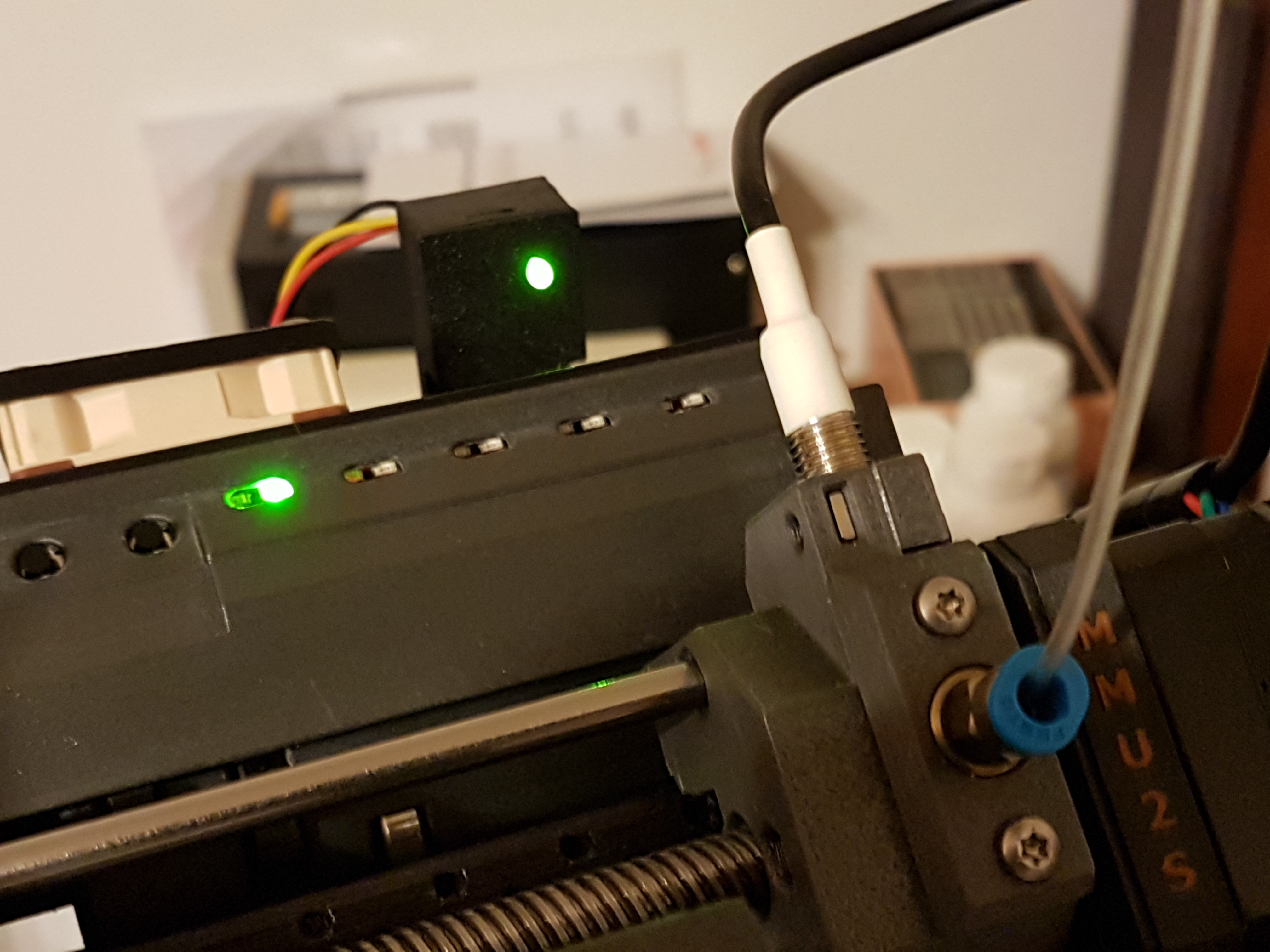
(FINDA)
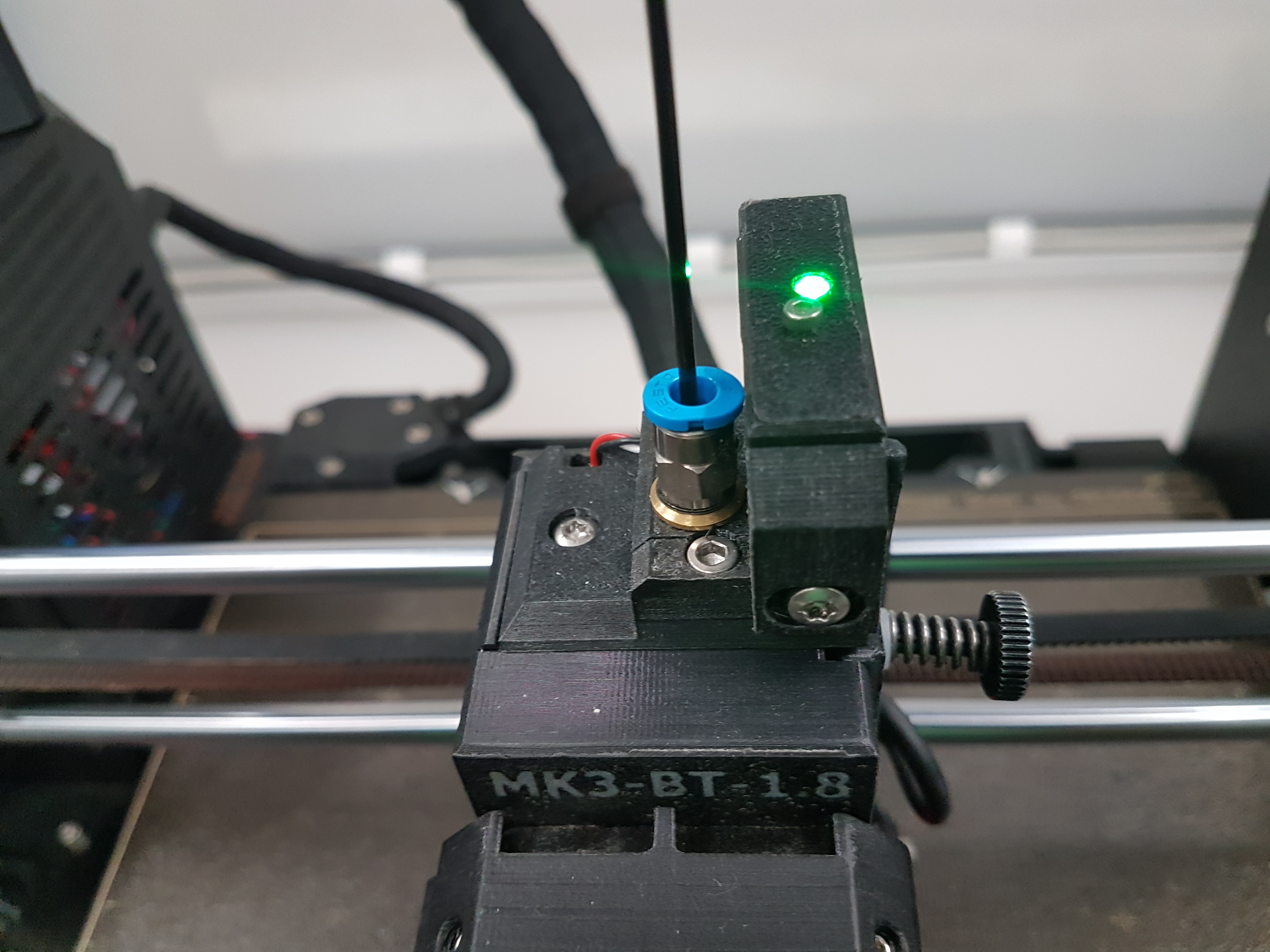
(Extruder Sensor)
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: 1. Drucke mit PC Blend
@karl-herbert
mit einer SMD LED sieht das ganze natürlich richtig gut aus 🙂
Leider habe ich keine und müßte mir extra 2 SMD LED's und die SMD Widerstände bestellen.
Nu habe ich aber noch 3mm LED's , also habe ich mir die auf den Sensor gelötet.
Wie einig allerdings auf einen Widerstands Wert, von 560 Ohm kommen, bei 2V Durchlassspannung (grüne 3mm LED), habe ich noch nicht so ganz nachvollziehen können. Ich komme auf einen wesentlich geringeren Wert.
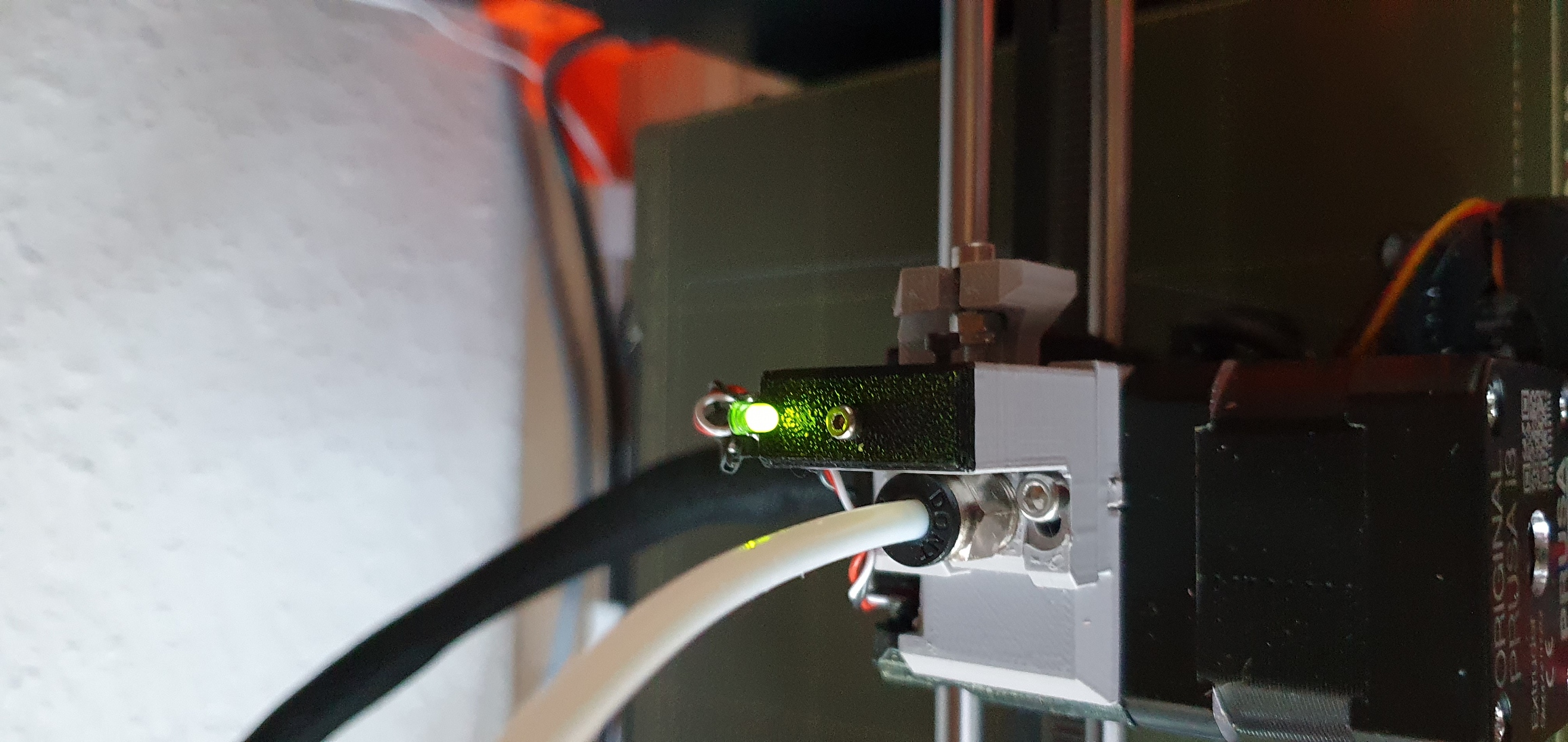
sieht nicht ganz so chick aus, funktioniert aber auch.
Original Prusa i3 MK3S - PEI pulverbeschichtetes Federstahlblech - Federstahlblech mit glattem doppelseitigem PEI - Octoprint - raspi 4 - 3,5" - Octoscreen
RE: 1. Drucke mit PC Blend
@dermartin
Wichtig ist, dass es funktioniert 👍 Allerdings finde ich eine Spannung von 2V eher etwas gering.
Für meinen Extrudersensor habe ich nach diesem Muster gearbeitet:

1206er SMD Elemente. Einfache Installation und funktioniert einwandfrei. Habe ich beim Mini inzwischen auch verbaut, allerdings mit geringerem Vorwiderstand (2x47 Ohm).
Für die MMU2 habe ich auch eine kleine Platine gefertigt um das Signal zu invertieren. Ich wollte das einheitlich haben - Filament geladen = LED ein.
Die grünen LED's sind da nicht so empfindlich, was die Spannung angeht. Ich hab's aber generell lieber etwas dezenter mit der Leuchtkraft, so dass es nicht störend wirkt.
Bezogen bei Conrad:
usw...
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: 1. Drucke mit PC Blend
So, mir hat Ganze auch keine Ruhe gelasse.
Ich hab den Fan Shroud eben aus FX256 PA gedruckt.
Ist tatsächlich besser geworden als ich erwartet habe.
Mal schauen ob das jetzt auch anständig funktioniert.
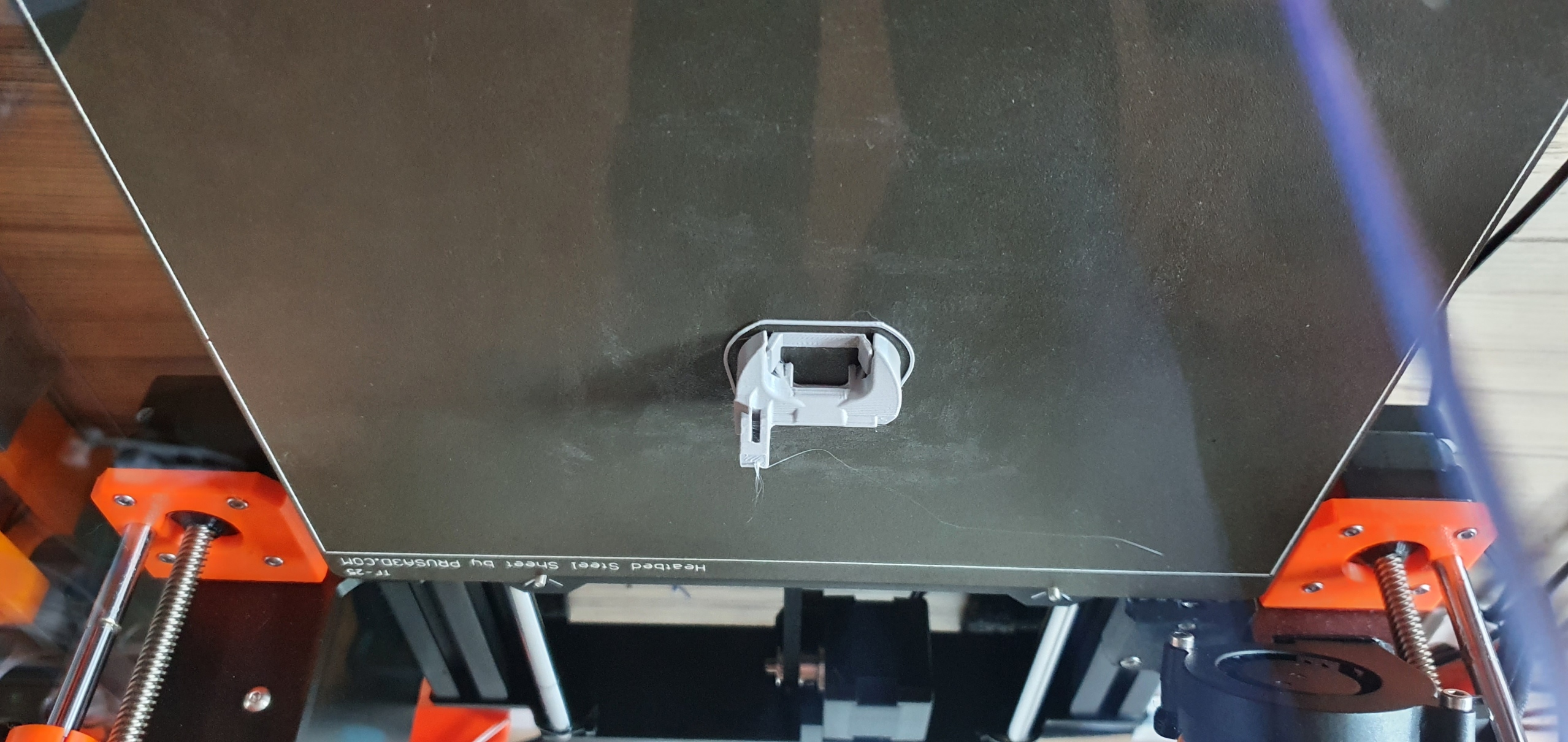
Hier mal ein paar Bilder direkt nach dem Ablösen vom Druckbett.
Das erste ist noch auf dem Druckbett.
Unbearbeitet, bis auf das ich mit den Fingern brim entfernt habe.




Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: 1. Drucke mit PC Blend
@kai-r3
sieht wirklich nicht schlecht aus. Ich denke dass ich das FX256 PA auch mal ausprobieren werde.
Im Grunde finde ich das PC Blend nicht schlecht. Es ist recht hart und schlagfest.
Bei vielen mechanischen Bauteilen kann ich kein Material gebrauchen, das zu schnell nach gibt.
Der Druck ist aber wirklich nicht ganz so einfach, wie es Prusa verkaufen möchte. Es wird aber auch darauf hin gewiesen, dass es mehr für fortgeschrittene geeignet ist.
die Anleitung kenne ich auch. Mir ist nur nicht klar, wie er da auf 2x 512 Ohm kommt. Habe fast den Eindruck dass hier mit 24V gerechnet wurde und nicht mit 5V.
Aber ich kenne auch das Datenblatt der SMD LED nicht; und es funktioniert ja auch.
Was ganz anderes: wie hieß denn der Sprühkleber, den Du verwendest? Muß mich mal mehr mit Haftmitteln beschäftigen 😉
Original Prusa i3 MK3S - PEI pulverbeschichtetes Federstahlblech - Federstahlblech mit glattem doppelseitigem PEI - Octoprint - raspi 4 - 3,5" - Octoscreen
RE: 1. Drucke mit PC Blend
@dermartin
Ich habe keinen Vergleich zum PC Blend, aber das FX256 lässt sich alles andere als einfach beherrschen.
Da würde ich an Deiner Stelle auch nochmal tiefer in die Recherche einsteigen. Ich war anfangs nicht sicher ob ich mit dem FX256 wirklich eine gute Wahl getroffen habe. Mittlerweile, wie Du an dem Ausdruck siehst, komme ich mit minimalem Aufwand zu guten Ergebnissen. Die ersten Drucke waren aber extrem frustrierend. Und damit meine ich nicht das finden passender Feineinstellungen, bei mir hat schlicht kein Druck gehalten. Da habe ich mich über bestimmt 30 Testdrucke langsam rangearbeitet. Und beim Nylon verwende dann sogar ich mal ein Haftmittel, das magigoo PA. Aber auch das ist bei Nylon nur eine Unterstützung. Das Zeug springt dir teilweise wie ein Frosch von der Platte.
Schlußendlich bin ich aber sehr zufrieden mit den Drucken. Vor allem die Materialeigenschaften sind top. Nylon ist in Abhängigkeit zur Druckstärke flexibel. Bei größeren Flächen (60mmx140mm) modelliere ich dann aber vorher noch einen Rand an die Teile. Brim ist hier selten geeignet um die Ecken unten zu halten. Dafür braucht es dann doch mehr Material an den Ecken.
Ich glaube der Karl hat auch noch einige Erfahrung was den Nylon Druck angeht. Evtl. kann er ja auch noch was dazu beitragen.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: 1. Drucke mit PC Blend
@kai-r3
Viel mehr kann ich auch nicht dazu beitragen. Ich verwende carbonhaltiges Nylon von 3dxTECH. Damit drucke ich meist auf der texturierten Platte mit brim, ohne Lüfter, im Gehäuse bei 50Grad C. und Dimafix. Das Problem bei diesem Nylon ist vielmehr der hohe Druck der im Extruder aufgebaut wird und eine 0.4er Düse schon grenzwertig im Druckeinsatz ist. Leichtes Stringing ist normal, kann aber leicht nachbearbeitet werden. Große Teile drucke ich nicht damit. Sensorgehäuse, fanshroud oder Ähnliches sind so die gängigen Dimensionen. Geringste Layerhöhe ist 0.15mm. Düse ist eine 0.4er tungsten carbide, die ich inzwischen für alle Materialien verwende.
Bei dem Material muss man bei jedem Drucker viel an den Feineinstellungen schrauben. Am Mini eher sehr schwer bis gar nicht druckbar.
Die gedruckten Teile sind extrem belastbar, dünnwandige Teile eher fexibel. Das Nylon ohne Carbonzusatz kann auch gut eingefärbt werden, was ich selber aber nie getestet habe.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: 1. Drucke mit PC Blend
Ist mir noch dazu eingefallen: Das Nylon muss möglichst "trocken" sein. Bevor ich Nylon drucke, lege ich es immer für 24 Stunden in den Dehydrator bei ca. 70 Grad C. Meine Frau war mit der Backofenmethode nicht mehr einverstanden.
Mit feuchtem Nylon ist kein vernünfiges Druckergebnis erzielbar. Ähnlich verhält es sich vermutlich auch mit dem Prusa PC (habe ich noch nicht getestet).
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.