Faster is not always better
This is not so much a question. It is more an experience I would like to share with me fellow 3D printing newbie explorer. The objective was/is to print a sort of square container to hold water. 18 cm x 9 cm x 12 cm. 4 mm walls. The PrusaSlicer informed me it was going to take more than 24 hrs. To shorten the print time I choose the 0.2 mm Speed profile. Still 17 hrs.
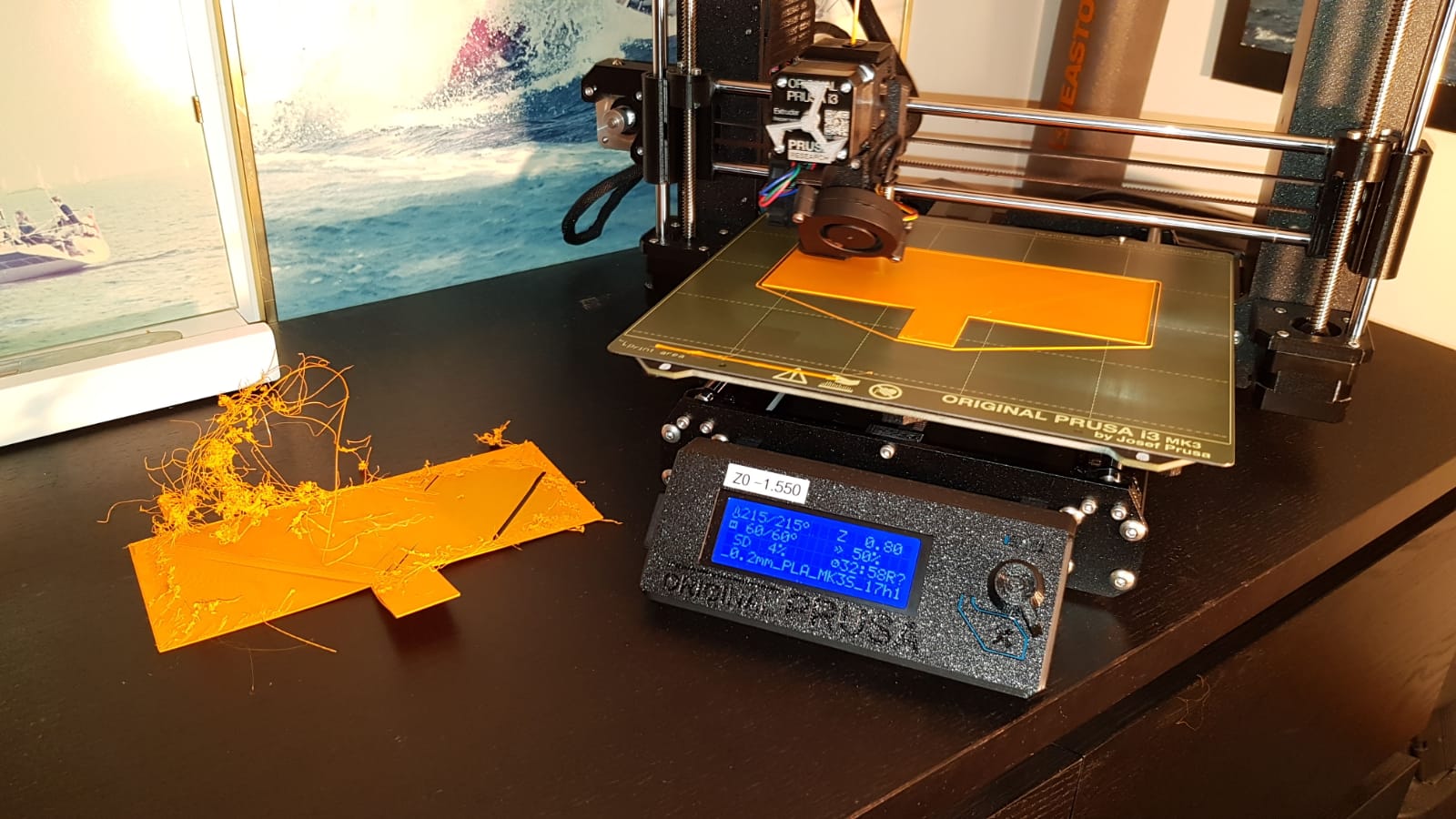
After the print started I just paid attention to the first layer. After that I thought it was going to be ok. When I checked one hour later it crashed and produced the mess on the left in the picture below. For me this coincided with a nozzle change so I thought the hotend was leaking. Tried to fix it but could not find any issue. During the retry I stayed with the printer and saw what the problem really was. Due to the high speed the subsequent layers didn't stich up enough. Slowing down the print to 50% fixed the problem. With the current print on the right the point of the crash is passed.
RE: Faster is not always better
It's almost the old 'Do you want it done right, or do you want it done right now? Choose one.' true-ism.
RE: Faster is not always better
The Prusa SPEED profiles are still a bit aggressive on infill. Your 1st layer may go down cleanly (it's printed slowly after all) but those 200mm/s infill speeds are 'aspirational' much of the time. If you start to have problems with infill, whether poor finish, layer delamination or roughness, an easy fix is to adjust Filament Settings->Advanced->Max volumetric speed (MVS) to more accurately reflect what speeds work with your printer. This setting acts as a throttle based on the volumetric rate of filament being pushed through your hotend, measured in mm^3/s. Prusa sets this to 15mm^3/s for PLA, but I find 11.5mm^3/s more realistic for PLA through a 0.4mm nozzle. You can tweak this back further as needed to ensure good quality without having to twiddle with individual speeds. The slicer will generate gcode to print at speeds up to your maximum speeds specified under Print Settings->Speed, but limit those back to stay within the MVS setting when (and only if) needed. The big advantage is that you can save this setting with a profile for each filament type without having to be present at the printer or creating multiple print settings profiles.
I've got more notes on the topic here that you might find interesting.
RE: Faster is not always better
Correction: The Mini SPEED profiles show 140mm/s, which is still too high for many filaments. Not sure why they've kept the 15mm^3/s throughput rate with the new Mini hotend either. That might explain a lot of Mini feed issues.